Повышение энергоэффективности производства железорудных окатышей

Автор: Семнов Александр Евгеньевич, Ляхомский Александр Валентинович, Фомин Виктор Валерьевич
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 5, 2010 года.
Бесплатный доступ
Приведена методика построения математической модели процесса удельного электропотребления. Методом дисперсионного анализа произ- ведена проверка влияния на процесс электропотребления.
Энергоэффективность, энергосбережение, планирование электропотребления
Короткий адрес: https://sciup.org/140215140
IDR: 140215140
Текст научной статьи Повышение энергоэффективности производства железорудных окатышей
В ходе проведения энергетических обследований предприятий минерально-сырьевого комплекса было выявлено, что вопрос повышения энергоэффективности производства для них наиболее актуален, так как доля энергетической составляющей в себестоимости продукции на некоторых из них достигает 37%-40%. В то же время наблюдается устойчивый рост цен на энергоресурсы.
Повышение энергоэффективности представляет собой научнопрактическую задачу, для решения которой целесообразно углубить знания о процессе электропотребления, в частности, в вопросах аналитической оценки, математического моделирования и управления, на базе которых целесообразно разработать мероприятия по снижению расхода электроэнергии.
Построение математических моделей удельного электропотребления играет важную роль в повышении энергоэффективности предприятия. Такие модели целесообразно использовать при планировании, оперативном управлении с целью свести к минимуму потребление электроэнергии на единицу продукции. Построить модели можно на основании статистических данных взятых на предприятии.
Электропотребление является случайной величиной, зависящей от многих факторов. Для построения математической модели необходимо получить экспериментальные данные о процессе электропотребления, а также факторов влияющих на него.
В качестве экспериментальных данных целесообразно использовать сменные показатели электропотребления и технологических факторов влияющих на него.
На предварительном этапе из выборки данных необходимо выделить нехарактерные значения и очистить от них выборку.
Технологические и энергетические параметры представляют собой непрерывные случайные величины. Необходимо установить закон распределения случайной величины. Для предварительной оценки закона распре- деления целесообразно построение гистограмм распределения случайной величины.
Для построения модели необходимо, чтобы значения экспериментальной случайной величины имели нормальный закон распределения. Для проверки соответствия распределения случайной величины нормальному закону распределения воспользуемся критерием хи-квадрат.
Для оценки степени влияния фактора на значение случайной величины целесообразно воспользоваться однофакторным дисперсионным анализом.
Суть метода в том, что общая вариация результирующего показателя расчленяется на части, соответствующие раздельному и совместному влиянию различных качественных факторов, и остаточную вариацию, аккумулирующую влияние всех неучтенных факторов. Статистическое изучение этих частей позволяет делать выводы о том, действительно ли оказывает влияние на результирующий показатель тот или иной фактор.
Предполагается, что каждая выборка представима в виде
Xi= р + в + £i, где в — фактор, который может принимать конечное множество значений, si - “остаточная” случайная величина, имеющая нормальное распределение. Все случайные величины si независимы.
Считается, что каждая выборка соответствует одному уровню фактора. Для каждой выборки подсчитывается выборочное среднее, выборочные дисперсии и общее среднее. Определяется межгрупповая (S i ), внутригрупповая (S 2 ) и общая(S) дисперсии.
Межгрупповая дисперсия показывает, насколько различаются выборочные средние. Эта дисперсия является мерой разброса выборочных средних вследствие влияния фактора. Внутригрупповая дисперсия показывает насколько неоднородна каждая выборка. Она демонстрирует влияние неучтенных факторов.
Для проверки гипотезы о равенстве математических ожиданий во всех выборках применяют критериальную статистику F = S 12 /S 22 . Если F > Fкр для для принятого уровня значимости, значит влияние фактора присутствует.
Если гипотеза о влиянии факторов подтверждается, то возможно перейти к построению математической модели. Для построения математической модели воспользуемся методом регрессионного анализа.
Построение модели случайного процесса выполняется с помощью методов регрессионного анализа. Регрессионный анализ выполняется в рамках модели, в которой переменные X и Y связаны зависимостью Y(X) = F(X) + s, где s - случайная переменная. Это уравнение называется уравнением регрессии. В процессе проведения регрессионного анализа нам необходимо подобрать и построить функцию регрессии f(x), которая наилучшим образом аппроксимирует функцию F(X).
В соответствии с вышеизложенной методикой были построены модели процесса электропотребления цеха производства окатышей (ЦПО) Костомукшского ГОКа. ЦПО является заключительным звеном при производстве железных окатышей. Производство окатышей на ЦПО ведётся в три идентичные по техническому оснащению параллельные технологические линии. Общее количество окатышей выпущенных ЦПО за какой-либо период времени, определяется количеством окатышей, выпущенных отдельными линиями за то же время. Таким образом для решения задачи энергоэффективности ЦПО необходимо построение модели процесса электропотребления для каждой технологической линии в отдельности.
Исходной базой для анализа являлись данные по учету сменного расхода электроэнергии и производственным показателям по технологическим линиям за период с 01.01.2007 по 16.04.2008 по данным оперативного учета. В качестве фактора, влияющего на процесс электропотребления, было принято производство окатышей. На основании сменных данных были получены 3 выборки удельного электропотребления и 3 выборки производства окатышей.
Точечные оценки параметров распределения значений производства окатышей и точечные оценки параметров распределения значений удельного электропотребления на производство окатышей по трём очередям представлены в табл. 1.
Таблица 1
Точечные оценки параметров распределения значений производства окатышей и удельного электропотребления по трём технологическим линиям
|
1 технологическая линия |
2 технологическая линия |
3 технологическая линия |
|
|
Производство окатышей |
|||
|
Математическое ожидание |
5,12 |
5,32 |
5,36 |
|
Стандартное отклонение |
0,61 |
0,62 |
0,56 |
|
Дисперсия выборки |
0,37 |
0,34 |
0,31 |
|
Минимум |
3,07 |
3,16 |
3,01 |
|
Максимум |
6,35 |
6,79 |
6,49 |
|
Количество значений |
811 |
789 |
839 |
|
Удельное электропотребление |
|||
|
Математическое ожидание |
44,30 |
40,66 |
42,69 |
|
Стандартное отклонение |
4,75 |
4,27 |
4,71 |
|
Дисперсия выборки |
22,51 |
18,25 |
22,18 |
|
Минимум |
37,25 |
31,33 |
30,25 |
|
Максимум |
71,48 |
60,41 |
62,43 |
|
Количество значений |
811 |
789 |
839 |
Наглядно распределение величины удельного электропотребления на производство окатышей и для первой технологической линии представлены в виде гистограммы на рис. 1.
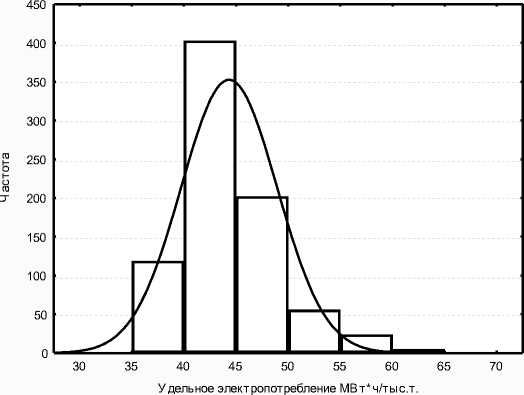
Рис.1. Гистограмма распределения значений удельного электропотребления на производство окатышей первой технологической линии
На основании представленных гистограмм, можно предположить, что распределение случайной величины аппроксимируется нормальным законом распределения. Для проверки этой гипотезы воспользуемся критерием хи-квадрат. Законы распределения случайных величин приведены в табл. 2.
Таблица 2
Законы распределения производства окатышей и удельного электропотребления для трёх технологических линий
|
Случайная величина |
Закон распределения |
|
Производство окатышей первой технологической линии |
1 ( X - 5,12)2 p ( X ) = 2*0,612 0,61 2 π e |
|
Удельное электропотребление первой технологической линии |
1 ( X - 44,3)2 p ( X ) = 2*4,752 4,75 2 π e |
|
Производство окатышей второй технологической линии |
1 ( X - 5,32)2 p ( X ) = 2*0,622 0,62 2 π e |
|
Удельное электропотребление второй технологической линии |
1 ( X - 40.66)2 Р ( X ) =----- := О 2*4,27 2 4,27 V2 n * e |
|
Производство окатышей третьей технологической линии |
1 ( X - 5,36)2 p ( X ) = 2*0,562 0,56 2 π e |
|
Удельное электропотребление третьей технологической линии |
1 ( X - 42,69)2 p ( X ) = 2*4,712 4,71 2 π e |
В результате проверки выяснилось что случайные величины выбранные для анализа распределены по нормальному закону распределения.
Для определения степени влияния количества выпущенных окатышей на величину электропотребления проведём однофакторный дисперсионный анализ для каждой технологической линии. Для этого разобьём выборки данных по уровням производства окатышей и найдём значения удельного электропотребления соответствующий каждому уровню.
Результаты однофакторного дисперсионного анализа для распределения удельного электропотребления для каждой очереди представлены в табл. 3.
Таблица 3
Результаты однофакторного дисперсионного анализа для распределения удельного электропотребления трёх технологических линий.
|
Источник вариации |
SS |
Df |
MS |
F |
P-Значение |
F кр |
|
Первая технологическая линия |
||||||
|
Между группами |
14001,54 |
3,00 |
4667,18 |
897,19 |
0,00 |
2,62 |
|
Внутри групп |
4192,80 |
806,00 |
5,2 |
|||
|
Итого |
18194,34 |
809,00 |
||||
|
Вторая технологическая линия |
||||||
|
Между группами |
9300,90 |
3,00 |
3100,30 |
484,02 |
0,00 |
2,62 |
|
Внутри групп |
5021,72 |
784,00 |
6,41 |
|||
|
Итого |
14322,62 |
787,00 |
||||
|
Третья технологическая линия |
||||||
|
Между группами |
11466,46 |
3,00 |
3822,15 |
451,52 |
0,00 |
2,62 |
|
Внутри групп |
7059,85 |
834,00 |
8,47 |
|||
|
Итого |
18526,31 |
837,00 |
||||
В первом столбце табл. 3 представлены источники вариации. Во втором - рассчитаны суммы квадратов между группами, внутри групп и полные суммы квадратов. В третьем - представлены значения степеней свободы. В четвёртом - представлены дисперсии, межгрупповая и внутригрупповая. В пятом - представлены значения критериальной статистики. В -таблицы представлены значения вероятности P(X ≥ F), где X – случайная величина, имеющая F-распределение c df степенями свободы. В седьмом -представлены F кр – критические значения t, рассчитанные в соответствии с заданным уровнем значимости для каждого из источников вариации.
Как видно из табл. 4, 5 F > F кр, соответственно на основании этого можно принять объем переработки руды для построения математической модели процесса электропотребления.
Зависимости удельного электропотребления от производства окатышей для каждой технологической линии представлено в табл. 4.
Таблица 4
Математические модели для каждой технологической линии
|
Первая технологическая линия |
Вторая технологическая линия |
Третья технологическая линия |
|
|
Математическая модель |
w = 79,53 -6,89*Qок; r = -0,93 |
w = 72,58 -6,00*Qок; r = -0,88 |
w = 82,15 -7,36*Qок; r = - 0,86 |
Энерготехнологическая характеристика для первой технологической представлена в графическом виде на рис. 2.
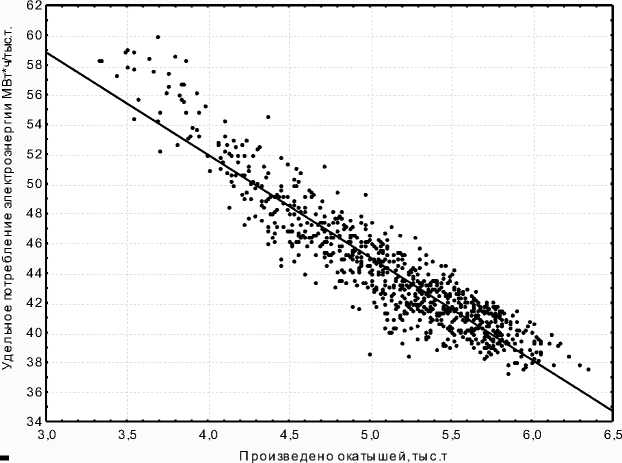
Рис.2. Энерготехнологическая характеристика для первой технологической линии с коэффициентом корреляции r = -0,9275
Построенные модели отражают энерготехнологический характер режима работы ЦПО Костомукшского ГОКа, показывает зависимость удельного электропотребления от количества выпущенных окатышей.
Использование данных зависимостей при планировании, оперативном управлении и отчетности за электропотребление позволяет сэкономить не менее 3% электроэнергии.
Потребление электроэнергии ЦПО за анализируемый промежуток времени составило 568202,3 мВт*ч, экономия составит не менее 17046,07 мВт*ч. Экономия в денежном эквиваленте составит не менее 21900 тыс. рублей по тарифам на электроэнергию 2008 года.
При переработке угля в 1 мВт*ч электроэнергии в атмосферу выбрасывается 10,5кг SO2, 1,6кг NOx, 3,5кг пыли. Положительный эффект от повышения энергоэффективности ЦПО за анализируемый период представлен в табл. 5.
Таблица 5
|
Потребление электроэнергии, МВт*ч |
Стоимость электроэнергии, тыс.руб |
Выбросы, кг/МВт*ч электроэнергии |
|||
|
SO2 |
NOx |
Пыли |
|||
|
До внедрения |
568202,30 |
730026,32 |
5966124,20 |
909123,68 |
1988708,10 |
|
После внедре- |
551156,23 |
708125,52 |
5787140,40 |
881849,97 |
1929046,80 |
|
ния |
|||||
|
Положительный эффект |
17046,07 |
21900,00 |
178983,74 |
27273,71 |
59661,25 |
Сводная таблица электропотребления и выбросов
На основании выше приведенного можно сделать вывод, что повышение энергоэффективности не только способствует экономии денежных средств на предприятии, но и благоприятно сказывается на экологической ситуации.
Список литературы Повышение энергоэффективности производства железорудных окатышей
- Авилов-Карнаухов Б.Н., Зюбровский Л.Г. Экономия электроэнергии на рудообогатительных фабриках. -М.: Недра, 1987.
- Минько А.А. Статистика в бизнесе. Руководство менеджера и финансиста. -М.: Эксмо, 2008
- Рыжов П.А. Математическая статистика в горном деле. Учебное пособие для вузов спец. "Маркшейдерское дело". -М.: Высшая школа, 1973.
