Повышение надежности резьбовых соединений применением ультразвуковой сборки

Автор: Шуваев Вячеслав Георгиевич, Шуваев Игорь Вячеславович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.18, 2016 года.
Бесплатный доступ
В статье рассматриваются вопросы применения ультразвуковых колебаний при сборке резьбовых соединений. На этапе затяжки резьбового соединения ультразвуковые колебания способствуют снижению трения, а после окончания свинчивания для повышения стопорящих свойств формируется режим микросварки.
Резьбовые соединения, затяжка, ультразвук, трение, микросварка
Короткий адрес: https://sciup.org/148204705
IDR: 148204705 | УДК: 621.883
Improving the reliability of ultrasonic bolting assembly
The article deals with the application of ultrasonic vibrations in the assembly of threaded connections. At the stage of tightening threaded connections ultrasonic vibrations help to reduce friction, and after makeup to enhance the properties of the locking mode is formed bonding.
Текст научной статьи Повышение надежности резьбовых соединений применением ультразвуковой сборки
Резьбовые соединения являются одними из наиболее распространенных видов разборных соединений, применяемых в машиностроении, причем часть резьбовых соединений, используемых в таких отраслях промышленности как двигателестроение, автомобилестроение, авиастроение, определяют надежность и безопасность конструкции.
Эксплуатационные характеристики резьбовых соединений, такие как статическая и усталостная прочность, долговечность и др. в существенной степени зависят от качества поверхностного слоя резьбы, формируемого в процессе ее изготовления. Качество поверхностного слоя характеризуется макро- и микронеровностями, макро- и микроструктурой, степенью и глубиной деформационного упрочнения, величиной и знаком остаточных напряжений, а также физическими параметрами, определяемыми искажениями кристаллической решетки, плотностью дислокаций и др.
Эффективность процесса сборки и качество собранного соединения зависят от того, насколько эффективно с точки зрения последующей эксплуатации сформированы функциональные показатели резьбового соединения: статическая прочность, усталостная прочность, стопорящие свойства и их стабильность и т.д.
Важнейшим параметром качества резьбового соединения является сила затяжки. Сила затяжки создает заданное контактное напряжение на стыке соединяемых деталей, которое должно обеспечить необходимую плотность и герметичность стыка при действии на соединение внешних сил. В процессе сборки погрешности технологических факторов, к которым относятся неопределен-
Вячеслав Георгиевич Шуваев, доктор технических наук, доцент, профессор кафедры «Автоматизированные станочные и инструментальные системы».
ность методов и средств контроля силы затяжки, несоответствие расчетных параметров (коэффициентов трения, геометрических размеров резьбы, коэффициентов податливости и т.д.) фактическим значениям, перенапряжения си в резьбовом соединении, приводят к отклонению требуемой величины силы затяжки.
Качество сборки резьбового соединения определяется параметрами, входящими в выражение вращающего момента [1]:
P + ^ P d + ^ r ( D T - D 1 )
nd2 cos(v Z2)f 3(DT - D12) J, d2
2 d
M кр = Q 3
где Qз– сила затяжки резьбового соединения; d2 – средний диаметр резьбы; d – диаметр резьбы болта; D1 – внутренний диаметр резьбы гайки; DT – диаметр головки болта, винта или гайки; P – шаг резьбы; ц P - коэффициент трения в резьбовой паре; v - угол профиля резьбы; ц T - коэффициент трения по торцу головки болта.
Приведенная зависимость служит исходной основой для определения вращающего момента при затяжке резьбовых соединений деталей и характеризует многофакторную связь между моментом на ключе гайковерта и силой затяжки. Однако погрешности изготовления приводят к отклонению геометрических параметров резьбовых поверхностей и поверхностей соединяемых деталей, отклонению от перпендикулярности опорного торца гайки, головки винта или болта и отклонению от параллельности торцов шайбы и т.д., а также коэффициентов трения ц P и ц T , что приводят в процессе сборки к значительному разбросу силы затяжки резьбовых соединений.
Работа совершенная прикладываемым моментом затяжки расходуется на создание силы затяжки и на преодоление сил трения, при этом по различным оценкам на противодействие силам трения затрачивается от 70 до 95% работы. Силы трения в формируемом резьбовом соединении являются нестабильными и зависят от коэффициента трения в резьбе, коэффициента трения между поверхностями контактирования головки болта, гайки и шайбы с собираемыми деталями и от качества и геометрии контактирующих поверхностей. Соответственно, для повышения эффективности процесса необходимо снижать силы трения, что позволит снизить силовые требования к сборочному оборудованию, а для повышения достоверности контроля необходимо снижать влияние сил трения на результаты измерения.
Особенностью резьбовых соединений является сложность прямого измерения параметров, характеризующих их рабочее состояние, и для оценки качества соединений используют косвенные признаки, такие как момент затяжки, удлинение стержня болта, относительный угол поворота головки болта или сочетание этих параметров [2]. Наибольшее влияние на точность затяжки резьбовых соединений оказывает погрешность применяемых методов контроля, поэтому одним из основных направлений повышения эффективности резьбовых соединений является совершенствование существующих и разработка новых способов и средств контроля силы затяжки.
Метод контроля по величине момента обладает большой производительностью, но и наименьшей точностью, достигаемая неравномерность затяжки с контролем по моменту равна 30 %. Фактически этим методом характеризуются энергетические затраты, а не качество сформированного резьбового соединения.
Другой способ затяжки резьбовых соединений деталей основанный на том, что гайку завинчивают до тех пор, пока не устранят зазоры между соединяемыми деталями, а затем довинчивают гайку на заданный угол, является более точным, но обладает меньшей производительностью.
Метод затяжки с замером угла поворота прост, не связан с силами трения и, таким образом, не зависит от индивидуальных особенностей соединения. Однако сложность вычисления податливости стягиваемых деталей, определения начального угла, при котором полностью выбираются зазоры в соединении, ограничивает использование этого метода. Особенно большие погрешности возникают при затяжке по этому методу коротких болтов, так как расчетный угол поворота для таких болтов невелик, и погрешности метода сказываются в наибольшей степени.
Более сложным и дорогим способом контроля силы затяжки, обеспечивающим наибольшую точность среди перечисленных способов контроля соединений является измерение удлинения стягивающей детали.
Многообразие средств и методов для обеспечения тарированной затяжки резьбовых соединений и интенсификация разработки новых способов свидетельствует, с одной стороны, о важности проблемы и в то же время об отсутствии в настоящее время универсального способа с точки зрения надежности и экономичности обеспечения современных требований сборки.
Введение ультразвука в зону контакта оказывает существенное влияние на характер фрикционного взаимодействия и на его основные показатели. Механизм воздействия ультразвука на силы трения заключается в изменении кинематических условий контактирования поверхностей, а также в изменении характера напряженного состояния металла в зоне трения. Установлено, что в зависимости от схемы подведения колебаний при оптимальных амплитудах и от величины удельных нагрузок коэффициент трения снижается в 2 – 4 раза [3,4].
Ультразвуковые механические колебания используются одновременно для осуществления следующих полезных функций: во-первых, возбуждение резонансных колебаний приводит к снижению трения, устраняет перекосы и деформации в процессе свинчивания; во-вторых, ультразвуковые колебания по окончании процесса свинчивания используются для формирования режима схватывания, повышая стопорящие свойства резьбовых соединений; в-третьих, механические колебания являются источником информации о параметрах динамического качества колебательной механической системы.
В то же время использование ультразвука является весьма перспективным, а в ряде случаев и единственно приемлемым для контроля качества сборки резьбового соединения, когда используются нелинейные свойства и эффекты колебательных систем, как объектов диагностики. Эти методы основаны на использовании корреляционных связей между нелинейной упругостью с одной стороны и наличием зазора или изменением натяга с другой. Изменение жесткости отдельных элементов приводит к изменению приведенной жесткости узла, а вместе с тем и присущих ему динамических характеристик искусственно создаваемого вибрационного поля: собственных и резонансных частот и амплитуд колебаний, амплитудно-частотных характеристик, показателей демпфирования, добротности, импедансных и фазовых соотношений [5].
Получаемая информация может быть использована как для оценки качества формируемого соединения, так и для оперативного управления ходом технологического процесса сборки. В связи с этим, а также в связи с повышением требований к качеству, надежности и долговечности машин возрастает актуальность диагностики уже на этапе их сборки.
Введение ультразвука позволяет использовать эффекты объемного и локального воздействия ультразвуковых колебаний на протекание процесса сборки резьбовых соединений и дает возможность целенаправленно управлять про- цессом сборки путем изменения интенсивности вводимых колебаний. При ультразвуковой сборке коэффициент трения снижается, и при таком же, как при обычной сборке, моменте достигается большая сила затяжки, а для обеспечения заданной силы затяжки потребуется меньшее значение момента. Снижение момента затяжки напрямую зависит от величины коэффициента трения, определяемого интенсивностью ультразвуковых колебаний.
Разработан алгоритм ультразвуковой сборки резьбовых соединений (рис.1), в соответствии с которым затяжку производят с использованием эффектов снижения предела текучести и трения при воздействии ультразвуковых колебаний [5,6]. При воздействии ультразвука у материалов У появляется условный предел текучести σТ , причем с прекращением ультразвукового воздействия условный предел текучести принимает первоначальное значение σТ , и деталь, затянутая до условного предела текучести, может оказаться недозатянутой. Для каждой крепежной детали можно рассчитать и изобразить графически зависимость между прикладываемым моментом, коэффициентом трения, величиной силы затяжки и пределами текучести и прочности. Предлагается операции наживления, свинчивания и основную фазу затяжки проводить при максимальных значениях амплитуды ультразвуковых колебаний, а затем последовательно снижать амплитуду до минимального значения, причем уменьшение амплитуды колебаний производить при достижении условного предела текучести для данной амплитуды ультразвуковых колебаний [6].
Наживление, свинчивание и основную фазу затяжки следует производить при максимальных значениях амплитуды ультразвуковых колебаний. Сборка происходит с коэффициентом трения µ = 0,08(cборочный процесс идет по отрезку 0A). При приложении момента затяжки М З 1 достигается сила затяжки Q З 1 , напряжения в крепежной детали достигают условного предела У 1
текучести σ Т .
При прохождении процесса затяжки в области пластических деформаций положительный знак приращения крутящего момента меняется на отрицательный, что служит сигналом для уменьшения амплитуды колебаний. Снижение амплитуды ультразвуковых колебаний приводит к возрастанию коэффициента трения и изменению предела текучести до значения σТУ2 . Сила затяжки, создаваемая моментом М З1 снижается до значения QЗ 2 (отрезок AB).
При росте момента завинчивания до значения МЗ2 возрастает сила затяжки до QЗ3 (отрезок BC), и процесс затяжки входит в область пластических деформаций, при этом знак приращения крутящего момента изменяется, что служит сигналом для очередного снижения амплитуды. Коэффициент трения повышается, сила затяжки падает до QЗ4 (отрезок CD), предел текучести приближается к значению σТ . При дальнейшем росте крутящего момента (процесс сборки идет по отрезку DE) происходит возрастание силы затяжки, и при моменте М З3 она равна QЗ5.
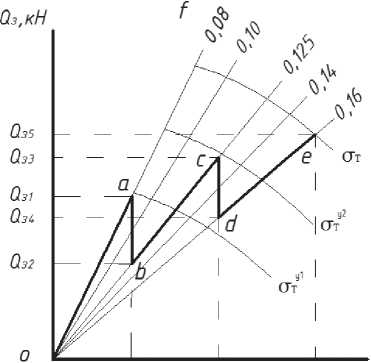
Мз1 Мз2 Мзэ Мз, Н-м
Рис. 1. Изменение силы затяжки крепежной детали в зависимости от прикладываемого момента при ультразвуковой сборке
Переход собираемого резьбового соединения от режима упругого контактирования в зону пластического деформирования характеризуется резким изменением частотных характеристик колебательной системы, что может быть использовано в качестве информативного показателя при диагностике качества сборки.
В процессе эксплуатации резьбовых соединений в условиях тепловых и вибрационных нагрузок в результате объемных пластических деформаций происходит самопроизвольное увеличение пластических микроконтактных деформаций в витках резьбы, на торцах болта и гайки, что приводит к снижению стопорящих свойств и самоотвинчиванию. Многообразие видов нагружения и условий и режимов эксплуатации резьбовых соединений вызвало необходимость в разработке различных методов, препятствующих самоотвинчиванию болтов, винтов и гаек. В процессе релаксации напряжений в резьбовом соединении участвуют два конкурирующих фактора: с одной стороны, в результате упругого восстановления в зонах фактического касания микронеровностей происходит частичная компенсация первоначального усилия затяжки, а с другой стороны, ползучесть болта его снижает.
Отклонение силы затяжки в меньшую сторону приводит к недотянутому соединению, что в процессе работы вызывает увеличение амплитуды вибраций, способствующих само- отвинчиванию и усталостному разрушению резьбового соединения.
При направленном введении в зону контактного взаимодействия резьбовых деталей дополнительной ультразвуковой колебательной энергии происходит интенсивное разрушение окисных пленок и образование вследствие этого в зоне трения ювенильных поверхностей и физического контакта деталей, ведущего к возникновению схватывания. В ювенильных зонах и происходит химическое схватывание материалов соединяемых деталей, а в условиях ультразвуковых колебаний и микросварка, что значительно повышает стопорящие свойства резьбовых соединений.
На рис. 2 изображена структурная схема разработанного устройства для реализации предлагаемого способа ультразвуковой сборки с режимом микросварки резьбовых соединений [7]. Устройство содержит неподвижный элемент 1 резьбового соединения (болт), подвижный элемент 2 резьбового соединения (гайку), собираемые детали 3 и 4, концентратор 5 колебаний, пьезокерамический преобразователь 6, который зажат посредством шпильки 7 между концентратором 5 и частотопонижающим элементом 8 (демпфером). В процессе навинчивания гайки на болт резьбового соединения происходит обжатие собираемых деталей, что приводит к увеличению площади контактирования деталей и изменению жесткости и демпфирования колебательной механической системы. А это в свою очередь ведет к изменению резонансной частоты и коэффициента динамичности. Колебания, прошедшие через испытуемое соединение, воспринимаются датчиком вибрации 9 и преобразуются в электрический сигнал, который после усиления в согласующем усилителе 10 поступает на входы частотомера 11 и измерителя 12 амплитуды вибрации. Сигнал с выхода измерителя амплитуды вибрации поступает в блок 13 определения резонанса и вход программного блока 14. Текущие значения амплитуды и частоты, поступающие на первый и третий входы программного блока, дают возможность построить амплитудно-частотную характеристику колебательной системы и определить текущее значение коэффициента динамичности.
При достижении текущим значением коэффициента динамичности установленного эталонного значения программный блок выдает сигналы на блок выдачи информации 15, на фиксацию (стопорение) крутящего момента и увеличение амплитуды сигнала с генератора электрических колебаний 16. По истечении заданной выдержки программный блок выдает команды на завершение процесса сборки. Время выдержки и амплитуда ультразвуковых колебаний зависят от типа
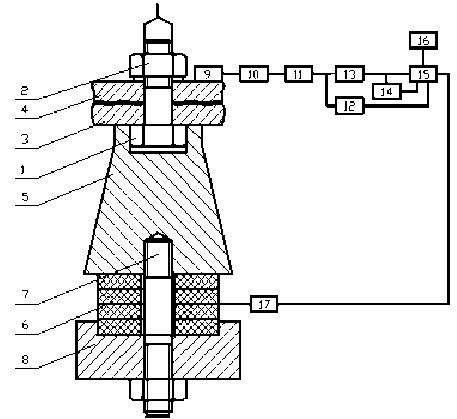
Рис. 2. Устройство для ультразвуковой сборки и микросварки резьбовых соединений резьбового соединения. Так в экспериментах для резьбы М10 достаточно надежное схватывание проявлялось при амплитудах ультразвуковых колебаний 6 мкм и времени выдержки 0,5 – 1,0 секунды.
Дополнительное введение механических колебаний в формируемое резьбовое соединение дает возможность совместить операции свинчивания и контроля качества, получать оперативную информацию о динамических параметрах качества соединения непосредственно в процессе сборки, а также предотвращать само-отвинчивание резьбовых деталей в процессе эксплуатации.
Сборка резьбовых соединений с наложением ультразвуковых механических колебаний способствует сглаживанию микронеровностей, упрочнению контактирующих поверхностей и адаптации соединения к последующим условиям эксплуатации.
Список литературы Повышение надежности резьбовых соединений применением ультразвуковой сборки
- Машиностроение. Энциклопедия. Технология сборки в машиностроении. Т. III-5/А.А. Гусев, В.В. Павлов, А.Г. Андреев и др. . М.: Машиностроение.2006. 640 с.
- Биргер И.А., Иосилевич Г.Б. Резьбовые и фланцевые соединения. М: Машиностроение, 1990. 368 с.
- Физико-химические методы обработки и сборки/М.С. Нерубай, В.В. Калашников, Б.Л. Штриков, С.И. Яресько. М: Машиностроение-1, 2005. 396 с.
- Марков А.И. Ультразвуковая обработка материалов. М.: Машиностроение, 1980. 237 с.
- Повышение работоспособности резьбовых соединений путем применения ультразвука при обработке и сборке: монография/Б.Л. Штриков, В.В. Головкин, В.Г. Шуваев, И.В. Шуваев. М.: Машиностроение, 2009. 125 с.
- Патент РФ на изобретение № 2319603. Способ ультразвуковой сборки резьбовых соединений/В.Г. Шуваев, Б.Л. Штриков, И.В. Шуваев//20.03.2008. Бюл. №8.
- Патент РФ на изобретение № 2502591. Способ ультразвуковой сборки резьбовых соединений/В.Г. Шуваев, И.В. Шуваев//27.12.2013. Бюл. № 36.
