Повышение качества металла кузнечных слитков для крупнотоннажных поковок

Автор: Зинченко В.Г., Рощин В.Е., Мальков Н.В.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 10 (50), 2005 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/147156501
IDR: 147156501 | УДК: 669.054
Текст обзорной статьи Повышение качества металла кузнечных слитков для крупнотоннажных поковок
В машиностроительном концерне «ОРМЕРО-ЮУМЗ» хромоникелевую сталь марок 60ХН и 34ХН1М для крупнотоннажных поковок выплавляют в дуговой сталеплавильной печи ДСП-50. Раскисление полупродукта производят в ковше, ковш с металлом передают в агрегат комплексной обработки стали (АКОС), где вновь сформированный шлак обрабатывают коксиком и алюминием. Алюминий для окончательного раскисления и регулирования величины зерна вводят в виде проволоки трайб-аппаратом. Металл разливают в кузнечные слитки массой 6...40 тонн. Из слитков куют заготовки для прокатных валков, валов редукторов и др.
В 2003 г. брак кузнечных слитков по трещинам составил 1,42 %, а брак поковок по трещинам и по внутренним дефектам, обнаруженным при УЗК, соответственно 1,19 и 2,10 %. Было забраковано более 500 тонн металла.
Известно, что при производстве кузнечных слитков и изделий из них отрицательное воздействие вредных примесей проявляется при кристаллизации слитка, первых операциях ковки и при эксплуатации готовых изделий. От содержания в металле S, Р, As, Sn, Zn, Pb и других вредных примесей во многом зависит уровень технологической пластичности. В готовых изделиях их содержанием определяется комплекс механических свойств, долговечность и надежность работы изделий.
Ранее [1, 2] показано, что при обработке жидкой стали комплексным Ca-Mg-Ba-Al-Si-P3M-содержащим модификатором происходит снижение содержания в стали не только неметаллических включений, но и вредных примесей, а также в значительной степени уменьшается химическая неоднородность крупных слитков. Снижение в результате модифицирования содержания фосфора на 0,002...0,006 % отмечается авторами [3, 4]. Считают, что при введении в сталь РЗМ происходит образование тугоплавких соединений с цветными металлами и снижается их содержание в стали [5, 6]. Известно также, что эффективность обработки стали высокоактивными элементами зависит от технологии введения их в сталь. Показано [7-9], что высокоактивные элементы более эффективно вводить как можно ближе к началу затвердевания расплава.
В данной работе оценивалась влияние на качество металла кузнечных слитков и поковок технологии введения комплексного модификатора в металл. Модификатор, содержащий (мае. %): 10...12 % Са, 1...1,5 % Mg, до 4 % Ва, до 2 % А1,
45...50 % Si, 10...12 % РЗМ, остальное Fe, вводили в виде порошковой проволоки в металл при обработке его в АКОСе, в процессе наполнения изложницы, а также в процессе наполнения изложницы с одновременной продувкой металла в изложнице аргоном.
Модифицирование металла в АКОСе проводили после раскисления алюминием. Проволоку, содержащую модификатор, вводили в металл трайб-аппаратом. Расход модификатора составлял 800 г/т.
При модифицировании в процессе наполнения изложницы модификатор вводили трайб-аппаратом в изложницу вместимостью до 33,6 т по мере ее наполнения. Расход модификатора составлял 600 г/т. Отливали два сравнительных слитка -один с модифицированием, второй без модифицирования.
При обработке жидкого металла в изложнице комплексным модификатором с одновременной продувкой металла аргон подавали через отверстие в поддоне (рис. 1) в течение всего времени наполнения изложницы металлом. Расход модификатора составлял 450 г/т, а аргона 5...8 л/мин при давлении 3 атм.
Из опытных слитков были откованы заготовки для валков горячей прокатки. При контроле качества поверхности поковок и при ультразвуковом контроле (УЗК) брака в опытном металле не обнаружено. Это свидетельствует о достаточной технологической пластичности металла опытных слитков.
От шеек заготовок валков изготовили поперечные темплеты для проб металла на химический анализ, исследований макро- и микроструктуры, неметаллических включений и механических свойств. Схема отбора проб позволила оценить качество металла по высоте и сечению слитка. Загрязнённость стали неметаллическими включениями оценивали металлографическим методом по максимальному баллу (ГОСТ-1778).
Анализ серных отпечатков темплетов от двух слитков одной плавки показал более низкое содержание и более равномерное распределение серы в случае модифицирования металла в изложнице по сравнению с необработанным металлом.
Поковки из слитков, не прошедших обработку модификатором, оказались более загрязнёнными и сульфидными (рис. 2) и оксидными (рис. 3) включениями. Неметаллические включения состояли из деформированных сульфидов и хрупких оксидов, распределённых в строчки. В модифицированном
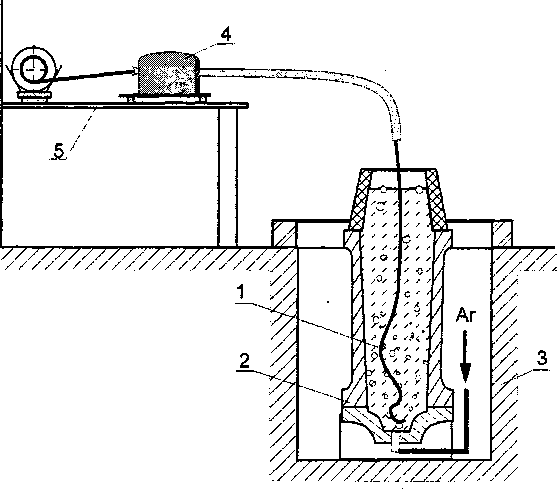
Рис. 1. Схема введения модификатора в изложницу: 1 - проволока с модификатором, 2 - изложница, 3 - разливочная канава, 4 - трайб-аппарат, 5- разливочная площадка
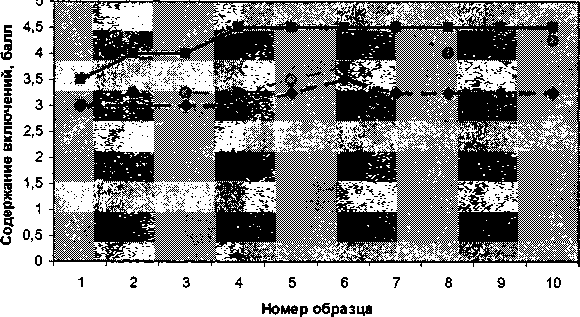
Рис. 2. Загрязненность стали сульфидными включениями: ■ - без модифицирования, • - модифицирование в ковше, О - модифицирование в слитке; 1 - поверхность слитка.....10 - центр слитка
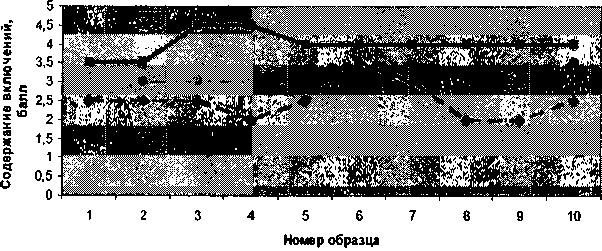
Рис. 3. Загрязненность стали оксидными включениями:
■ - без модифицирования, •- модифицирование в ковше, 0- модифицирование в слитке;
1 - поверхность слитка,... 10- центр слитка металле оксиды наблюдались практически только в составе малодеформированных оксисульфидов сложного состава (рис. 4).
Химический состав опытного и сравнительного металла, в частности, содержание серы, фосфора и цветных металлов, определяли в образцах, соответствующих трем горизонтам по высоте слитка (подприбыльный, средний и донный) и трем точкам поперечного сечения слитка (поверхность, половина радиуса, центр).
Результаты химического анализа проб металла, модифированного при обработке стали 60ХН в АКОСе, приведены в табл. 1.
Установлено, что снижение содержания в металле фосфора в результате модифицирования составило в среднем 0,006 % абсолютных или 25 % относительных, серы - соответственно 0,003 % и 18,7 %, мышьяка - 0,0034 % и 28,2 %, олова -0,0017 % и 22 %, цинка - 0,0059 % и 68 % и свинца -0,0017 % и 20,7 %.
Уменьшение содержания фосфора и цветных металлов обусловлено, по-видимому, тем, что содержащиеся в комплексном модификаторе ЩЗМ и РЗМ обладают высоким химическим сродством к этим элементам [6] и образуют в жидком металле химические соединения, которые, возможно, частично удаляются из жидкого металла.
■МИИи

Распределение фосфора в слитках обычного металла и модифицированного во время наполнения изложницы приведено на рис. 5.
Содержания в металле мышьяка, олова и цинка в металле перед модифицированием во время разливки (плавочная проба) составило соответственно (мае. %): 0,0062; 0,0047 и 0,0040. В металле слитка, обработанного в процессе разливки порошковой проволокой, содержание этих примесей было следующим: мышьяка - 0,0056 %, олова -0,0048, цинка - 0,0041 %.
Изменился характер распределения фосфора в металле из подприбыльной части слитка. Наиболее высокое содержание фосфора обнаруживается в металле осевой части слитка. Среднее содержание фосфора, олова, цинка в поковке из немодифици-рованного слитка осталось на уровне содержания их в плавочной пробе, а максимальное содержание фосфора характерно для пробы, соответствующей половине радиуса подприбыльного темплета.
Результаты контроля содержания фосфора в модифицированном и продутом аргоном в изложнице металле приведены на рис. 6. Установлено снижение содержания фосфора на 0,002 % (изменилось с 0,013 до 0,011 %) абсолютных или на 15 % относительных в опытном слитке. Среднее
Рис. 4. Влияние модифицирования на неметаллические включения: а - металл без модифицирования (х100), б- модифицирование в АКОСе (хЮО), в- модифицирование в изложнице (хбОО)
Таблица 1
Содержание вредных примесей в металле, модифицированном в АКОСе
|
Проба металла |
Содержание, мае. % |
|||||
|
Р |
S |
As,% |
Sn,% |
Zn,% |
Pb,% |
|
|
Перед модифицированием |
0,021-0,026 0,024 |
0,0072-0,0140 0,0117 |
0,0074-0,0094 |
0,0043-0,0207 |
0,0034-0,0062 |
|
|
0,0077 |
0,0086 |
0,0058 |
||||
|
Из струи при разливке |
0,017-0,020 0,018 |
0,013-0,020 0,016 |
0,0062-0,0112 |
0,0049-0,0070 |
0,0009-0,0047 0,0024 |
0,0034-0,0054 0,0041 |
|
0,0085 |
0,0062 |
|||||
|
Из слитка |
Не опр. |
0,012-0,017 0,013 |
0,0068-0,0110 |
0,0046-0,0081 |
0,0013-0,0037 0,0023 |
0,0030-0,0049 0,0038 |
|
0,0084 |
0,0060 |
|||||
|
Изменение: абсолютное относит. |
0,006 |
0,003 |
0,0034 |
0,0017 |
0,0059 |
0,0017 |
|
25,0 |
18,7 |
28,2 |
22,0 |
68,0 |
. 20,7 |
|
Числитель - пределы содержания в металле пяти плавок, знаменатель - среднее значение.
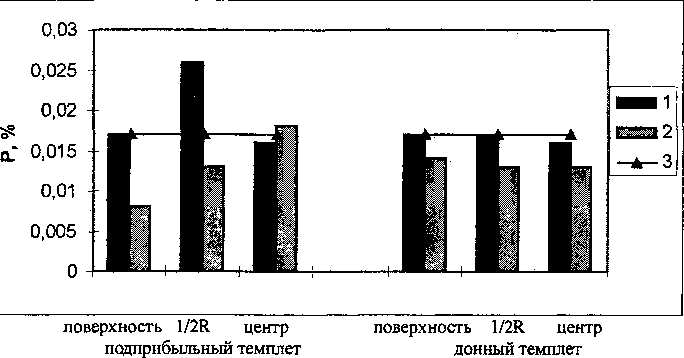
1 — слиток без модифицирования, 2 - модифицированный 600 г/т, 3 - содержание фосфора в плавочной пробе с разливки
Рис. 5. Распределение фосфора по высоте и сечению слитка

часть часть часть часть
Рис. 6. Изменение содержания фосфора по сечению и высоте опытного (1) и сравнительного слитков (2) стали 34ХН1М

содержание фосфора в обычном слитке осталось на уровне плавочной пробы. Среднее содержание фосфора в обычном слитке осталось на уровне плавочной пробы. Распределение фосфора в опытном слитке более равномерно по сравнению с контрольным слитком. Наиболее загрязнен фосфором металл из осевой части подприбыльного темплета.
Широко распространенное [5-7] мнение о том, что ЩЗМ и РЗМ связывают цветные металлические примеси в неметаллические включения базируются на анализе термохических констант реакций взаимодействия [8]. Однако прямых экспериментальных доказательств присутствия цветных металлов в неметаллических включениях нам неизвестно. Учитывая это, ряд проб из слитков модифицированного и немодифицированного металла марки 60ХН исследовали при помощи элек тронного растрового микроскопа JEOL JSM-6460LV, снабженного волновым и энергодисперсионным анализаторами.
С использованием волнового анализатора обнаружено присутствие цветных металлических примесей в металлической матрице немодифицированного слитка, а в металлической матрице модифицированного металла эти примеси не обнаружены. В то же время анализ сложных комплексных включений в слитке модифицированного металла позволил обнаружить цветные металлы в составе включений (рис. 7 и 8).
Полученные результаты свидетельствуют о том, что вредные примеси и цветные металлы при обработке стали порошковой проволокой связываются высокоактивными элементами, содержащимися в модификаторе, и частично удаляются в

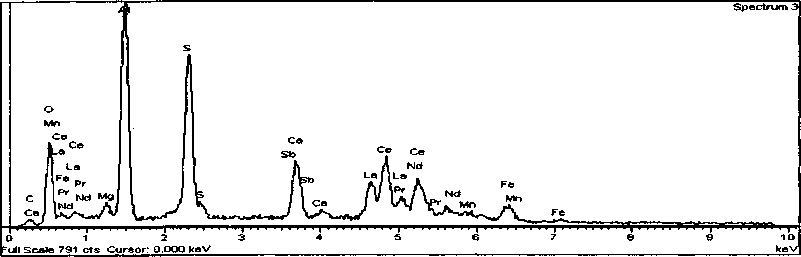
Рис. 7. Вид комплексного включения, содержащего сурьму, в слитке модифицированного металла и энергетический спектр элементов в точке анализа (отмечена на фотографии)
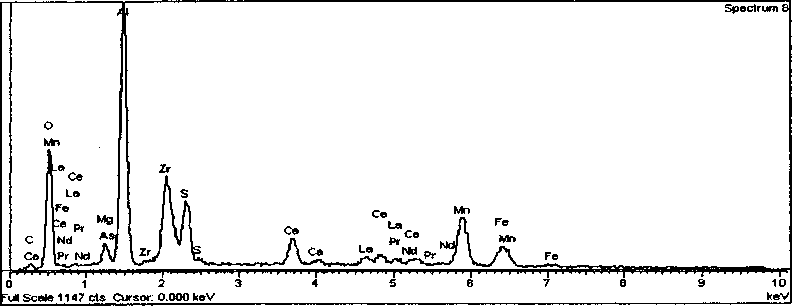
Рис. 8. Вид комплексного включения, содержащего мышьяк, в слитке модифицированного металла и энергетический спектр элементов в точке анализа (отмечена на фотографии)
виде продуктов их взаимодействия. В связи с этим, чем раньше модификатор попадает в металл, тем больше удаляется цветных металлов и вредных примесей. Наиболее благоприятные условия для удаления цветных металлов реализуются при введении модификатора во время обработки расплава в АКОСе. При обработке металла модификатором в изложнице образовавшиеся продукты взаимодействия удалиться не успевают даже при продувке аргоном, но, являясь готовыми подложками, изменяют характер первичной кристаллизации слитка. Об этом свидетельствует изменение характера расположения примесей по сечению и высоте слитка.
Механические свойства металла поковок из стали 60ХН без модифицирования (вариант 1), с модифицированием в ковше на АКОСе (вариант 2) и с модифицированием в изложнице (вариант 3) приведены в табл. 2, а в табл. 3 приведены механи ческие свойства стали 34ХН1М, обработанной по тем же вариантом, а также модифицированной в ковше на АКОСе силикокальцием с последующим модифицированием в изложнице комплексным модификатором и продутой аргоном (вариант 4).
Установлено, что наиболее существенное изменение прочностных и пластических свойств стали 60ХН произошло в результате модифицирования металла в ковше на АКОСе. Это, по-видимому, обусловлено заметным уменьшением содержания в металле вредных примесей и цветных металлов. Модифицирование металла в процессе наполнения изложницы не приводит к изменению прочностных характеристик, наблюдается незначительное повышение пластических свойств, зато существенно снижается анизотропия свойств металла в продольном и поперечном направлении. Это также косвенно свидетельствует об изменении характера первичной кристаллизации слитка.
Таблица 2
Механические свойства металла поковок из стали 60ХН
|
Вариант |
Номер плавки |
Расход модификатора, кг/т |
(Xj, кг/мм2 |
Ов, кг/мм2 |
6, % |
*, % |
НВ |
KCU+го, кг/см2 |
|
1 |
402-1 |
0 |
38,0 |
82,5 |
17,0 |
23,0 |
2,9 |
|
|
402-2 |
0 |
41,0 |
87,5 |
16,5 |
25,0 |
3,4 |
||
|
34-440-2 |
0 |
44,0 |
84,0 |
16,5 |
27,0 |
2,2 |
||
|
Среднее |
0 |
41,0 |
84,7 |
16,7 |
25,0 |
3,15 |
||
|
2 |
34-193-60ХН |
0,584 |
55,0 |
97,0 |
15,0 |
50,0 |
247 |
3,65 |
|
34-291-60ХН |
0,779 |
65,0 |
91,0 |
15,0 |
23,0 |
255 |
з,о |
|
|
Среднее |
60,0 |
94,0 |
15,0 |
36,5 |
251 |
3,325 |
||
|
Изменение по сравнению с обычным |
+19,0 +46,3°/ |
+9,3 +11% |
-1,7 -10% |
+11,5 +46% |
+0,505 +17,9% |
|||
|
3 |
34-440-1-60ХН |
0,615 |
37,0 |
75,0 |
20,5 |
40,5 |
3,4 |
|
|
35-225-1-60ХН |
0,450 |
44,0 |
83,5 |
13,5 |
24,5 |
2,05 |
||
|
Среднее |
40,5 |
79,25 |
17,0 |
32,5 |
2,72 |
|||
|
Изменение по сравнению с обычным |
0 |
-5,45 -6,4% |
+0,3 2% |
7,5 30% |
-0 0% |
Числитель - абсолютное изменение, знаменатель - относительное.
Механические свойства металла поковок из стали 34ХН1М
Таблица 3
|
Вариант выплавки |
Номер плавки |
Расход модификатора, кг/тн |
<7Тз кг/мм2 |
^В, кг/мм2 |
5, % |
% % |
НВ |
KCU+20, кг/см2 |
|
|
СК-30 |
ЩЗМ+РЗМ |
||||||||
|
1 |
35-299-1 |
0 |
0 |
52,0 51,0 |
70,5 68,5 |
21,0 12,0 |
57,5 22,0 |
- |
12,6 8,15 |
|
К’ |
1,02 |
1,03 |
1,75 |
2,61 |
1,55 |
||||
|
2 |
35-391-2 |
1,0 |
0 |
37,5 44,5 |
62,5 74,0 |
26,8 21,0 |
57,5 45,5 |
175 207 |
10,2 6,45 |
|
К |
0,84 |
0,84 |
1,28 |
1,26 |
1,58 |
||||
|
3 |
35-299-2 |
0 |
0,6 |
51,0 48,5 |
71,0 68,5 |
21,5 20,0 |
65,0 51,0 |
201 187 |
12,8 6,15 |
|
К |
1,05 |
1,04 |
1,07 |
1,27 |
2,08 |
||||
|
4 |
35-391-1 |
1,0 |
0,6 |
38,5 36,8 |
61,0 60,5 |
27,0 26,3 |
59,0 56,5 |
179 174 |
10,8 8,3 |
|
К |
1,05 |
1,01 |
1,03 |
1,04 |
1,30 |
||||
* К - коэффициент анизотропии. Числитель - продольные образцы, знаменатель - поперечные.
Таким образом, при модифицировании ЩЗМ-и РЗМ-содержащей лигатурой происходит снижение содержания серы, фосфора и цветных металлов, а также изменяется характер их распределения по сечению и высоте слитка. Эффективность обработки стали высокоактивными элементами зависит от технологии их введения в сталь. При обработке расплава в АКОСе достаточно времени не только для связывания, но и удаления вредных примесей и цветных металлов. При модифицировании в изложнице вредные примеси практически не удаляются, но распределение их становится более равномерным, что благоприятно влияет на технологическую пластичность и механические свойства стали. Позднее введение РЗМ-содержащего модификатора в изложницу позволяет уменьшить его расход.
Список литературы Повышение качества металла кузнечных слитков для крупнотоннажных поковок
- Зинченко В.Г, Судоргин И.В. Внепечная обработка валковой стали комплексными модификаторами. Современные проблемы электрометаллургии стали. Материалы XII Международной конференции. -Изд-во ЮУрГУ, 2004.
- Зинченко В.Г., Судоргин И.В., Рощин В.Е. Обработка комплексным модификатором стали 60 ХН для крупнотоннажных слитков/Электрометаллургия (в печати).
- Голубцов В. А. и др. Рациональная технология модифицирования стали/В.А. Голубцов, Л.Л. Тихонов, В.И. Тазетдинов, A.A. Воронин, И.А. Романцов, В.Е. Рощин//Национальная металлургия. -2003. -№ З. -С. 96-102.
- Голубцов В.А. и др. Происхождение неметаллических включений и пути снижения загрязненности ими металла/В.А. Голубцов, A.A. Воронин, Т.В. Тетюева, В.Е. Рощин, Р.Г. Усманов//Металлург. -2005. -№4. -С. 73-77.
- Гольдштейн Я.Е., Мизин В.Г Модифицирование и микролигирование чугуна и стали. -М.: Металлургия. -1986. -272 с.
- Рябчиков И.В. Ферросплавы с редкоземельными и щелочноземельными металлами. -М.: Металлургия, 1983. -272 с.
- Бродецкий И.Л., Троцан А.И., Белов Б.Ф., Крейденко Ф.С., Лепихов Л.С., Исаев О.Б. Легирование литой стали РЗМ для предотвращения дефект ообразован ия, обусловленного цветными металлами/Неметалеві вкрапленнія, гази у ливарних сплавах: Зборник наукових прац X Міжнародної науково-практичної конференції. 12-16 травня 2003 p. -Запоріжжя: ЗНТУ, 2003. -С.86-88.
- Дубровин A.C. Металлотермия специальных сплавов. -Челябинск: изд-во ЮУрГУ, 2002. -254 с.
- Голубцов В.А. Опыт ввода модификаторов на струю стали при сифонной разливке/Металлург. -2003. -№ 9. -С. 38-40.
