Повышение качества и эффективности производства цилиндровых узлов буровых насосов

Автор: Р.Ю. Некрасов, Ю.С. Клочков
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
В рамках статьи рассматривается проблема, связанная с тем, что существует противоречие, которое предполагает что использование процессов упрочнения (в том числе и поверхностного) приводит к тому, что одновременно с ростом износостойкости, прочности и других показателей качества по критерию функционального назначения, происходит одновременное снижение эффективности и устойчивости производства. В статье проведен анализ методов повышения уровня качества узлов трения по показателям функциональных свойств (на примере цилиндрового узла бурового насоса). В качестве инструмента для исследования был использован метод анализа иерархий. В результате анализа показано, что наилучшим сочетанием критериев обладает химико-термическая обработка. Предлагается использовать в качестве конструкционного материала для изготовления цилиндровых втулок серый чугун (с изначальной структурой из феррита и перлита). На поверхности чугуна формируется слой после поверхностного легирования. Для насыщения используется смесь оксидов легирующих элементов. В работе проведены предварительные исследования конфигурации слоя и оценка технического уровня предлагаемого решении. Установлено, что на поверхности соя имеется участок с повышенной обрабатываемостью (слой чистого феррита). Это дает возможность преодолеть высказанное выше противоречие. В качестве направлений для дальнейших исследований имеет смысл выявить технологические режимы и условия, позволяющие получить наиболее рациональную конфигурацию слоя.
Втулка, упрочнение, служебное назначение, эффективность производства, одновременное повышение
Короткий адрес: https://sciup.org/148333239
IDR: 148333239 | УДК: 005.63 | DOI: 10.37313/1990-5378-2026-28-1-46-56
Improving the Quality of Wheel Set Axles at the Manufacturing Stage
The article discusses the problem related to the fact that there is a contradiction that assumes that the use of strengthening processes (including surface) leads to the fact that simultaneously with the increase in wear resistance, strength and other quality indicators according to the criterion of functional purpose, there is a simultaneous decrease in the efficiency and stability of production. The article analyzed methods for improving the quality of friction assemblies by functional properties (using the example of a cylinder assembly of a drilling pump). A hierarchy analysis method was used as a research tool. As a result of the analysis, it was shown that chemical-thermal treatment has the best combination of criteria. It is proposed to use gray cast iron (with the original structure of ferrite and perlite) as a structural material for the manufacture of cylindrical bushings. Layer after surface alloying is formed on surface of cast iron. For saturation, a mixture of oxides of alloying elements is used. Preliminary studies of the layer configuration and assessment of the technical level of the proposed solution were carried out. It was found that on the surface of soybeans there is an area with increased workability (a layer of pure ferrite). This makes it possible to overcome the above contradiction. As directions for further research, it makes sense to identify technological conditions and conditions that make it possible to obtain the most rational layer configuration.
Текст научной статьи Повышение качества и эффективности производства цилиндровых узлов буровых насосов
В конструкциях различных машин и механизмов достаточно широкое распространение получили узлы, в которых реализуется контактное взаимодействие между подвижными валами и втулками. Работа данной пары сопровождается механическим изнашиванием деталей. К типичным представителям данного класса изделий можно отнести гидравлические машины, в частности насосы поршневого типа. Буровые насосы типа УНБТ используются при бурении скважин [1,2]. При этом осуществление подачи бурового раствора осуществляется как раз посредством пары «поршень-цилиндр». Работа этого узла всегда сопряжена с высокой интенсивностью изнашивания контактирующих деталей. Причем проблема изнашивания втулки более серьезная ввиду того, что данная деталь дороже в производстве и ремонте [3,4].
С учетом того, что перекачиваемая жидкость (буровой раствор) имеет достаточно высокое содержание абразивных частиц, втулки цилиндров насосов УНБТ могут изготавливать из чугуна [5,6]. Также могут быть использованы методы упрочнения поверхностного слоя, которые основаны на разных эффектах воздействия [7-11]. Однако при этом могут возникнуть проблемы, которые заключаются в том, что после упрочнения необходимо проводить дальнейшую чистовую (финишную обработку). На рис. 1 приведены технические требования к рабочей части цилиндрового узла.
Из рис. 1 видно, что центральное отверстие требует чистовой обработки. Однако повышенная твердость поверхности неизбежно приводит к снижению эффективности производства и повышению риска брака. Необходимо рассматривать проблему с экономической точки зрения.
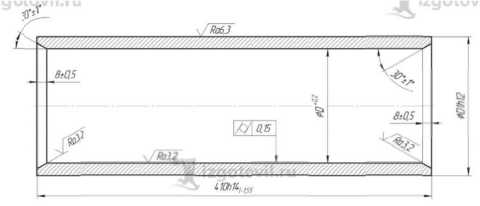
Рис. 1. Технические требования к рабочей части
На сегодняшний день около 80% затрат на жизненный цикл рассматриваемых машин приходится на долю составляющей, связанной с затратами на материалы. Как отмечают исследователи [11-13] для снижения данной составляющей необходимо внедрение высокотехнологичных машин. Однако при этом наблюдается одновременный рост других составляющих затрат, что снижает положительный эффект. Как уже показано выше, можно снизить данный уровень затрат за счет использования более де- шевого материала и упрочнения поверхности. Однако при решении задачи снижения себестоимости работ возникают взаимоисключающие процессы, которые в конечном итоге не дают нужного эффекта. Например, внедрение высокотехнологичных машин приводит в свою очередь к повыше- нию затрат на заработную плату, диагностирование, ремонт и т.д. Или повышение производительности приводит к росту затрат на быстроизнашивающиеся части, энергоресурсы и т.д.
В качестве характеристики эффективности ( JП ) можно использовать функционал следующего вида [3,4]:
T V(t)-s(t)-tp(t)-tcM
^ ^ (t.tcM) jt , где T – принимаемое заранее значение периода стойкости режущей части инструмента;
-
V, S, t – составляющие режима резания;
-
tсм – затраты времени, которые порождены необходимостью замены режущего инструмента;
-
t – переменная времени (характеризует текущий его момент).
В ходе технологического процесса могут действовать возмущающие факторы, которые вызывают отклонения действительных показателей качества от требуемых. В качестве примера таких факторов можно выделить [5,6]:
-
– колебания свойств обрабатываемого материала;
-
– процессы, которые связаны с износом режущего инструмента;
-
– ошибки в настройке технологической системы;
-
– человеческий фактор.
Большинство технологического оборудования, которое используется на сегодняшний день в промышленной практике оснащается системами управления циклического типа [7,8]. При такой схеме работа станка реализуется просто как последовательность выполняемых команд без возможности отслеживания хода процесса. Функция контроля и коррекции возлагается на оператора (наладчика). Ряд исследователей [9-14] предлагает применение систем адаптивного управления и другие методы повышения эффективности обработки. Использование адаптивного управления дает возможность повысить величину эффективности, задаваемую выражением (1). Помимо адаптивного управления процессом (УП) можно выделить следующие направления повышения эффективности [13,14]:
-
– использование смазочно-охлаждающих технологических сред (СОТС) дает возможность форсировать режимы резания и удлинить период стойкости инструмента;
-
– выполнение процедуры поиска оптимальных режимов резания (ОРР) позволяет повысить производительность, но не снимает ограничений по возникающим погрешностям;
-
– использование обработки с высокими скоростями резания (ВСС) повышает производительность, но также имеет ограничение по критерию времени t (см. выражение (1));
-
– поиск направлений в части совершенствования геометрических характеристик режущей части инструмента (СГИ) дает возможность прежде всего улучшить процесс образования стружки;
-
– использование материалов, позволяющих достичь увеличения стойкости инструмента (УИИ);
-
– применение покрытий, повышающих ресурс инструмента (ПИ).
Таким образом, можно сформулировать цель работы как разработка решений, позволяющих обеспечить одновременное повышение качества (по критерию функциональных свойств), а также эффективности и устойчивости производства деталей буровых насосов.
Для достижения поставленной цели, необходимо решить ряд задач:
-
– провести анализ себестоимости жизненного цикла и определение направления для решения поставленной проблемы;
-
– выполнить комплексный технико-экономический анализ методов повышения качества цилиндровых узлов буровых насосов (по критерию функциональных свойств);
-
– провести исследований по повышению качества цилиндровых узлов буровых насосов с рабочей частью из чугуна с последующей оценкой достигнутого технического уровня;
-
– выполнить комплексный технико-экономический анализ методов повышения эффективности производства цилиндровых узлов буровых насосов и определить направления для совершенствования;
-
– разработать структурно-логическую модель формирования качества при производстве цилиндровых узлов буровых насосов на токарных станках с ЧПУ;
-
– сформулировать подход к реализации системы управления, дающей возможность на основе превентивного учета и компенсации возникающих погрешностей.
МАТЕРИАЛЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
Для оценки эффективности целесообразно рассмотреть себестоимость эксплуатации машины,
которую можно определить по следующей формуле [14]:
с
маш
— ч
E —--+
Т о
C Г . д Т ч
+ ст . э ,
где Cмаш-ч – себестоимость эксплуатации машины за один машино-час; E – единовременные затраты, в которые входит монтаж (демонтаж), транспортировка и другие вспомогательные затраты; Т0 – время нормальной работы на объекте; CГ.Д – годовые эксплуатационные затраты; CТ.Э – текущие эксплуатационные затраты.
Величина текущих затрат определяется следующим образом [14]:
ст . э — сз . п + стсм + сторд + Сб . и , (3)
где СЗ.П – затраты на заработную плату оператора (машиниста); СТСМ – затраты на энергоносители; СТОРД – затраты на диагностирование и ремонт; Сб.и – затраты на замену быстроизнашивающихся частей.
Величина годовых эксплуатационных затрат определяется с использованием метода амортизационных отчислений [12]:
с — с Н Н а
Гд юо , где СН – стоимость машины; На – коэффициент амортизации.
Величина Cмаш-ч функционально связана со значениями себестоимости единицы выполнения работ [14]:
' пр — смаш — ч + см
Ед п пэ
где СМ – затраты на материал; ПЭ – часовая эксплуатационная производительность.
В качестве методов для повышения качества цилиндровых узлов буровых насосов (по критерию функциональных свойств) были рассмотрены:
-
- упрочнение механической обработкой (УМО);
-
- поверхностное пластическое деформирование (ППД);
-
- термическая обработка (ТО);
-
- химико-термическая обработка (ХТО);
-
- физико-техническая обработка (ФТО).
Сравнение производилось по критериям:
-
- толщина упрочненного слоя;
-
- необходимость финишной обработки;
-
- снижение обрабатываемости;
-
- экономичность;
-
- экологичность.
В качестве инструмента был использован метод анализа иерархий [15,16]. На рис. 2 приведена полная доминантная иерархия.
Упрочнение образцов из чугуна выполнялось в печи камерного типа. Образцы помещались в ящик для цементации, после чего засыпались смесью оксидов легирующих элементов и выдерживались при нагреве о температуры 1100 градусов Цельсия. Исследования микроструктуры и механических свойств выполнялись на шлифах.
Рассмотрение альтернатив для выбора направлений по повышению эффективности производства втулок цилиндровых для насосов УНБТ проводилось с использованием метода анализа иерархий [15,16]. На рис. 1 приведена полная доминантная иерархия по выбору направления для повышения эффективности производства втулок цилиндровых насосов УНБТ.
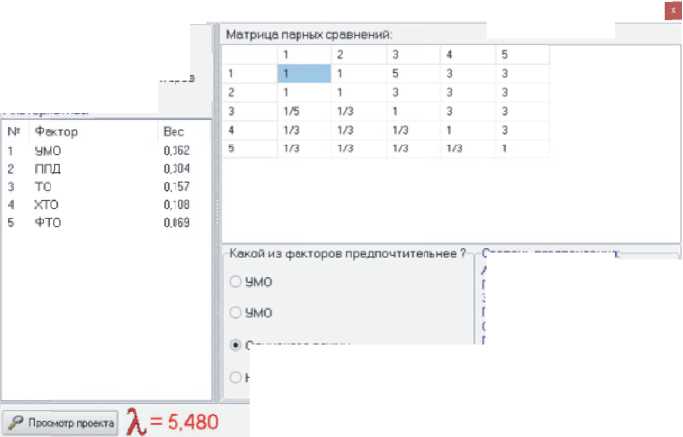
Для расчета коэффициентов сравнения при анализе направлений для повышения эффективности производства втулок цилиндровых насосов УНБТ было использовано специальное программное обеспечение, интерфейс которого приведен на рис. 4.

Рис. 2. Полная доминантная иерархия анализа методов повышения качества цилиндровых узлов буровых насосов (по критерию функциональных свойств)
Выбор направления
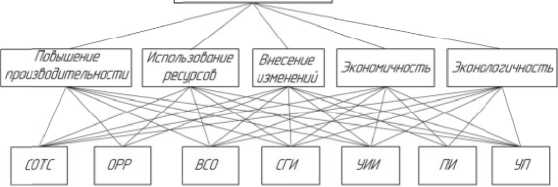
Рис. 3. Полная доминантная иерархия по выбору направления для повышения эффективности производства втулок цилиндровых насосов УНБТ
Получение матрицы парных сравнений

Относительно Фактоеа
Уровень? Внесение изменений необходимо провести парное сравнение следующие факторов уровня
У рове н ьЗ
N» Фактор
1 СОТС
2 ОРР
3 ВСО
4 СГИ
5 УИИ
6 ПИ
7 ЧП
Вес 0.157 0,157 0.157 0.151 0.129 0.209 0.042
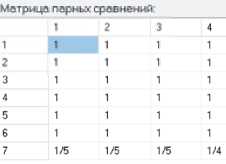
5 6 7
1 1 5
1 1 5
1 1 5
1 1 4
1 1/5 4
5 1 2
1/4 1/2 1
Какой из факторов предпочтительнее ?
Осоте
Осоте
• Одинаково важны
О Не могу сказать
Степень предпочтения Абсолютно превосходит Промежуточное значение Значительно превосходит Промежуточное значение Существенно превосходит Промежуточное значение Умеренно превосходит Промежуточное значение Одинаково важны
^«-ффо™ ^=7.448 ИС = 0,075 ОС = 0.057 /« Х^
Рис. 4. Интерфейс программного обеспечения
Конкретные значения коэффициентов сравнения при анализе иерархий определялись с использованием экспертных оценок. Для анализа процессов формирования качества цилиндровых втулок насосов УНБТ в ходе механической обработки была разработана комплексная модель, структура которой приведена на рис. 5.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
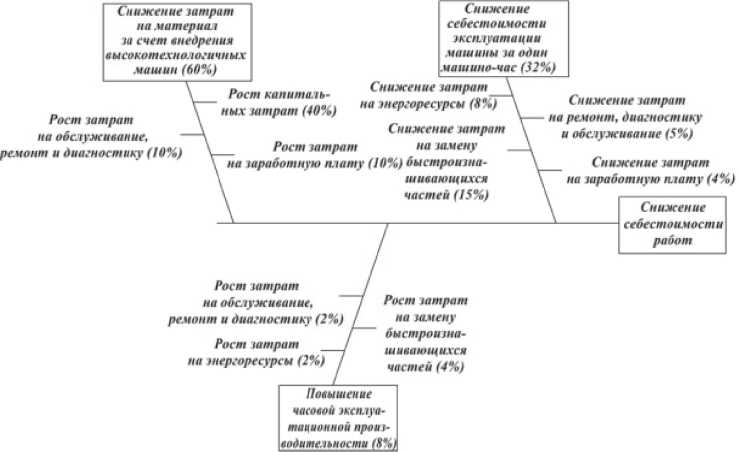
На рис. 6 приведена причинно-следственная диаграмма, полученная с учетом выражений (1)-(4).
Как видно из рис. 6 при решении задачи снижения себестоимости работ возникают взаимоисключающие процессы, которые в конечном итоге не дают нужного эффекта. Например, внедрение высокотехнологичных машин приводит в свою очередь к повышению затрат на заработную плату, диагностирование, ремонт и т.д. Или повышение производительности приводит к росту затрат на быстроизнашивающиеся части, энергоресурсы и т.д.
В этом свете, одним из эффективных путей снижения указанных выше негативных эффектов является снижение себестоимости эксплуатации машины C маш-ч . Причем, анализируя зависимость (1), можно отметить, что основным ресурсом для снижения составляющей C маш-ч являются текущие затраты CТ.Э . С учетом зависимости (2) можно сказать, что необходимо снижать прежде всего составляющую затрат на замену быстроизнашивающихся частей Сб.и т.к. с одной стороны именно она
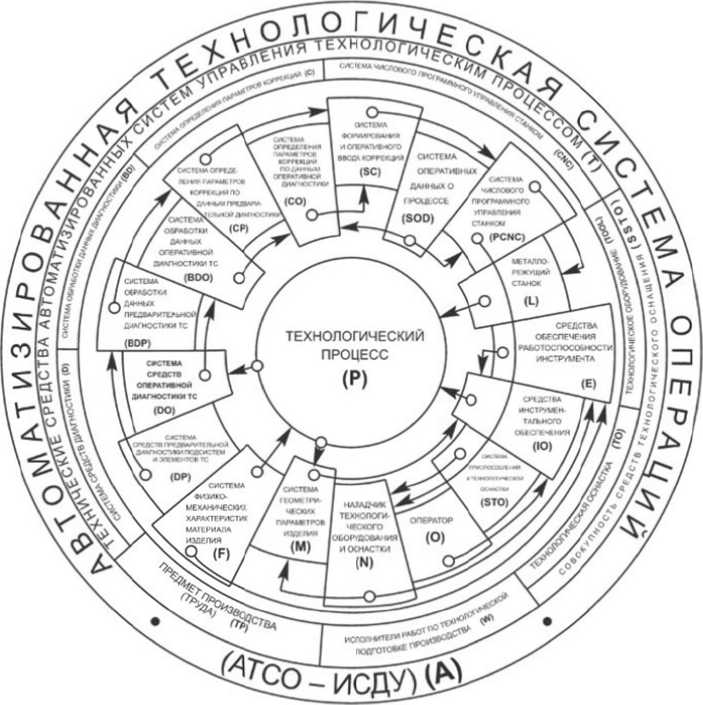
Рис. 5. Модель по представлению процессов формирования в ходе механической обработки
Рост затрат
Снижение
Рост канита.аъ-ных затрат (40%)
Снижение затрат на ремонт, диагностику и обс^ужиеание (5%)
Снижение себестоимости жсплуатац ни машины la один машино-час (32%)
Снижение затрат ни материи.!
за счет инедрентз в ысо катехн а.г аги чн нл машин (60%)
Снижение затрат на заработную плату (4%)
Раст затрат на обслуживание, " ремонт и диагностику (16%)
Снижение затрат__' на знергаресурсы (6%)
Снижение затрат । на замене .
на заработную зезату (10%) быстрйНЗНп-шиеаюшился i частей (/5%)
Раст затрат на замену Йыстроизни' шивающыхея частей (4%)
Кплышсиие часовой эюялуа-тациенмой нроиз-виАимелызиутя (Я%/
Роет затрат ни обтужилание, ремонт и диагностику (2%)
Рост затрат ___, нц Mcpcapciyptw (2%) /
Снижение себестоимости работ
Рис. 6. Причинно-следственная диаграмма определяется эксплуатационными аспектами, а с другой стороны оказывает влияние на величину времени нормальной работы машины Т0. Для того, чтобы снизить составляющую затрат нужно увеличить ресурс быстроизнашивающихся частей и при этом, снизить их стоимость. Учитывая, что наиболее частой причиной отказов буровых насосов является выход из строя цилиндровой втулки по причине износа поверхностного слоя, решение указанной выше задачи возможно за счет применения поверхностного упрочнения.
Однако в данном случае возникает еще одно противоречие: большинство методов поверхностного упрочнения вызывает изменения в точности детали, что в свою очередь, вызывает необходи- мость чистовой обработки. При этом за счет повышенной твердости поверхностного слоя, обрабатываемость резанием снижается.
Выходом из данного противоречия можно считать получение такого упрочненного поверхностного слоя, который обеспечивает с одной стороны повышение твердости (а, следовательно, и износостойкости), а с другой обеспечивать хорошую обрабатываемость резанием. На рис. 7 приведен пример расчета коэффициентов сравнения [17,18].
Получение матрицы парных сравнений
Одинаково важны
Не могу сказать
ИС = 0.120 ОС = 0.107
Степень предпочтения Абсолютно прмоссвдит Промежуточное значение Значительно превосходит Промежуточное значение Существенно превосходит Промежуточное значение Умеренно превосходит Промежуточное значение Одинакововажны
✓ ОК )С Отмена
Рис. 7. Пример вычисления
Относительно лактооа Критерии Экологичность необходимо провести парно# сравнение следующих факторов уровня Альтернативы
На рис. 8 приведен результат вычисления коэффициентов сравнения при анализе методов повышения качества поверхности по критерии функциональных свойств.
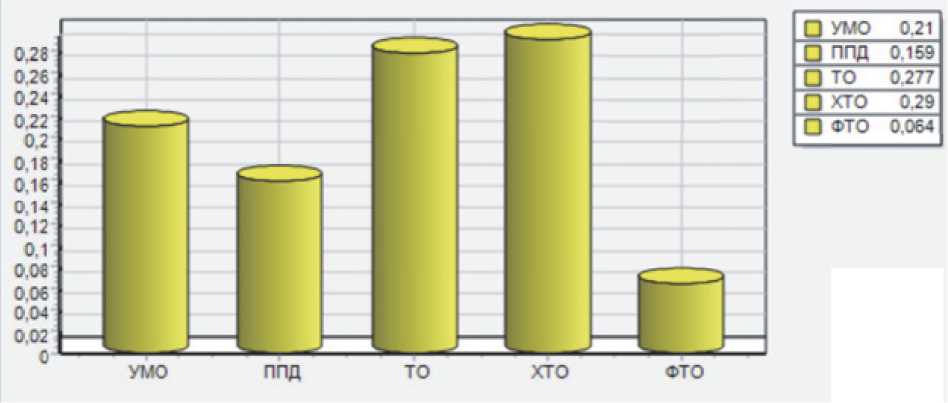
Рис. 8. Результат вычисления коэффициентов сравнения
Из рис. 8 видно, что наилучшим сочетанием критериев обладает способ химико-термической обработки. Однако в работах [19-25] установлено, что при использовании однокомпонентной насыщающей среды (содержащей оксиды хрома, молибдена и т.д.) получается неблагоприятная конфигурация упрочненного слоя (значение толщины дефектного слоя из чистого феррита составляет более 30% от общей толщины слоя).
В связи с этим для достижения требуемого результата необходимо чтобы выполнялась система условий, которая имеет вид:
д -4 max
HV -> max, (6)
J —» max где g – толщина упрочненного слоя; HV – микротвердость упрочненного слоя; J – эффективность изготовления.
Была рассмотрена возможность использования насыщающей среды, которая содержит смесь оксидов легирующих элементов. После проведения экспериментов и получения образцов, проводились металлографические исследования. В ходе исследований изучался фазовый состав слоя, а также влияние соотношения процентного содержания элементов в насыщающей смеси на конфигурацию слоя.
На рис. 9 приведена микрофотография и сведения о конфигурации упрочненного слоя.
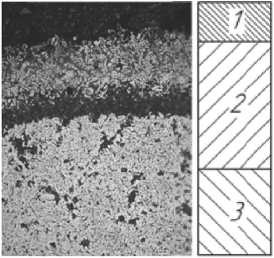
7 - Зона повышенной обрабатываемости (феррит/ 2 - Упрочненный спой (твердость HV по глубине возрастает/
3 - Основа чугуна
Рис. 9. Результаты металлографических исследований
Использование смеси оксидов в различных пропорциях позволяет получать различные соотношения параметров зон 1 и 2 (см. рис. 10). Возникает важная задача определения рациональных условий, обеспечивающих одновременное повышение качества и эффективности производства.
На рис. 10 приведены результаты расчетов коэффициентов сранвения.
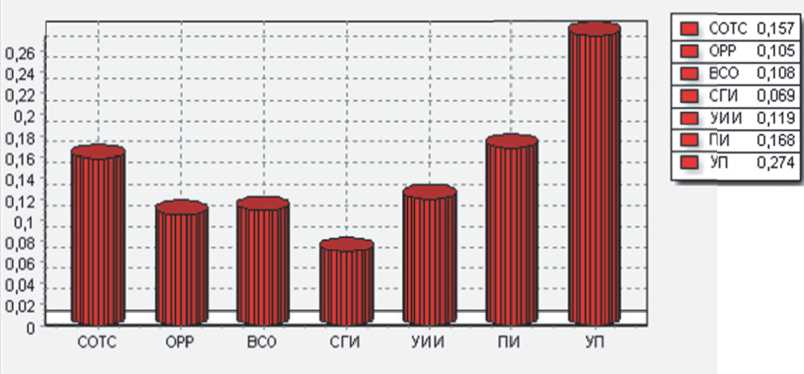
Рис. 10. Результаты расчетов коэффициентов сравнения
Из рис. 10 видно, что наилучшим сочетанием критериев при решении задачи повышения эффективности производства втулок цилиндровых является управление процессом. Однако практическая реализация данного решения требует системной проработки вопросов создания системы управления [17-20].
Для этих целей модель, представленная на рис. 3 была описана посредством системы логических выражений. Составляющие модели, которая представлена на рисунке 4 описываются выражениями языка математической логики. Основу составляет технологический процесс, который оказывает влияние на предмет производства (TP) и на систему средств диагностики (D):
f t = P ^ M л DO . (7)
Функция f 1 описывает состояние, при котором технологический процесс выполняется, если это условие правдиво, то система геометрических параметров изделия (M) получает данные о форме изделия для дальнейшей их обработки, а также происходит постоянная передача данных о состоянии ТС в систему средств оперативной диагностики ТС (DO).
Ниже приведены описания наиболее важных элементов, касающихся обрабатываемого материала, состояния инструмента и режимов обработки.
Функция f 2 – это наличие информации о свойствах материала изделия в системе физико-механических характеристик материала изделия (F), принадлежащей подсистеме предметы производства (TP). Если данное условие выполняется, то на основе этих данных проектируется технологический процесс (P):
f 2 = F e TP ^ P . (8)
Если есть система физико-механических характеристик материала изделия (F), которая относится к предметам производства (TP), то от нее информация о свойствах материала изделия будет передаваться к средствам обеспечения работоспособности инструмента (E):
f = F e TP ^ E . (9) /
Аналогичным образом описываются и остальные элементы, итоговая функция задается выражением:
A 3( f 1 f 2, f 3-f 18) .
Использование данного подхода позволяет определить требования к составу системы обеспечения эффективности изготовления деталей.
Для реализации проектируемой системы, на начальном этапе предлагается разделить диагностику на 2 отдельных этапа: 1. этап статической диагностики; 2. этап динамической диагностики. Этап статической диагностики (данные предварительной настройки станка) производится при ежедневном включении станка для «прогрева». Обычно при этом очищается буферное пространство системы ЧПУ, происходит обнуление систем координат с последующей дополнительной привязкой, т.е. своего рода корректировка по положению управляемого органа станка и его цифровая индикация. Добавив к стандартной процедуре данные, можно избежать погрешностей, вызванных с износом направляющих станка по координатам x, y в различных сечениях. В качестве данных можно использовать, также, температурные характеристики, пространственные отклонения, полученные в результате нагружения различных узлов станка и прочие. Эти данные накапливаются в специальной базе технологических знаний. На этапе динамической диагностики (диагностики в реальном времени), формируются данные о погрешностях, вызванных в процессе обработки. Полученные, на этапах статической и динамической диагностики, данные учитываются в предпрограммной настройке станка, основная задача которой – это формирование управляющей программы с внесением коррекций.
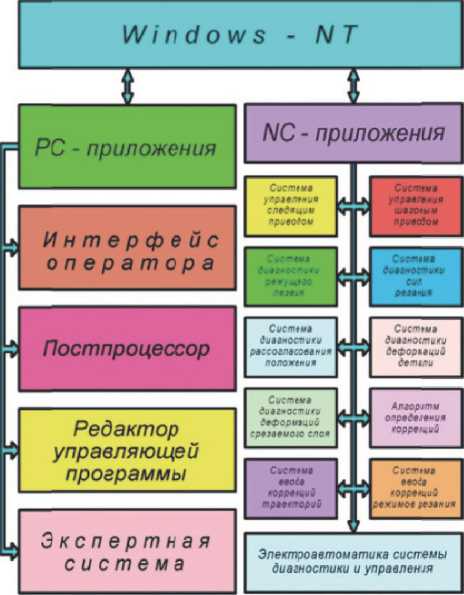
На рис. 11 приведена структура рассматриваемой выше двухуровневой системы, а на рис. 12 интерфейс ввода данных.
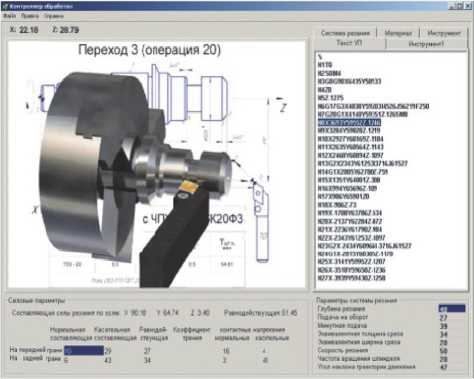
Рис. 12. Интерфейс ввода данных
уПрав/Ннив
NC - приложения
PC - приложения
Cucmma приводом привело*
Постпроцессор demur и
Интерфейс оператора
Сметана управление
Сметана ••ota •оррощий траекторий
Электроавтоматика системы диагностики и управления
Редактор управляющей программы
Экспертная система
Система ••ota *орро*ций оакимоа сезама
Алгоритм оправею-иа горрещий
Система диагностики jl евформа^ий < сражаемого ено»
Система
> fuaa"Otmuru
V деформаций
Система диаакостиги л. рассогласован и- ч- nonoKtnua
Windows - NT
Рис. 11. Структура двухуровневой системы по повышению эффективности производства втулок цилиндровых
ВЫВОДЫ
-
1. На основании использования причинноследственной диаграммы было установлено, что проблема одновременного повышения качества цилиндровых узлов буровых насосов (по критерию функциональных свойств), эффективности и устойчивости производства может быть решена за счет формирования на поверхности упрочненного слоя с обратным распределением твердости.
-
2. В ходе исследований на основе метода
-
3. Установлено, что при использовании однокомпонентной насыщающей среды (содержащей оксиды хрома, молибдена и т.д.) получается неблагоприятная конфигурация упрочненного слоя (значение толщины дефектного слоя из чистого феррита составляет более 30% от общей толщины слоя).
-
4. В качестве направления для дальнейших исследований необходимо выявить рациональные технологические режимы, которые обеспечат выполнение системы условий, задаваемой выражением (5).
-
5. В ходе комплексной оценки с использованием метода анализа иерархий было установлено, что в качестве направления для повышения эффективности производства цилиндровых
-
6. На основе построения комплексной модели с использованием математической логики были описаны процессы формирования требуемого качества при механической обработке втулок насосов УНБТ. В результате установлено, что обозначенную в предыдущем выводе систему целесообразно делать в двухуровневом исполнении.
-
7. Была разработана структура, программное и аппаратное обеспечение системы повышения эффективности производства цилиндровых втулок насосов УНБТ. Настройка системы происходит посредством предварительной диагностики. Данный подход позволяет учесть индивидуальные особенности каждой технологической системы [21,22].
-
8. Основные преимущества предлагаемой системы повышения эффективности производства втулок цилиндровых насосов УНБТ является то, что компенсация погрешностей выполняется превентивно. Иными словами нет необходимости во внесении конструктивных изменений в станок или средства технологического оснащения.
анализа иерархий [24,25] было установлено, что наиболее пригодным способом для формирования слоя с обратным распределением твердости яв- ляется химико-термическая обработка.
Использование смеси оксидов в различных пропорциях позволяет получать различные соотношения параметров зон с обратным распределением твердости и с повышенной обрабатываемостью.
втулок буровых насосов лучше всего применять подходы по совершенствованию управления процессом.
