Повышение эффективности шлифования ёлочных замковых соединений лопаток турбокомпрессоров

Автор: Скрябин Владимир Александрович
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Машиностроение
Статья в выпуске: 1, 2015 года.
Бесплатный доступ
В статье рассматриваются вопросы повышения шлифования ёлочных замковых соединений лопаток турбокомпрессоров. Приводятся результаты теоретических и экспериментальных исследований эффективности мощности шлифования профиля лопаток турбокомпрессора дизеля. Отмечается, что при шлифовании ЕЗС с непрерывной правкой кругов алмазными роликами при встречном направлении вращения кругов и роликов шероховатость обработанной поверхности и волнистость снижаются, а производительность труда и стойкость инструмента возрастают по сравнению с попутным направлением вращения кругов и роликов. Результаты работы, отраженные в статье, внедрены в виде технологии финишной абразивной обработки и программного обеспечения в ОАО «Пензадизельмаш» и ОАО «СКБТ» (г. Пенза), применение которых позволило повысить показатели качества рабочих поверхностей деталей.
Технология обработки, теоретические и экспериментальные исследования, непрерывная правка, алмазные ролики, параметры шероховатости и волнистости, эффективность мощности процесса шлифования, ёлочное замковое соединение лопаток турбокомпрессора
Короткий адрес: https://sciup.org/14720145
IDR: 14720145 | УДК: 621.515 | DOI: 10.15507/VMU.025.201501.071
Increase of efficiency of polishing of fir-tree interlocks of shoulder-blades of turbo-compressors
The questions of improvement of polishing of fir-tree interlocks of shoulder-blades of turbo-compressors are examined. The article contains the results of theoretical and experimental researches of efficiency of power of profile polishing of shoulder-blades of turbo-compressor of a diesel engine. It is shown that as a result of polishing of fir-tree interlock with the correction of circles by diamond rollers at opposite direction of circles and rollers, roughness of a treat surface and its corrugation will reduce, and the labour productivity and firmness of instrument increase as compared to passing direction of rotation of circles and rollers. Working results reflected in the article are adopted as technology of finish abrasive treatment and software on "Penzadizeimash" OJSC and "SKBT" OJSC (city of Penza), application of which make possible promotion of the indexes of quality of working surfaces of details.
Текст научной статьи Повышение эффективности шлифования ёлочных замковых соединений лопаток турбокомпрессоров
ВЕСТНИК Мордовского университета | Том 25 | № 1 | 2015
повышением качества при одновременном снижении ее себестоимости.
Специфика современных задач производства определяется еще и тем, что требуется сокращение сроков обновления производственной номенклатуры деталей, увеличение ее сложности, повышение стабильности основных параметров машин и их надежности. Все это является актуальным при производстве дизельных двигателей, увеличение мощности которых связано с изготовлением качественных высоконапорных турбокомпрессоров (ТК).
Одним из главных конструктивных элементов, определяющих ресурс и надежность работы ТК, является ёлочное хвостовое соединение с торцовым соединением лопатки ТК с диском. Турбинные лопатки изготавливаются из труднообрабатываемых литейных сплавов на никелевой основе с высокими прочностными характеристиками (жаропрочностью и износостойкостью), что значительно увеличивает трудоемкость их изготовления при использовании традиционных методов механической обработки и не обеспечивает в должной мере показатели качества.
Эти методы характеризуются низкой степенью автоматизации производства, малой стойкостью лезвийного инструмента и его высокой стоимостью и не позволяют повысить производительность обработки путем интенсификации режимов резания, что может привести к снижению качественных характеристик деталей.
В современном машиностроительном производстве благодаря созданию шлифовальных станков повышенной жесткости и производительности для повышения точности и надежности изделий разрабатываются и успешно осваиваются новые способы шлифования. Наиболее перспективным является метод глубинного шлифования труднообрабатываемых материалов, позволяющий повысить эффективность механической обработки деталей типа лопаток ТК, в том числе за счет использования специальных плоскошлифовальных станков с ЧПУ.
Для глубинного шлифования сложнопрофильных деталей из труднообрабатываемых материалов необходимо соответствующее оборудование, которое должно быть виброустойчивым, иметь повышенную мощность главного привода, высокую статическую и динамическую жесткость. Данным критериям отвечает оборудование, выпускаемое фирмой ABA-Werk , – плоскошлифовальные двухшпиндельные станки на базе модели FUV-1060N с ЧПУ, а также станки Липецкого станкостроительного завода – плоскошлифовальные двухшпиндельные модели ЛШ-233М с системой ЧПУ Sinumeric 840D .
Применение такого оборудования при обработке ёлочного профиля хвостовика лопаток ТК обеспечивает за- данную производительность процесса обработки, величину параметра шеро-
ховатости Ra = 0,8–1,25 мкм, при этом отсутствуют фазово-структурные изме- нения в поверхностном слое металла [1], а геометрическая точность размеров соответствует шестому квалитету.
Конечным результатом процесса глубинного шлифования ёлочного профиля хвостовика лопаток является его эффективность, которая достигается за счет правильного выбора характеристик круга, режимов шлифования, метода и режимов правки круга, построения циклов шлифования и соблюдения условий шлифования сложнопрофильных поверхностей деталей.
Одним из проблемных вопросов финишной обработки деталей является обработка турбинных лопаток. Лопатка ТК дизеля является наиболее нагруженной деталью, работающей в тяжелых условиях, что определяет длительность службы ТК, т. е. его ресурс. Хвостовик лопатки кроме растяжения и изгиба от центробежных сил, изгиба и кручения от газового потока испытывает также термические напряжения, быстрый нагрев в момент запуска и быстрое охлаждение при остановке двигателя.
Статические напряжения во время работы лопатки в ТК достигают величи- ны порядка 150–200 МПа. Хвостовик лопатки работает при температурах, изменяющихся в диапазонах 450–600 ºС. Перепад температуры от хвостовика к концу пера лопатки составляет 150–200 ºС. Вибрационные напряжения обычно составляют 40–60 МПа.
Конструкции хвостовых соединений весьма разнообразны и применяются исходя из условий обеспечения необходимой прочности, с учетом технологии их изготовления. В транспортном машиностроении при производстве ТК широкое применение получили ёлочные замковые соединения (ЕЗС) с торцовым соединением. Применение ЕЗС с малым числом зубьев и с достаточно большими радиусами скруглений позволяет более равномерно распределять нагрузку по зубьям и сводить к минимуму концентрацию напряжений.
ЕЗС в зависимости от формы профиля корневого сечения лопатки могут выполняться прямыми, когда ось хвостовика перпендикулярна плоскости диска, и косыми, когда ось хвостовика составляет определенный угол, не равный 90º с плоскостью диска и по дуге окружности.
Вид хвостовика лопатки определяет величину выступания кромок корневого сечения, так как их свисание затрудняет соединение лопаток с диском и снижает усталостную прочность корневой части лопатки. Конструкция ЕЗС должна допускать качание лопатки в диапазоне 0,5– 0,8 мм после ее соединения с пазом диска. Лопатки крепятся в пазе диска с помощью клина-замка, который фиксирует их от смещения в осевом направлении.
Основным недостатком ЕЗС является большая зависимость его работоспособности от правильности соблюдения геометрических параметров и качественных показателей при его изготовлении. Таким образом, надежность лопатки ТК при эксплуатации зависит не только от конструктивной прочности (сопротивление циклическим и длительным статическим разрушающим нагрузкам), но и от технологии ее изго- товления, которая оказывает непосредственное влияние на качество поверхностного слоя. Наличие в поверхностном слое ЕЗС остаточных напряжений, наклепа, искажений и фрагментации зерен вызывает активизацию процессов окисления, выгорание легирующих элементов и рекристаллизацию. Все это приводит к снижению жаропрочных свойств, сопротивлению усталости и как следствие – к преждевременному разрушению лопаток.
В настоящее время на предприятиях тяжелого и транспортного машиностроения, занимающихся выпуском ТК для дизелей различного назначения (ОАО «Пензадизельмаш», ОАО «СКБТ», ОАО «Коломенский машиностроительный завод», ОАО «Брянский машиностроительный завод» и др.), используются различные методы изготовления ЕЗС лопаток ТК: фрезерование, протягивание, глубинное шлифование.
Одним из наиболее перспективных является метод глубинного шлифования с непрерывной правкой за два рабочих хода на специальных шлифовальных станках с ЧПУ – одношпиндельном ЛШ183М и двухшпиндельном ЛШ233М. В качестве режущего инструмента используются высокопористые круги 3П 500 × 25 × 203 25А 10П ВМ212К5 ПГ класса точности А, 1кл. 35 м/с. Обработка деталей производится с технологическими режимами: υ = 30 м/с; υ = 200 мм/мин; с СОТС АКВОЛк – 10 М. д
В качестве правящего инструмента применяются алмазные правящие ролики (АР) АС65Т, АС82Т, АС-132 зернистостью 10. Материал лопаток ТК – труднообрабатываемый жаропрочный литейный сплав АНВ300 и жаропрочная сталь 31X19Н9, а также сплав на никелевой основе XН70ВМТЮ (ЭИ-617).
При обработке ЕЗС лопаток ТК методом глубинного шлифования основными недостатками являются износ и засаливание абразивных кругов, что приводит к теплонапряженности процесса обработки и как следствие – к низкой производительности. Одним из методов
Серия « Естественные и технические науки »
устранения этих недостатков является непрерывная правка абразивных кругов АР, а также свойства и количество подводимой смазочно-охлаждающей жидкости (СОТС). Использование непрерывной правки АР как на черновом, так и на чистовом переходах сопряжено с возникновением дополнительных вибраций в технологической системе.
Результаты исследований показывают, что при шлифовании ЕЗС с непрерывной правкой кругов АР при встречном направлении вращения кругов и роликов шероховатость обработанной поверхности и волнистость снижаются, а производительность труда и стойкость инструмента возрастают по сравнению с попутным направлением вращения кругов и роликов.
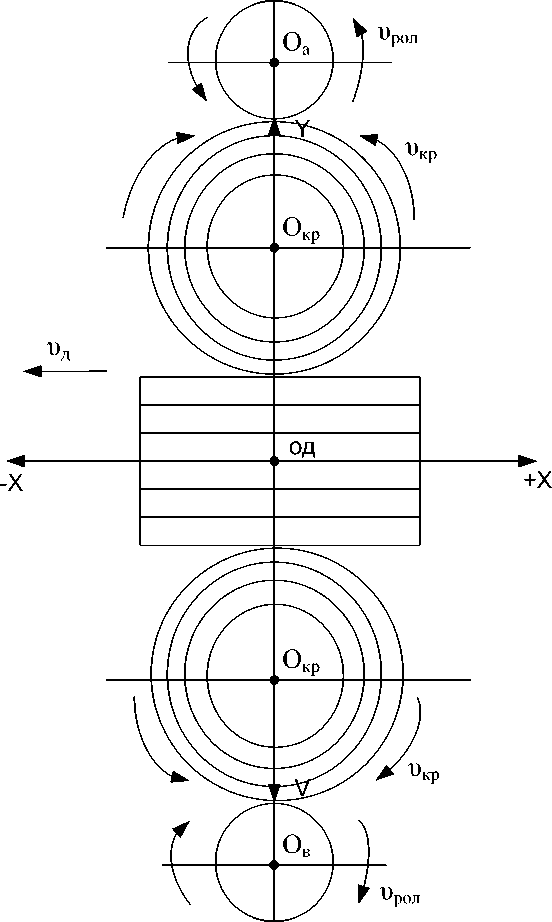
Обработка профиля ЕЗС лопатки (рис. 1) производилась на специальном плоскошлифовальном станке модели ЛШ233М (рис. 2) при встречном и попутном направлениях вращения абразивного круга и АР (рис. 3). Скорости вращения абразивного круга υкр и АР υрол при шлифовании принимались постоянными для обеспечения равномерного износа шлифовального круга.
ВЕСТНИК Мордовского университета | Том 25 | № 1 | 2015
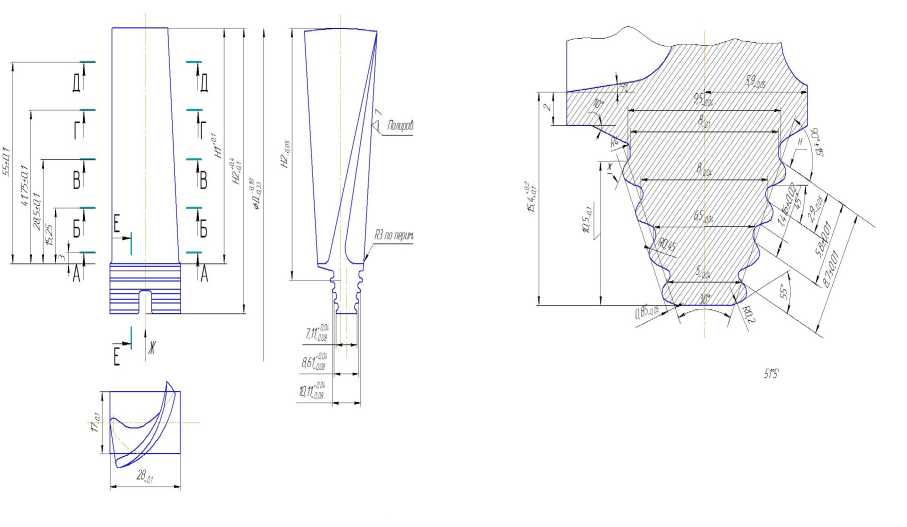
Р и с. 1. Чертеж профиля ЕЗС турбинной лопатки
Режимы шлифования и правки при попутном вращении правящего АР принимались следующие:
-
1. Черновой переход:
припуск на обработку, мм – Z = 1,4–1,8;
скорость круга, м/с – υкр = 25;
скорость подачи стола станка
-
с деталью, мм/мин – υд = 80;
-
2.Чистовой переход:
подача ролика на круг, мм на 10 оборотов шлифованного круга – 0,006.
припуск на обработку, мм – Z = 0,1–0,16;
скорость круга, м/с – υкр = 26–28;
скорость подачи стола станка с деталью, мм/мин – υд = 200–400;
подача ролика на круг, мм на 10 оборотов шлифованного круга – 0,004.
При встречном вращении ролика и круга:
-
1. Черновой переход:
-
2. Чистовой переход:
припуск на обработку, мм – Z = 1,5–2,0;
скорость круга, м/с – υкр = 27;
скорость подачи стола станка с деталью, мм/мин – υд = 100;
подача ролика на круг, мм на 10 оборотов шлифованного круга – 0,004.
припуск на обработку, мм – Z = 0,05–0,1; скорость круга, м/с – υкр = 27–30;
скорость подачи стола станка с деталью, мм/мин – υд = 300–500;
подача ролика на круг, мм на 10 оборотов шлифованного круга – 0,002.
Измерение амплитуды и частоты колебаний, влияющих на виброустойчивость технологической системы, осуществлялось с помощью фотоэлектрической линейки станка на верхней и нижней шпиндельных бабках, шпинделях механизма непрерывной правки станка, усилителя колебаний М60Т, регулятора ПИ19 и осциллографа Н-117/1,5.
Силы резания Рz и РY измерялись с помощью динамометра УДМ100, усилителя 8АН4 и осциллографа Н-117/1,5. Параметры шероховатости и волнистости измерялись на профилометре АБРИС-ПМ7. Для повышения производительности и качества процесса глу- бинного шлифования ЕЗС лопаток ТК большое значение имеет определение тангенциальной составляющей силы резания.
Анализ результатов исследований [1] показал, что в зависимости от числа ступеней ЕЗС (4, 5, 6), припуска на обработку при непрерывной правке АР обеспечивается высокая режущая способность абразивного круга, при этом амплитуда колебаний возрастает при попутной правке из-за колебания соотношения скоростей круга и роликов в пределах 0,8–0,9. Экспериментальные исследования показали, что шероховатость ( R a) и волнистость ( Wz ), шаг волнистости ( S m волн ) поверхности при попутном направ. ле.нии вращения кругов и роликов будут выше, чем при встречном направлении вращения шлифовальных кругов и роликов. При этом составляющие сил резания Р z и Р Y и их рассеивание увеличиваются.
Серия « Естественные и технические науки »
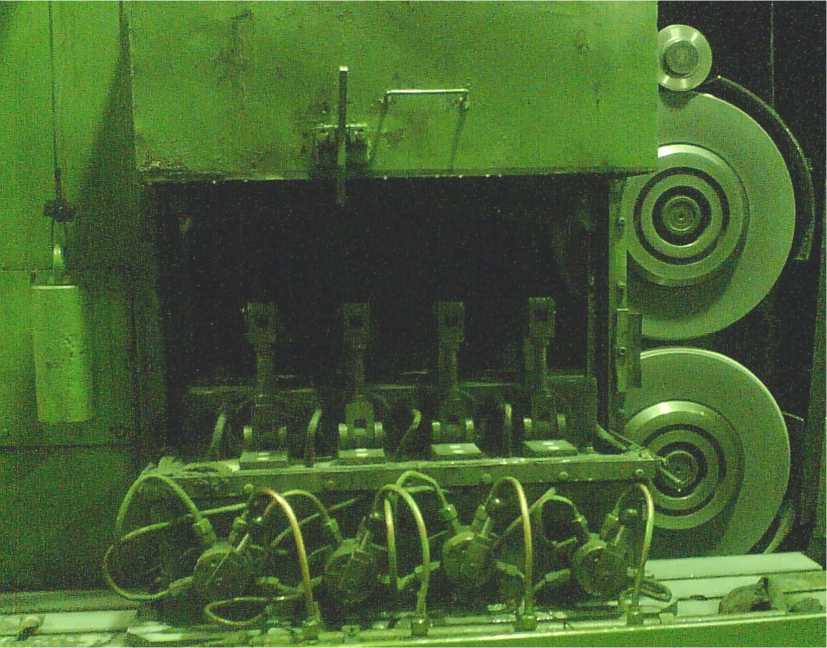
Р и с. 2. Вид рабочей зоны станка ЛШ233М
А
ВЕСТНИК Мордовского университета | Том 25 | № 1 | 2015
В
Р и с. 3. Схема обработки лопаток при встречном и попутном вращении кругов и АР
Для определения тангенциальной составляющей P z силы резания воспользуемся эмпирической зависимостью [Там же]:
P z = C P x tx P x S j x n Z Pz (cos g ) X Pz x L (1)
где CP – коэффициент, учитывающий обрабатываемый материал и условия его обработки; t – глубина резания, мм; Spr – продольная подача, мм/об; n – скорость резания, м/с; L – длина обрабатываемой детали, м; g – угол, определяющий форму профиля.
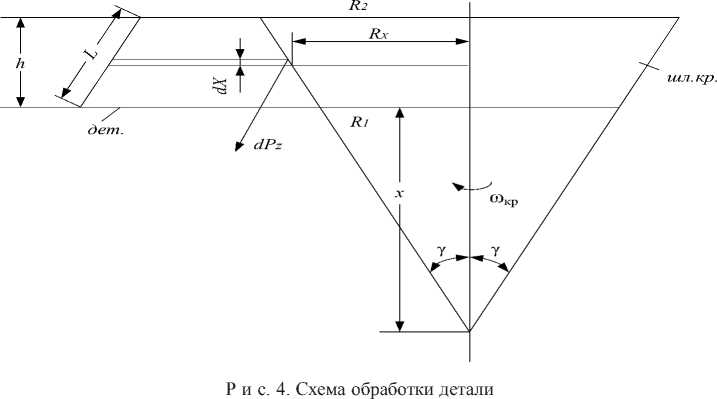
Для определения этой силы (рис. 4) выделим бесконечно малый элемент обрабатываемой детали высотой dx , координата которого X крит . При его шлифовании будет возникать элементарная сила:
dPz = C P x tx P x S Y x n Z z (cos g ) X z x dL (2)
Серия « Естественные и технические науки »
Скорость резания обрабатываемого элемента будет равна v = w,1] xR =w,,, xXxtgA, shl.kr. x shl.kr. gg, где wshl.kr. – угловая скорость шлифовального круга, рад/с.
Поскольку dL = dX / cos γ, то выражению (1) можно придать следующий вид:
dP = CP x tx P x S Y x z z pr.
dx cos g
= A x X4 dx ,
Интегрируя полученное выражение, определяем результирующую касательную силу Pz :
R 2
P z = A J XZp- dx = A x
R 1
XZp P + 1
Z P z +1
R 1
Учитывая, что для труднообрабатываемых материалов турбинных лопаток [1–2] коэффициенты
CP = 98x10 3 ; Xp = 0,6; Yp = 0,65;
Pz Pz Pz
Zp =—0,5, получаем следующее:
где
A = C P x tx P
cos g
Pz = 2x A x[V x 1 R 2 = 2x A x( JR - Jr. ). L J R 1 V V
С учетом габаритов обрабатываемой детали и шлифовального круга получаем:
P z = 2х A х (^0,25 х tg 25°
- V0,245 х tg 25°) = 6,9 х 10 —3 A.
На черновом переходе шлифование осуществляется при следующих режимах: угловая скорость вращения шлифовального круга w shl kr = 101 rad/c^ ;
глубина шлифования t =2 мм;
продольная подача Spr . = 0,104
mm ob .
В этом случае
A = 98x10 3 х 2 0,6 х 0,104 0,65 х
х(101- tg 25°) Z z х
0,51
х(--,----) = 5 477.
cos25°
Следовательно,
P z = 6,9х10 - 3 х5475 = 38 H .
На чистовом переходе:
W shikr . = 121,2 radC ;
ВЕСТНИК Мордовского университета | Том 25 | № 1 | 2015
t = 0,1 mm ;
S = 0,207 MMOb .
A = 98х103 х 0,1 0,6 х 0,207 0,65 х
х(121,2 х tg 25°) 0 5 х —1— = 1290;
cos25°
P z = 6,9 х10 - 3 х1290 = 8,9 H .
Определение тангенциальной составляющей силы резания необходимо для определения эффективной мощности процесса глубинного шлифования, оценки производительности и качества обработки вышеуказанных деталей и сум- марных затрат. Одним из важнейших выходных параметров процесса правки при глубинном шлифовании лопатки является его мощность, которая определяется в зависимости от силы резания при непрерывной правке абразивных кругов АР.
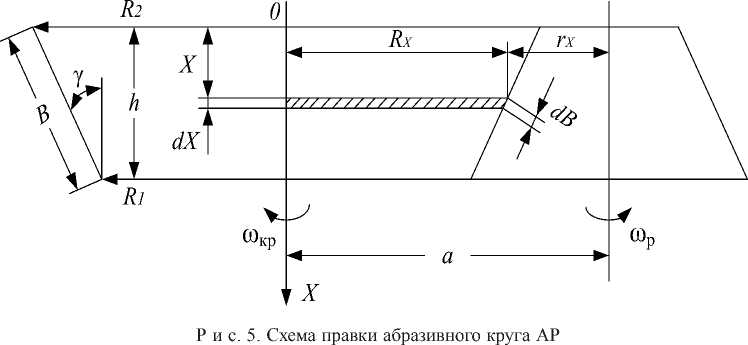
Для определения силы резания, возникающей при правке абразивного круга АР, выделим бесконечно малый элемент высотой dX с координатой X (рис. 5). Элементарную силу резания можно определить с помощью эмпирической зависимости [2]:
4,5 х 10-7 х E2-05 х Vp-0-65 х hf х Dr dPz =----------------------------dp-dВ, (4)
( V - + 1)хп
Vp где E – модуль упругости абразивного круга, МПа; Vp – скорость ролика, м/с; Vkr – скорость круга, м/с; hf – фактическая глубина резания, мм; Dkr. – диаметр круга, мм; dp– диаметр ролика, мм; dB – ширина ролика, мм; n– множитель, показывающий, во сколько раз глубина резания больше поперечной подачи.
Из рис. 5 видно, что
Rx = R 2 - X х tg g , rx = a - R 2 + X х tg g, где a – межосевое расстояние ролика и шлифовального круга. В этом случае скорости ролика и круга будут равны:
n kr . = w kr . х R x = w kr .( R 2 - X х tg A ), (5)
n p = w p х r x = w p ( a - R 2 + X х tg A ) , (6)
dB =
dX
cos g
С учетом этих зависимостей сила резания будет определяться из следующих соотношений:
4,5x10 -7 x E 2,05 h ,
P z =/------------
4 R - X x tgg-0,65
x h fx — ',. ,—x[ w p ( a - R 2 + X x tg g )]
J a - R 2 + X x tg g 1J wkr.(R 2- X x tg g)+ 1
x n
w p ( a - R 2 + X x tg g )

R 2 - X x g g a - R 2 + X x tg g
dX 4,5x10-7 xE2,05 xh, x----=---------------x cos g n xcos g
x w p(a
R 2 + X x tg g ) x
-0,65
[ w p ( a - R 2 + X x tg g ) ]
w kr .( R 2 - X x tg g ) + w p( a - R 2 + X x tg g )
4,5x10 - 7 x E 2,05 x
n x cos g о w 68
w p hj. ( R 2 - X x tg g ) x [ w p (
-0,65
a - R 2 + X x tg g ) ] ---------------------x dX .
x R 2 + w 8 ( a - R 2) + ( w 8 - w 68 . ) x X x tg g
Однако этот интеграл не имеет точного аналитического решения. В связи с этим упростим подинтегральное выражение, приняв скорость ролика постоянной, что при малой высоте шлифованного круга приведет к незначительным погрешностям. Учитывая это, вышеуказанное выражение можно представить в следующем виде:
p = A h R 2 - X x tgg x dX , (8)
z 0 b + CX
4,5 x10-7 x E2,05 x w6 x n -0,65 где A =--------------------------;
n x cos g
b = wkr. x R2 + wp (a - R2);
C = ( w p - w kr .) x tg g .
Интегрируя последнее соотношение, получаем:
P = A х R 2 h d ( b + CX ) z = C 'I b + CX
х [ b + CX — b х ln( b + CX ) ] 0 =
. h XdX A х R h A х tg g
— A х tg g =[ln( b + CX )] o — к1 х 0 b + CX C C
A х R b + C х h A х tg g b
----2 х In—--- (CMC х h + b х In-------
C b C 2 b + C х h
—
(9) ).
Для осуществления режимов обработки будем иметь:
4,5 х 10 7 х E 2,05 х w p х h f х n p0,65
n•cos g
4,5 х 10 7 х (52 х 10 3 )205 х 524 х 0,08 х 28,9 х 10 0 65 10хcos25
= 1085.
b — w kr х R 2 + w p ( a — R 2) —
= 101 х 250 + 524 х (305 — 250) — 54 079;
Nshl_ —
8,9х 28,9
102 х 60
0,04kBm;
Npr
C = ( w p — w kr .) х tg g =
— (524 —101) х tg 25° —197.
Следовательно,
48,11 х 25
102 х 60
— 0,2kBm
Суммарная эффективная мощность процесса шлифования и правки круга определяется как:
„ 1085х 250 , 54 079 + 197 х10
P —--------х In------------- z 197 54079
1 08 5 х tg 25 (197 х 10 + 54 079 х 1972
—
—
ВЕСТНИК Мордовского университета | Том 25 | № 1 | 2015
х ln----------------) — 48,11H.
54 079 + 10х197
В первом приближении мощность шлифования лопатки и правки абразивного круга определяется следующим образом:
PZir х n kr . kr .
“ 102х60
P7 х v
N — ^p--p pr 102 х 60,
где PZP — 48,11H ; n P — 25 m /с ;
P zkr . — 8,9H; nkr— 28,9 m /c ;
N e— N shi . + N pr . —
— 0,04 + 0,20 — 0,24kBm.
Учитывая ранее проведенные исследования эффективности мощности шлифования профиля лопаток ТК дизеля можно сделать вывод, что суммарная мощность при шлифовании профиля и непрерывной правке круга в 2–3 раза меньше мощности привода станка, что при шлифовании замка профиля лопаток и правке шлифовального круга, с точки зрения энергетических затрат, свидетельствует о достаточно высокой эффективности процесса глубинного шлифования.
Результаты работы внедрены в виде технологии и программного обеспечения глубинного шлифования ЕЗС лопаток ТК на ОАО «Пензадизельмаш» и ОАО «СКБТ» (г. Пенза), что позволило повысить показатели качества рабочих поверхностей деталей.
Экономический эффект от внедрения разработки достигнут путем увеличения ресурса работы в 1,4–1,5 раза.
Поступила 25.04.2014 г.
Об авторе :
About the author :
Серия « Естественные и технические науки »
Список литературы Повышение эффективности шлифования ёлочных замковых соединений лопаток турбокомпрессоров
- Жук, А. П. Особенности технологии обработки хвостовика лопаток турбокомпрессоров/A. П. Жук, В. А. Скрябин, А. С. Репин//Машиностроитель. -2006. -№ 7. -С. 26-28.
- Коломеец, В. В. Алмазные правящие ролики при врезном шлифовании деталей машин/B. В. Коломеец, Б. И. Полутан -Киев: Наук. думка, 1983. -144 с.
- Оптимизация технологии глубинного шлифования/С. С. Силин . -Москва: Машиностроение, 1989. -120 с.
