Повышение механических свойств горячедеформированных порошковых сталей

Автор: Егоров Максим Сергеевич, Егорова Римма Викторовна, Пустовойт Виктор Николаевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 (84) т.16, 2016 года.
Бесплатный доступ
Целью работы являлось изучение основополагающих процессов формирования горячедеформированных порошковых сталей (ГДПС), а также сращивание материала частиц на уже имеющихся и вновь образующихся контактных поверхностях. Роль сращивания особенно велика при производстве материалов, работающих в нагруженных условиях. Очевидно, что какая бы ни была структура в объеме материала, окруженном бывшей поверхностью частицы порошка, до определенного уровня сращивания свойства порошкового материала будут определяться не морфологическими структурными особенностями, а качеством сращивания. Поэтому исследование межчастичного сращивания при формировании ГДПС остается актуальной задачей порошкового материаловедения. Таким образом, дополнительная обработка давлением горячедеформированных порошковых сталей может быть предложена не только для формоизменения, но и для повышения уровня их механических свойств.
Порошковая металлургия, горячая деформация, межчастичное сращивание, легирующие элементы
Короткий адрес: https://sciup.org/14250179
IDR: 14250179 | УДК: 621. | DOI: 10.12737/18272
Strengthening of hot-worked powder steels
The work objective is to study the fundamental processes of forming hot-worked powder steels (HWPS) and bonding the particulate material on the existing and newly formed contact surfaces. The role of splicing is particularly great in the process of manufacturing materials under the strained conditions. Evidently, whatever the structure in the amount of the material surrounded by the former powder particle surface, the powder material properties will be determined not by the morphological structural features, but by the splice quality up to a defined level of splicing. Therefore, the study of interparticle splicing in the formation of HWPS is a crucial task of the materials technology. Thus, further processing of hot pressurized powder steels can be offered not only for forming, but to improve their mechanical properties as well.
Текст научной статьи Повышение механических свойств горячедеформированных порошковых сталей
∗∗∗ The research is done within the frame of the independent R&D.
деформация. Для того, чтобы использовать аналитическое описание процесса уплотнения и развития контактной поверхности, полученное для сферической формы металлических частиц, экспериментальная часть исследования выполнялась с применением в качестве исходного материала железного порошка марки Atomet 4601 [7].
Экспериментальная часть . Образцы изготовлялись по следующей технологии: статическое холодное прессование (интервал значений исходной пористости 12-40 %), горячая допрессовка при температурах 950-1150°С (остаточная пористость<0,5%), объемная деформация в закрытом штампе в том же интервале температур. Из призматических прессовок вытачивались образцы с рабочей частью диаметром 5 мм для испытаний на статическое растяжение при комнатной температуре (ГОСТ 1497) и при охлаждении до -120°С. Во втором случае использовали методику испытаний, описанную в [8]. Криостат заполнялся смесью жидкого азота и петролеумного эфира. В процессе хрупкого низкотемпературного разрушения не происходит образования шейки, сопровождающее разрушение при комнатной температуре, что повышает точность определения площади контактного сечения.
Результаты низкотемпературного разрушения представлены на рис. 1. Значения низкотемпературного предела прочности практически не зависят от значения исходной пористости, которая варьировалась в отмеченном выше интервале. Механические свойства при комнатной температуре определялись на образцах с исходной пористостью 30%, являющейся оптимальной для используемой марки порошка [9].
Обращает на себя внимание тот факт, что с повышением температуры горячей допрессовки низкотемпературный предел прочности увеличивается, и при 1150°С его значение составляет 850 МПа независимо от исходной пористости.
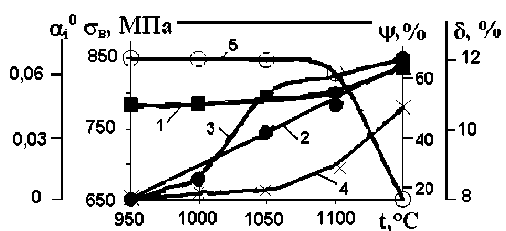
Рис.1. Зависимость предела прочности ГДПМ при 20 ° С (1) и 20 ° С (2), относительного удлинения (3), относительного сужения (4) и контактного сечения с незавершенным сращиванием (5) от температуры горячей допрессовки
С повышением температуры горячей допрессовки наблюдается повышение как прочности, так и пластичности ГДПС (линии 2-4). Максимум механических свойств достигается при 1150°С. Это обстоятельство позволяет рассматривать образец, полученный при этой температуре, в качестве эталона, характеризующего завершение процесса формирования внутрикристаллитного сращивания на всей контактной поверхности. Факт ярко выраженной зависимости низкотемпературного предела прочности ГДПС от температуры горячей допрессовки может быть объяснен следующим образом. Образцы получены в условиях горячего уплотнения в закрытой матрице и имеют одинаковую остаточную пористость до 0,5%. Так как в данных условиях уплотнения площадь контактного сечения является функцией пористости и совпадает по величине с площадью номинального поперечного сечения, то отмеченное отличие ГДПС в значениях предела прочности связано с незавершенностью межчастичного сращивания на определенном участке контактной поверхности, выпадающей из несущего внешнее нагружение сечения. Сопоставление значений низкотемпературного предела прочности у ГДПС, полученного при различных температурах горячей допрессовки, и эталона позволяет количественно определить относительную долю контактного сечения с незавершенным сращиванием (ai0) (рис.1, линия 5).
ai0=1- ствi/Gэ, где аи — низкотемпературный предел прочности ГДПС; аэ — низкотемпературный предел прочности эталона.
Наличие в структуре ГДПС участков контактной поверхности с незавершенным сращиванием следует рассматривать как элемент, облегчающий разрушение и, следовательно, играющий роль концентратора напряжений. Повышение уровня механических свойств ГДПС возможно путем устранения отмеченного структурного элемента в результате дополнительной обработки давлением порошкового образца [10]. Для проведения этой операции горячедеформированные образцы подвергались механической обработки для создания необходимого бокового зазора между ними и стенками матрицы и затем деформировались в горячем состоянии объемной штамповкой. Степень дополнительной горячей деформации определялась зазором между матрицей и образцом. Результаты исследования показаны на рис. 2.
Егоров М.С. и др. Повышение механических свойств горячедеформированных порошковых сталей
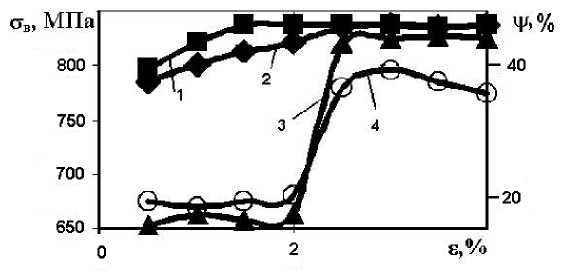
Рис.2. Зависимость механических свойств ГДПС от степени дополнительной пластической деформации: 1, 2 — -120 ° С (1); 3,4 — 20 ° С; 1,2,3 — а в ; 4 — у
Кривая 1 относится к ГДПС, горячая допрессовка которого проводилась при 1100°С, кривые 2-4 соответствуют ГДПС, полученному при 950°С. Дополнительная объемная деформация проводилась при 1000°С.
Обсуждение и результаты. Скачкообразное увеличение прочности и пластичности материала, наблюдаемое при степени деформации 2,5%, свидетельствует о завершении сращивания. При этой степени деформации низкотемпературный предел прочности достигает эталонное значение, которое на меняется при дальнейшем деформировании. Отмеченное значение степени дополнительной пластической деформации может быть истолковано как критическая величина, характеризующая минимальную степень деформирования, достаточную для завершения сращивания на всей контактной поверхности. Эта величина является функцией температуры горячей допрессовки, с повышением которой она монотонно уменьшается. Так при проведении горячей допрессовки пористой заготовки при 1100°С критическая степень деформации составляет 1,5%.
Выводы. Таким образом, дополнительная обработка давлением горячедеформированных порошковых сталей может быть предложена не только для формоизменения, но и для повышения уровня их механических свойств. Степень пластической деформации зависит от относительной площади контакного сечения с незавершенным при горячей допрессовки межчастичным сращиванием.
Список литературы Повышение механических свойств горячедеформированных порошковых сталей
- Friedman G. Properties of extruded Metal Powder. The International journal of Powder metallurgy and Powder Technology, 1980.-vol. 16.-№1.-Р. 29 -36.
- Sheppard T., Meshane H. Analysis of pressure requirements for Powder Metallurgy//The International journal of Powder metallurgy and Powder Technology.-1976.-V. 19.-№ 3.-Р. 121 -125.
- Henrik Karlsson, Lars Nyborg, and Ola Bergman. Surface Interactions during Sintering of Water-atomized Pre-alloyed Steel Powder//Euro PM 2004 Powder Metallurgy World Congress& Exhibition Austria Centre Viena, Austria 17-21 October 2004, Volume 3, page 23-28.
- Сращивание на контактных поверхностях при различных технологических вариантах горячей обработки давлением порошковых материалов/Ю. Г. Дорофеев, В. Ю. Дорофеев, С. Н. Егоров и др.//Порошковая металлургия. -1986. -№10. -С.31-34.
- Процессы сращивания в порошковых горячештампованных материалах на основе железа. Сообщения 1-3/Б. Ю. Дорофеев, В. Ю. Дорофеев, Ю. Н. Иващенко и др.//Порошковая металлургия. -1988. -№ 6. -С. 27-32.
- Дорофеев, В. Ю. Межчастичное сращивание при формировании порошковых горячедеформированных материалов./В. Ю. Дорофеев, С. Н. Егоров/-Москва: Металлургиздат, 2003. -151 с.
- Егоров, С. Н. Контактная и свободная поверхности пористого тела как функции пористости/С. Н. Егоров, Т. Н. Кичик, В. А. Гийденко//Порошковые и композиционные материалы. Структура, свойства, технология: сб. науч. трудов. Южно-Рос. гос. техн. ун-т. -Новочеркасск: ЮРГТУ, 2001.-С.22-26.
- Методы исследования механических свойств металлов/Под ред. С. И. Кишкиной, Н. М. Склярова.//Москва: Машиностроение, 1974. -320 с.
- Дорофеев, Ю. Г. Динамическое горячее прессование пористых порошковых заготовок/Ю. Г. Дорофеев. -Москва: Металлургия, 1977. -216 с.
- Дорофеев, В. Ю. Развитие активированной контактной поверхности при формировании горячештампованных порошковых материалов/В. Ю. Дорофеев, М. С. Егоров, С. Н. Егоров.//Изв. вузов. Северо-Кавк. регион. техн. науки. -2004. -№1. -С.64-66.
