Повышение качества управления в портах и терминалах

Автор: Головцов Дмитрий Львович, Изотов Олег Альбертович
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 3 (53), 2020 года.
Бесплатный доступ
В статье представлен анализ устойчивости и управляемости системы управления контейнерным терминалом, представленной в виде структурной схемы и в виде математической модели в пространстве состояний. На основе проведённого анализа сделаны выводы об устойчивости системы, определены неуправляемые переменные состояния, а также факторы, влияющие на отклонение в установившемся режиме контролируемого параметра от заданной величины. На основании методов Г. Тагути в области управления качеством и робастного проектирования проведён анализ чувствительности, позволивший выявить к отклонениям какого, из управляемых параметров будет наиболее чувствительна выходная переменная с учётом влияния неуправляемых параметров.
Контейнерный терминал, методы тагути, управление качеством, пространство состояний, устойчивость, управляемость
Короткий адрес: https://sciup.org/148319970
IDR: 148319970 | УДК: 658
Improving container terminal management
The article presents an analysis of the stability and controllability of the container terminal control system, presented in the form of a structural diagram and in the form of a mathematical model in the state space. Based on the analysis, conclusions are drawn about the stability of the system, uncontrollable state variables are determined, as well as factors affecting the deviation in the steady state of the controlled parameter from a given value. Based on the methods of G. Taguchi in the field of quality management and robust design, a sensitivity analysis was carried out, which allowed to identify the deviations of which of the controllable parameters would be the most sensitive output variable, taking into account the influence of uncontrollable parameters.
Текст научной статьи Повышение качества управления в портах и терминалах
С развитием мировой транспортной системы всё более важную роль в управлении материальными и информационными потоками играют порты и наземные транспортные терминалы. Так, например, в «Транспортной стратегии Российской Федерации на период до 2030 гг.», определяющей транспортную политику государства, вопросам развития портов, контейнерных терминалов и наземных транспортных терминалов уделяется достаточно большое внимание.
В частности, делается акцент на обеспечении не только количественного, но и качественного роста – повышении производительности работы морских портов, использовании новых технологий, повышении уровня инновационности и качества услуг.
Решение данных задач невозможно без автоматизации управления всеми операциями с грузами, а, следовательно, невозможно без разработки и анализа системы управления, обеспечивающей необходимые показатели качества процесса управления.
Использование для перевозки грузов стандартных 20- и 40-футовых контейнеров позволяют автоматизировать значительную часть операций в контейнерном терминале.
Разработка модели процесса работы контейнерного терминала и создание на ее основе автоматизированной системы управления позволят повысить эффективность управления грузопотоками и таким образом обеспечить необходимый уровень качества предоставляемых услуг.
Контейнерные порты и терминалы имеют достаточно сложную структуру элементов и связей между ними, что ограничивает аналитические методы расчета параметров элементов и откликов на внешние воздействия [1, 2]. Данное ограничение способствует тому, что в настоящее время широкое распространение получили имитационные модели контейнерных портов и терминалов, которые позволяют исследовать поведение объекта во времени [3 – 6].
Однако, зачастую, такие модели не дают ответа на такие важные вопросы для процесса управления, как устойчивость, управляемость, наблюдаемость системы.
В общем случае морской контейнерный терминал в импортном направлении выполняет следующие операции: прибывшие морем контейнеры разгружаются с борта судна через морской грузовой фронт и перемещаются на площадку складирования груженых контейнеров импортного направления, с нее определенная доля контейнеров подается на досмотровый комплекс и после завершения операций досмотра возвращается на площадку, с площадки часть контейнеров покидает терминал без растарки, через автомобильный или железнодорожный грузовые фронты.
Таким образом, систему управления по обработке контейнеров импортного направления можно представить как систему с одним входом и одним выходом. Где входным воздействием является скорость поступления в систему (терминал) контейнеров, а выходным – уровень запасов, или количество накопленных в терминале контейнеров. Также в данной системе можно выделить две подсистемы: подсистему управления, отвечающую за обработку и перемещение контейнеров, и подсистему управления запасами.
Исследования систем управления такой конфигурации широко представлены в литературе по планированию и управлению цепями поставок и управлению производственно-сбытовыми системами [7 – 9].
Структурная схема системы управления контейнерным терминалом с передаточными функциями в форме изображения Лапласа, преобразованная из стандартной структурной схемы производственно-сбытовой системы представлена на рисунке 1.
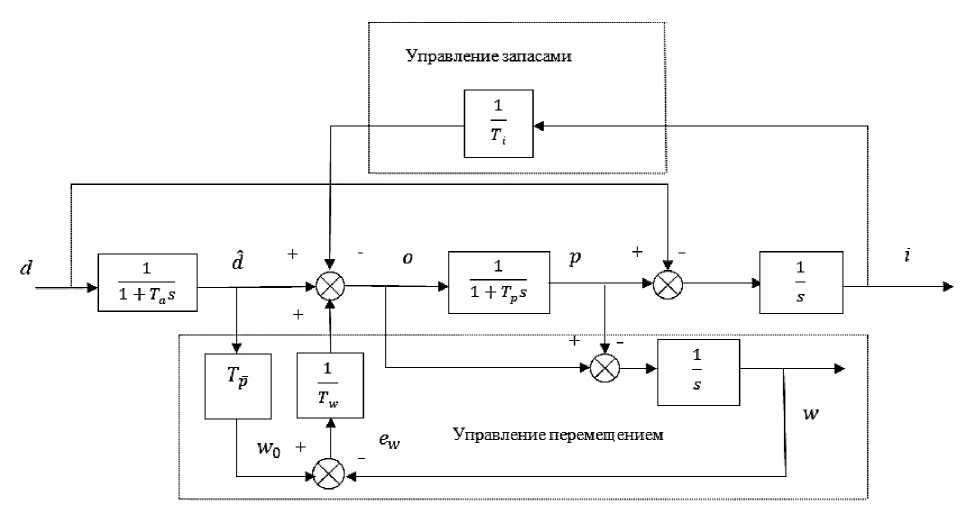
Рисунок 1 – Структурная схема системы управления контейнерным терминалом
В данной структурной схеме используются следующие обозначения:
-
d(t~) - скорость прибытия контейнеров через морской грузовой фронт;
-
p(t) - скорость поступления контейнеров на автомобильный или железнодорожный грузовые фронты для отправки наземными ви-
- дами транспорта;
-
i(t) - фактическое количество ожидающих отправки контейнеров;
-
d (t) - прогнозируемая скорость прибытия контейнеров;
-
w(t) - фактическое количество контейнеров, находящихся в системе (в процессе обра-
- ботки);
-
wq (t) - требуемое количество контейнеров, находящихся в системе;
-
ew (t) - ошибка рассогласования между требуемым и фактическим количеством контейнеров, находящихся в системе;
Ф($) = -Т
(T p T w T t S2
o(t) - требуемая скорость обработки контейнеров, зависящая от фактического количества ожидающих отправки контейнеров, фактического количества контейнеров, находящихся в системе и прогнозируемой скорости прибытия контейнеров;
T, Tw - параметры управления, выража- ющиеся в единицах времени, позволяющие корректировать количество ожидающих отправки и находящихся в системе контейнеров;
Ta - постоянная времени экспоненциального сглаживания (средний период времени прогноза);
Tp - среднее время цикла обработки кон- тейнеров;
T p - ожидаемое время цикла обработки контейнеров, служит для компенсации задержек обработки контейнеров и равно Tp [10].
Передаточная функция замкнутой системы будет иметь следующий вид:
T p TaT w S2 + (TaT p + T p T w + TaT w )s + T p - T p
+ (ТРТ + T w T> + Tw)(T a S + 1) .
Так как временные параметры Tp, Tw , T, Ta являются положительными величинами и, следовательно, коэффициенты характеристического уравнения тоже будут иметь положительные значения, то система будет асимптотически устойчива.
Запишем уравнения состояния системы в стандартной векторно-матричной форме:
x = Ax + Bd, (2) где собственная параметрическая матрица системы, вектор состояния, входная матрица и входной вектор имеют вид:
D(X) = |А-ЛЕ|
-1
T p Tt
-1
T t
-1
- 1
-1
T p Tw
-1
T w
0 0
- 1
B = 0
-1
L Ta
0 T^p+Tw T p Tw T p +Tw .
-1
d = [d].
" Xi" Xp Xw . Xa.
Характеристическое уравнение системы,
представленной в пространстве состояний, бу-
дет иметь следующий вид:
X^T p T w T i X2 + (T p T i + T w T i )A + T w )(TaA + 1)
TpTaTwTi
где Е - единичная матрица.
Из выражения (3) видно, что один ко-
рень характеристического уравнения равен нулю, из чего следует, что система будет устойчивой, но не асимптотически.
Данного нулевого корня нет в характеристическом уравнении передаточной функции, что означает вырожденность передаточной функции системы, что, в свою очередь, приводит к потере управляемости системы. Это,
также, подтверждается следующим выражением
[11]:
- 1
L T B = [0 - T p 1 0]
0 =0,
- 1
L 1 a 3
где L Q - левый собственный вектор параметрической матрицы А, соответствующий нулевому собственному числу матрицы,
B - входная матрица.
Из равенства нулю выражения (4) следует, что данная мода неуправляема.
Для определения неуправляемых переменных состояния, соответствующих данной моде, нужно произвести преобразование подобия, приводящее матрицу А к диагональной форме:
г: = Az + LBd, (5) где A = LAR = diag(AQ, Л 1 , Л2, Л 3 ) - диагональная матрица, состоящая из собственных чисел матрицы А,
L = [Lo, Li, L2, Lgf, R = [Ro, Ri, R2, Rg] — матрицы, состоящие из левых и правых собствен- ных векторов соответственно,
LB = [0,31, 32,33]T - новая входная матрица с неуправляемой переменной zo, 31,32,33 — ненулевые компоненты матрицы, зависящие от параметров модели, z - вектор новых переменных, который связан с
Из выражения (6) видно, что неуправля- емая переменная zo связана с вектором х следу- ющим соотношением:
z o T p X p + Xw ■
Выражение (7) показывает, что переменные состояния xp и Xw будут неуправляемыми.
Решение однородного дифференциального уравнения X = Ах с различными собствен- ными числами можно представить в следующем виде:
x(t) = coeZotRo + c1eA1tR1 + c2eZ2tR2 + сЛ, (8)
где Co, C 1 , с2, с3 - постоянные, зависящие от начальных условий.
В установившемся режиме при t ^ от и Ao = 0 решение (8) примет следующий вид:
х ( от) = C o R o . (9)
Определив постоянные Co, C 1 , C2, с3 из начальных условий х , (0), Xp(0), xw(0), х ^ (0), выражение (9) примет следующий вид:
г -T , (X w (0) - T p X p (0))l
х(от) =
Т
w
X w ( 0) - TpX p (0)
или , . -T(X w (0) -T p X p (0))
X j (от) =-----------T------------, (11)
X w ( от) = X w ( 0) - T p X p ( 0). (12)
Таким образом, при ненулевых начальных условиях xw (0) ^ 0 и xp (0) ^ 0 переменные состояния х , и xw будут отличаться от требуемых значений.
На рисунке 2 показана реакция системы при начальных условиях xw(0) = 0,5 и Xp(0) = 0, T = Ta = Tp = Tp = 1, Tw = 0,5. Из рисунка
2 видно, что выходной параметр системы х, в установившемся режиме принимает значение отличное от нуля.
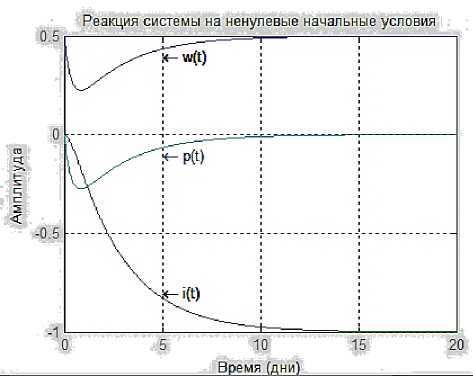
Рисунок 2 - Реакция системы при xw(0) = 0,5.
Также, согласно теореме о конечном значении и выражению (1) для передаточной функции замкнутой системы, при постоянной величине внешнего воздействия, установившееся значение выходного сигнала примет вид:
d(s)
-
х , (от) = lim----Ф(х)х =
s^o s
T-t
= -T,^—^d(s). (13)
T w
Таким образом, установившееся значе- ние выходного сигнала с учётом ненулевых начальных условий будет иметь вид:
X , (от) =
_ _ (T p- T p )d(t) - X w (0) + T p X p (0)
=T ^
T w
Качество системы управления контей-
нерным терминалом будет определяться с одной стороны обеспечением высокого уровня обслуживания потребителей, т.е. исключением ситуа- ции дефицита контейнеров на выходе (x, - отрицательное значение). С другой стороны, увеличение выходного объёма контейнеров (х, - положительное значение) будет негативно влиять на качественные и стоимостные показатели терминала. Таким образом, необходимо минимизировать отклонения выходного значения как в одну, так и в другую сторону, т.е. процесс должен быть максимально нечувствительным к отклонениям параметров от заданных значений.
Из выражения (14) видно, что параметры, влияющие на выходную величину можно разделить на две группы: управляемые параметры - T,, Tw, Tp, Tp и неуправляемые -d(t), Xw (0), Xp (0). Необходимо определить к отклонениям какого из управляемых параметров будет наиболее чувствительна выходная переменная с учётом влияния неуправляемых параметров.
Решению такого рода проблем были посвящены работы Г. Тагути в области управления качеством и робастного проектирования [12].
Идея метода Тагути состоит в том, чтобы вместо проверки всех возможных комбинаций значений полного набора параметров использовать сбалансированные ортогональные матрицы, в которых управляемые и неуправляемые параметры разделены на уровни. Выбор ортогональной матрицы зависит от количества используемых параметров и числа уровней.
Пусть управляемые параметры для контейнерного терминала будут иметь следующие значения [13]: Tt = 5, Tw = 0,5, T p = 1,5, Tp = 1 дней. Пусть входное воздействие d(t) = 1, тогда xv = xp = 1. Примем возможные отклонения параметров модели ±20% от исходных значений.
Следовательно, при расчётах будут использоваться четыре управляемых фактора, три неуправляемых фактора и три уровня.
В таблице 1 представлены значения управляемых и неуправляемых факторов на трёх уровнях.
Таблица 1 – Значения управляемых и неуправляемых факторов на трёх уровнях
|
Факторы |
Значения уровней управляемых факторов |
||
|
Уровень 1 |
Уровень 2 |
Уровень 3 |
|
|
1. T |
5 |
6 |
4 |
|
2. T v |
0,5 |
0,6 |
0,4 |
|
3. T p |
1,5 |
1,8 |
1,2 |
|
4. T p |
1 |
1,2 |
0,8 |
|
Факторы |
Значения уровней неуправляемых факторов |
||
|
1. d |
1 |
1,2 |
0,8 |
|
2. xw (0) |
1 |
1,2 |
0,8 |
|
3. xp(0) |
1 |
1,2 |
0,8 |
Для данных наборов факторов и уровней необходимо использовать ортогональные массивы L 9.
В таблице 2 представлен ортогональный массив L 9 для четырёх факторов и трёх уровней.
Ортогональный массив L 9 для трёх факторов и трёх уровней аналогичен массиву L 9 для четырёх факторов и трёх уровней и содержит три столбца.
В качестве характеристики качества используется критерий, измеряемый в децибелах, называемый «отношение сигнал/шум».
Так как выходной характеристикой является количество ожидающих отправки контейнеров, то функция потерь будет увеличиваться с увеличением отклонения выходной характеристики от заданного значения и, в случае, когда заданное значение равно нулю, функция потерь будет пропорциональна величине выходной характеристики.
Таблица 2 – Ортогональный массив L 9
|
№ реализа-ции |
Уровни управляемых факторов |
|||
|
T |
T 1 v |
1 p |
T 1 p |
|
|
1 |
1 |
1 |
1 |
1 |
|
2 |
1 |
2 |
2 |
2 |
|
3 |
1 |
3 |
3 |
3 |
|
4 |
2 |
1 |
2 |
3 |
|
5 |
2 |
2 |
3 |
1 |
|
6 |
2 |
3 |
1 |
2 |
|
7 |
3 |
1 |
3 |
2 |
|
8 |
3 |
2 |
1 |
3 |
|
9 |
3 |
3 |
2 |
1 |
Таким образом, в случае, когда цель – как можно меньшее значение выходной характе- ристики, выходная статистика определяется по формуле:
SN = —10log10
(=S4
где SN - отношение сигнал/шум, вычисляе- мое для каждой реализации управляемых пара- метров,
у;- - выходная характеристика, в данном случае - Х [ , вычисляемая для одной реализации управляемых и п реализаций неуправляемых параметров ( п = 9).
Результаты вычислений представлены в таблице 3.
Таблица 3 – Значения отношения сигнал/шум
|
№ реали- зации |
Уровни управляемых факторов |
||||
|
T |
T 1 v |
T 1 p |
1 p |
SN |
|
|
1 |
1 |
1 |
1 |
1 |
-14.9136 |
|
2 |
1 |
2 |
2 |
2 |
-16.9574 |
|
3 |
1 |
3 |
3 |
3 |
-11.3830 |
|
4 |
2 |
1 |
2 |
3 |
-20.0987 |
|
5 |
2 |
2 |
3 |
1 |
-9.7497 |
|
6 |
2 |
3 |
1 |
2 |
-18.5388 |
|
7 |
3 |
1 |
3 |
2 |
-8.2764 |
|
8 |
3 |
2 |
1 |
3 |
-11.3467 |
|
9 |
3 |
3 |
2 |
1 |
-18.5150 |
Оценки среднего отношения SN для всех уровней факторов определялись как среднее значение для каждого уровня факторов. Результаты вычислений приведены в таблице 4.
Таблица 4 - Оценки среднего отношения SN
|
Факторы |
Оценки среднего отношения SN для трёх уровней факторов |
||
|
Уровень 1 |
Уровень 2 |
Уровень 3 |
|
|
1. Г |
-14.4180 |
-16.1291 |
-12.7127 |
|
2. Tw |
-14.4296 |
-12.6846 |
-16.1456 |
|
3. Т р |
-14.9331 |
-18.5237 |
-9.8031 |
|
4. Г |
-14.3928 |
-14.5909 |
-14.2761 |
Средние значения отношений SN для каждого уровня четырёх факторов представлены на рисунке 3, где пунктирная линия – общее среднее значение, цифры на горизонтальной оси соответствуют номеру фактора из таблицы 4, точкой на графике обозначено среднее значение SN для каждого уровня фактора.
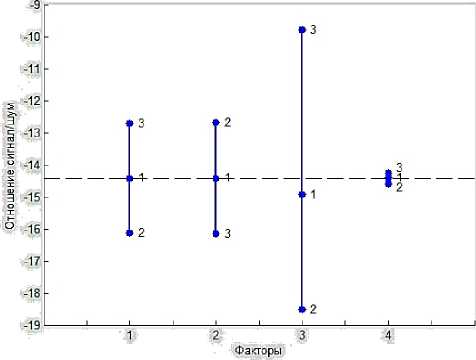
Рисунок 3 - Средние значения отношений SN для каждого уровня четырёх факторов
Проведённые расчёты показывают, что наибольшее воздействие на отношение сиг-нал/шум оказывает фактор Г р и наименее чувствительна выходная характеристика к фактору Тр. Т.е. выходная характеристика в гораздо большей степени подвержена влиянию планируемого времени обработки контейнера в терминале, чем влиянию реального времени обработки.
Одним из возможных путей повышения качества системы управления, в данном случае, является своевременная проактивная или реактивная коррекция оценки времени обработки контейнера в ответ на возможные или произошедшие колебания времени цикла.
Список литературы Повышение качества управления в портах и терминалах
- Кузнецов А. Л. Генезис агентного имитационного моделирования в ходе развития методов технологического проектирования портов и терминалов // Эксплуатация морского транспорта: ежекварт. сб. науч. ст. 2009. № 4 (58). С. 3-7.
- Кузнецов А. Л., Кириченко А. В. и др. Морская контейнерная транспортно-технологическая система: моногр. СПб.: Изд-во МАНЭБ, 2017. 320 с.
- Кузнецов А.Л., Кириченко А.В., Ткаченко А.С., Попов Г.Б. Имитационное моделирование как инструмент расчета наземных контейнерных терминалов // Вестник АГТУ. Серия: Морская техника и технология. 2018. №1.
- Nevins M. R., Macal C. M., Love R., Brogen M. J. Simulation, animation and visualization of seaport operations // Simulation, No. 71 (2). P. 96-106, 1998.
- Legato P., Tranfio R. A simulation modelling paradigm for the optimal management of logistics in container terminals // Proceedings of the 21 st European Conference on Modelling and Simulation (Prague, Czech Republic, June 4th-6th, 2007). Prague, Czech Republic. P. 479-488.
- Najib M„ El Fazziki A., Boukachour J. A container terminal management system // Proceedings of the 14th International Conference on Harbour Maritime and Multimodal Logistics M&S, 2012. P. 118-127.
- D. R. Towill, Dynamic analysis of an inventory and order based production control system // International Journal of Production Research, vol.20, no.6, pp.671687, 1982.
- S. John, M. M. Nairn, and D. R. Towill, Dynamic analysis of a WIP compensated decision support system // International Journal of Manufacturing System Design, vol. 1, pp. 283-297, 1994.
- S. Axsater, Control theory concepts in production and inventory control // International Journal of Systems Science, vol. 16, no. 2, pp. 161-169, 1985.
- Dejonckheere, J., Disney, S.M., Lambrecht, M.R. and Towill, D.R., Measuring and avoiding the bullwhip effect: a control theoretic approach // European Journal of Operational Research, Vol.147, No.3, pp.567-590, 2003.
- Егупов Н.Д. Методы классической и современной теории автоматического управления: Учебник в 3-х т./Н.Д. Егупов. Т.2: Синтез регуляторов и теория оптимизации систем автоматического управления. -М.: Изд-во МГТУ им. Н.Э. Баумана, 2000.
- Леон Р., Шумейкер А., Тагути Г. и др. Управление качеством. Робастное проектирование. Метод Тагути. Пер. с англ. М.:«Сейфи», 2002. 384 с.
- B. Xu, J. Li, Y. Yang, H. Wu, O. Postolache, Model and resilience analysis for handling chain systems in container ports // Complexity, vol. 2019, pp. 12, 2019
