Повышение нагрузочной способности при изготовлении профильно-сопряженной глобоидно-цилиндрической червячной пары

Автор: О. А. Суханова, А. В. Сутягин, Е. В. Патраев, И. В.Трифанов
Журнал: Космические аппараты и технологии.
Рубрика: Ракетно-космическая техника
Статья в выпуске: 3, 2025 года.
Бесплатный доступ
В космической технике для наведения антенн, объективов и других систем используются специальные приводы, к которым предъявляются высокие требования по точности позиционирования, плавности хода самоторможению, снижению габаритов и массы, повышению нагрузочной способности ресурса работы и КПД. Применяемые механические передачи систем космического назначения используются в виде комбинированных преобразователей, таких как зубчатые цилиндрическо-червячные, червячно-винтовые и др. При помощи червячных передач, обладающих самоторможением, возможно получение точных и малых перемещений. Основным недостатком, препятствующим повышению нагрузочной способности существующих глобоидных червячных передач, является нерациональная геометрия зацепления по линейчатому контакту винтовой поверхности глобоидного червяка и зубьев цилиндрического червячного колеса, что снижает нагрузочную способность и обусловлено технологической сложностью изготовления винтовой поверхности глобоидного червяка радиусного нелинейчатого профиля. Цель исследования – разработка КТР и технологии изготовления профильно-сопряженной глобоидно-цилиндрической червячной пары, обеспечивающей повышение нагрузочной способности, и методики расчета радиуса приведенной кривизны и пятна контакта сопряженных рабочих поверхностей. Исследование проводилось экспериментальными и математическими методами. Были разработаны модели, методики и технологическая схема нарезания винтовой поверхности вогнутого радиусного эвольвентного профиля глобоидного червяка ротационным точением. Разработанная технология изготовления профильно-сопряженной глобоидно-цилиндрической червячной пары может быть использована в космическом машиностроении, в самолетостроении, при производстве оборонной техники и в общем машиностроении.
Профильно‑сопряженная глобоидно‑цилиндрическая пара, винтовая поверхность, ротационное точение, радиус кривизны
Короткий адрес: https://sciup.org/14134063
IDR: 14134063 | УДК: 621.8 | DOI: 10.26732/j.st.2025.3.04
Increasing the load capacity in the manufacture of a profile-conjugated globoid-cylindrical worm gear pair
In space technology, special drives are used to guide antennas, lenses and other systems. They must meet high requirements for positioning accuracy, smooth running, self-braking, reduced dimensions and weight, increased load capacity, service life and efficiency. The mechanical transmissions used in space systems are used in the form of combined converters, such as toothed cylindrical-worm, worm-screw, etc. With the help of worm gears with self-braking, it is possible to obtain precise and small movements. The main disadvantage that prevents an increase in the load capacity of existing globoid worm gears is the irrational geometry of the engagement along the linear contact of the helical surface of the globoid worm and the teeth of the cylindrical worm wheel, which reduces the load capacity and is due to the technological complexity of manufacturing the helical surface of the globoid worm of a radius non-linear profile. The objective of the study is to develop the CTE and manufacturing technology of a profile-conjugated globoid-cylindrical worm pair, providing an increase in the load capacity and a method for calculating the radius of reduced curvature and the contact patch of the conjugated working surfaces. The study was conducted using experimental and mathematical methods. Models, methods and a technological scheme for cutting a helical surface of a concave radius involute profile of a globoid worm by rotary turning were developed. The developed technology for manufacturing a profile-conjugated globoid-cylindrical worm pair can be used in space engineering, aircraft manufacturing, in the production of defense equipment and in general mechanical engineering.
Текст научной статьи Повышение нагрузочной способности при изготовлении профильно-сопряженной глобоидно-цилиндрической червячной пары
В космической технике для наведения антенн, объективов и других систем на объекты земной поверхности используются специальные приводы, к которым предъявляются высокие требования по точности позиционирования, снижению габаритов и массы, повыше-
нию ресурса работы и КПД [1]. Применяемые механические передачи систем космического назначения используются в виде комбинированных преобразователей, таких как зубчатые цилиндрическо-червячные, червячно-винтовые, червячно-роликовые и др. Для комбинированного привода гиростабилизатора применяются цилиндрические зубчатые и червячные передачи. Использование червячных глобоидных передач в комбинированных приводах не требует применения дополнительных тормозных систем, так как червячный редуктор обладает самоторможением [2]. При помощи червячных передач возможно получение точных и малых перемещений, что используется широко в приборостроении, а также при изготовлении делительных и регулировочных устройств. Следует отметить, что глобоидные червячные передачи широко применяются в самолетостроении в кинематических механизмах, где необходимы высокая точность и плавность работы, а также при изготовлении приводов оборонной техники, в общем машиностроении.
Основным недостатком существующих глобоидных червячных передач является нерациональная геометрия зацепления [3, 4], которая обуславливает невысокую их нагрузочную способность из-за контакта между двумя рабочими поверхностями витков червяка и зубьев колеса с относительно малым приведенным радиусом кривизны и суммарной длиной контактных линий [2]. Такая геометрия зацепления обусловлена тем, что винтовая поверхность глобоидного червяка выполняется линейчатой при изготовлении. Требуется придать глобоидному червяку нелинейчатую форму винтовой поверхности для снижения контактного напряжения в зацеплении, повышения нагрузочной способности глобоидной червячной передачи, которая позволит уменьшить габариты и вес привода, а также повысит ресурс работы и КПД [5–7]. Известны червячные цилиндрические передачи (типа ZT), имеющие нелинейчатую винтовую поверхность червяка с вогнутым профилем его витков в сочетании с выпуклыми зубьями колеса. В передаче ZT значительно уменьшаются контактные напряжения благодаря увеличению приведенного радиуса кривизны, а также улучшению условий для жидкостного трения. Следует отметить, что технология изготовления передачи типа ZT достаточно сложна и дорогостояща, так как требует шлифования червяка тороидным кругом, поэтому такие передачи не нашли широкого применения из-за низкой производительности. В настоящее время наиболее распространены цилиндрические червячные передачи с линейчатой винтовой поверхностью витков червяка, которые достаточно просты при изготовлении, однако имеют недостатки по увеличению нагрузочной способности и КПД.
Анализ недостатков при изготовлении и эксплуатации червячных глобоидных передач показал, что они требуют совершенствования путем разработки новых КТР и технологий их изготовления.
1. Актуальность
Актуальной проблемой является разработка технологии изготовления глобоидного червяка с вогнутым эвольвентным профилем ротационным точением, сопряженного с ним цилиндрического колеса с выпуклым эвольвентным профилем цилиндрической червячной фрезой. Работа посвящена разработке комплексной технологии изготовления профильно-сопряженной глобоидноцилиндрической червячной пары, в 1,4–2,5 раза обладающей более высокой нагрузочной способностью, ресурсом работы в 2–3 раза и КПД на 10– 30 % выше по сравнению с существующими передачами.
Одним из эффективных путей решения данных задач для изготовления приводов с высоки- 159
ми эксплуатационными параметрами является усовершенствование технологии ротационного точения (РТ) винтовой поверхности вогнутого эвольвентного профиля глобоидного червяка принудительно вращаемым многолезвийным инструментом. Зубья выпуклого эвольвентного профиля сопряженного с червяком глобоидного цилиндрического колеса предлагается нарезать цилиндрической червячной фрезой, что позволит не применять более дорогостоящую глобоидную червячную фрезу. Это даст возможность повысить производительность процесса и снизить стоимость.
Новизна работы заключается в модернизации метода ротационного точения винтовых поверхностей вогнутого эвольвентного профиля глобоидного червяка при изготовлении профильносопряженной глобоидно-цилиндрической червячной пары, обеспечивающей повышение нагрузочной способности, а также методики расчета радиуса приведенной кривизны и пятна контакта сопряженных рабочих поверхностей.
2. Конструкторско-технологические решения
Конструкторско-технологические решения разрабатывались на основе схемы образования зацепления поверхностей глобоидной пары с вогнутым эвольвентным профилем глобоидного червяка и выпуклым эвольвентным профилем зубьев сопряженного цилиндрического колеса.
Нарезание витков глобоидного червяка 1 ротационным точением (РТ) производилось многорезцовой головкой 2 на зуборезном станке 5К328А по технологической схеме (рисунок 1), на которой показано распределение элементарных движений.
Для позиционирования величины круговой подачи при РТ было разработано уравнение кинематического баланса кинематической цепи станка 5К328А, а также схема связи круговой подачи с радиусом основной окружности и числом зубьев z многолезвийного инструмента, представленная на рисунке 2.
и |_ ОСМИЧЕСКИЕ АППАРАТЫ VI технологи ш^ин
Том 9
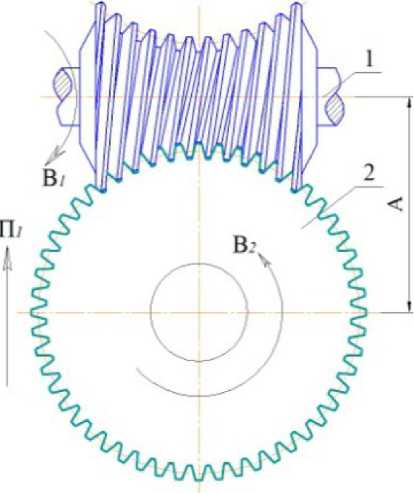
Рисунок 1. Схема нарезания ВП глобоидного червяка ротационным точением многорезцовой головкой: 1 – заготовка глобоидного червяка, 2 – многолезвийный инструмент, А – межосевое расстояние, В1 – вращение заготовки глобоидного червяка, В2 - вращение инструмента, П 1 - радиальная
подача инструмента
На основе уравнения кинематического баланса число оборотов многолезвийного инструмента ny рассчитывалось по формуле:
п = 0,338 —, (1)
y m • z где ny - число оборотов многолезвийного инструмента, ΔL – величина круговой подачи, m – модуль зацепления, z – число зубьев.
Число оборотов ведомого вала дифференциала рассчитывается по формуле:
пя. = 0,676 —, (2)
в.в.д. , , m • z где nв.в.д. – обороты ведомого вала дифференциала.
Контактные и изгибочные напряжения для опытной глобоидно-цилиндрической пары рас-
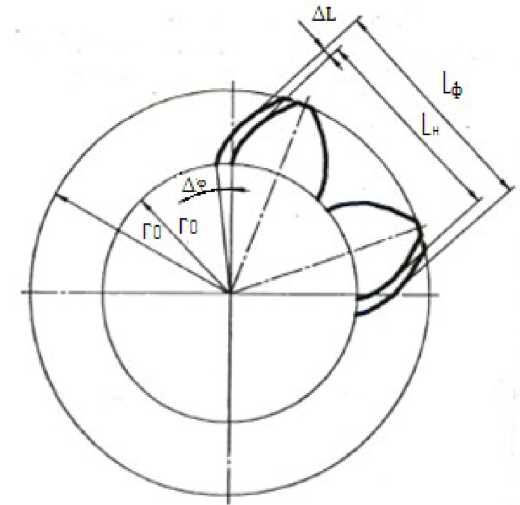
Рисунок 2. Схема связи круговой подачи ΔL с радиусом основной окружности r0 и числом зубьев многолезвийного инструмента, L ф – фактическая длина нормали многозубного инструмента; LH – номинальная длина нормали многозубного инструмента
считывались по формулам [8]. Геометрические расчеты и моделирование осуществлялись с учетом перспективных рекомендаций [9, 10]. Моделирование позволяет оценить радиусный профиль ВП глобоидного червяка и зубьев цилиндрического прямозубого колеса, а также возможного их профильного сопряжения [9].
3. Технологический процесс
Технологический процесс изготовления профильно-сопряженной глобоидно-цилиндрической червячной пары осуществлялся путем реализации схемы образования зацепления (рисунок 3) и схемы нарезания ВП глобоидного червяка РТ (рисунок 1). Процесс осуществлялся на модернизированном зуборезном станке 5К328А путем регулирования кинематической цепи методом подбора шестерен е и f согласно уравнению кинематического баланса.
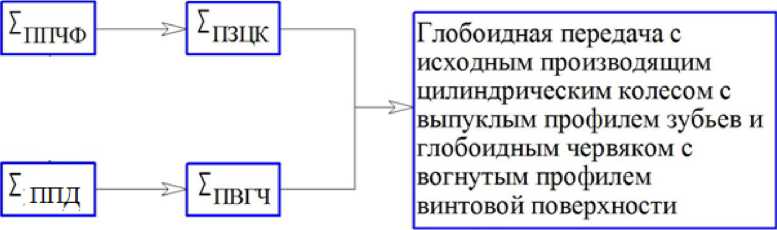
Рисунок 3. Схема образования зацепления поверхностей глобоидной пары с вогнутым эвольвентным профилем глобоидного червяка и выпуклым эвольвентным профилем зубьев сопряженного с глобоидным червяком цилиндрического колеса: ΣППЧФ – производящая поверхность цилиндрической червячной фрезы для нарезания зубьев сопряженного колеса глобоидной передачи и зубьев многолезвийного инструмента с эвольвентным профилем для нарезания винтовой поверхности глобоидного червяка с вогнутым профилем; ΣППД – производящая поверхность долбяка;
ΣПЗЦК – поверхность зубьев сопряженного цилиндрического колеса с выпуклым эвольвентным профилем; ΣПВГЧ – поверхность витков глобоидного червяка с вогнутым профилем, нарезанных многолезвийным инструментом ротационным точением

Рисунок 4. Нарезание витков глобоидного червяка с вогнутым эвольвентным профилем
На рисунке 4 показан процесс нарезания витков глобоидного червяка с вогнутым эвольвент-ным профилем РТ на зуборезном станке 5К328А.
Во время ротационного нарезания витков глобоидного червяка с ВП вогнутого эвольвентного профиля процесс срезания стружки происходит прерывисто за счет многолезвийности инструмента [11, 12].
При этом в результате двух движений режущего элемента – вращательного и поступательного, формируется трение качения со скольжением, что снижает силу резания при нарезании ВП глобоидного червяка, а также силовую нагрузку на режущий элемент многолезвийного инструмента. Температура в зоне резания определялась бесконтактным методом при помощи тепловизора модели HotFind DTx c абсолютной погрешностью ±2 °C в диапазоне 20…1500 °C. Температура поверхности элементной стружки в зоне резания была 149,5…268 °C, многолезвийного режущего элемента многолезвийного инструмента на выходе из зоны резания 42,2…67,3 °C, а на входе в зону
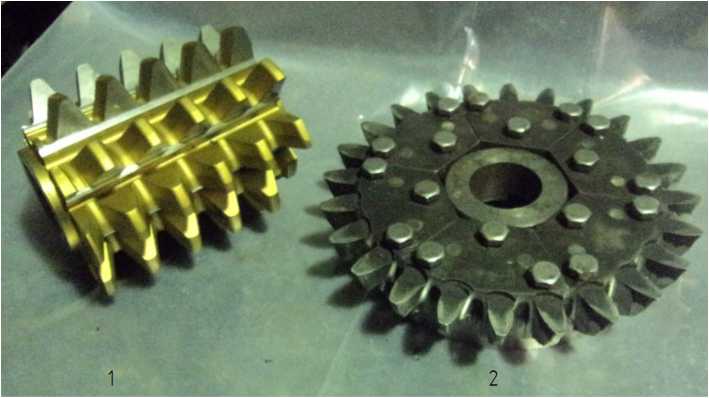
Рисунок 5. Червячная цилиндрическая фреза (1) и резцовая головка с эвольвентным профилем режущих элементов (2)
резания 37,2…61,3 °C, что повышает стойкость режущих элементов более чем в 20 раз [13].
Модуль нарезаемой ВП глобоидного червяка m=10, марка материала заготовки глобоидного червяка 40ХН, твердость 33–36 HRC. На рисунке 5 показаны червячная цилиндрическая фреза (1) , выполненная из быстрорежущей стали Р6М5К5, применяемая для нарезания зубьев выпуклого эвольвентного профиля цилиндрического колеса m10. Сборная резцовая головка m=10 (рисунок 5), содержащая 24 режущих элемента (2) , выполненных из быстрорежущей стали Р6М5, применялась для нарезания ВП глобоидного червяка вогнутого эвольвентного профиля [13, 14].
Режимы обработки: скорость резания V = 24 м/мин, величина радиальной подачи S = 0,5–2 мм/об [15].
4. Методика
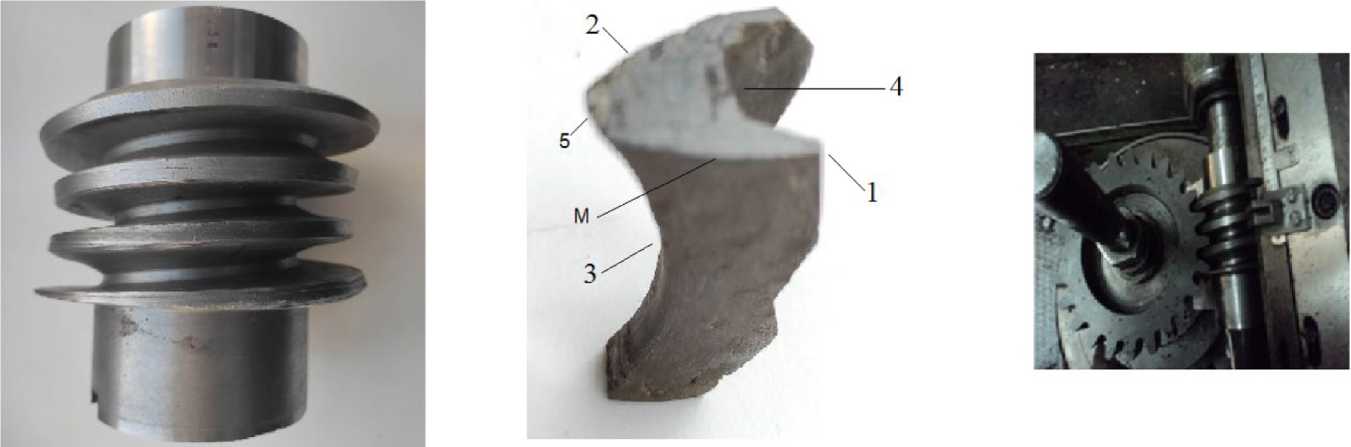
Методика определения радиуса приведенной кривизны профильно-сопряженной глобоидноцилиндрической червячной пары (рисунок 6в) основывалась на методе получения слепка межвит-
а
б
в
Рисунок 6. а – глобоидный червяк с вогнутым эвольвентным профилем винтовой поверхности; б – вид винтовой поверхности вогнутого эвольвентного профиля глобоидного червяка 1, 2 – профиль сечения винтовой поверхности, 3 – след поверхности на глобоидном червяке, 4 – след от зуба цилиндрического колеса, 5 – вершина ВП глобоидного червяка; в – зацепление глобоидной цилиндрической передачи
I/ I — ОСМИЧЕСКИЕ АППАРАТЫ VI ТЕХНОЛОГИИ нш
ковой поверхности глобоидного червяка (рисунок 6а) с вогнутым эво львентным профилем.
Кривая линия 1…5 (рисунок 7) радиусного профиля активной поверхности витка глобоидного червяка, скопированная со слепка (рисунок 6б), описывалась уравнением:
у = 0,0167 x 6 - 0,3 811 x 5 + 3,4406 x 4 - (3)
- 15,498 x 3 + 36,509 x 2 - 40,825 x + 16,683
Расчет радиуса кривизны p 1 активной поверхности глобоидного черв яка проводился в данной последовательности:
Первая производная уравнения (3):
Том 9
у , = у + -У - - 2 2, 93 . (9)
О 1 (–40,05; 22,93).
Радиус приведенной кривизны зуба сопряженного колеса:
d 230
р = d 2 sin а = 230 sin20 = 39,33, (10)
где d2 - делительный диаметр колеса, d2=230 мм; α – угол зуба в средней плоскости колеса.
Радиус приведенной кривизны в зацеплении зубчатого колеса и глобоидного червяка рассчитывался по фо р муле [11]:
у ' = 0,1002 x 5 - 1,9055 x 4 + 13,7624 x 3 -
- 46,494 x 2 + 73,018 x - 40,825
Вторая производная:
р = РР. = 248,36 мм (11)
(4) й Р - Р 2
Коэффициент снижения контактного напряжения в зацеплении оценива лся по выражению:
у " = 0,5 01 x 4 - 7,6 22 x 3 + 41, 2872 x 2 -
- 92,988 x + 73,018
K р,
248,36
, = 2,5,
39,33
М 1 (6,15); у "(6) = 4,3732 - координата точки М 1 ; у '(6) = 5,8046
Радиус кривизны витка глобоидного червяка кривая 1–5 в точке М (рисунок 7) рассчитан по формуле:
1 р1 = - = 46,73 мм, К где кривизна линии:
К =
4,3732
О. , <*' <«> 3
- 0,0214. (7)
где р 2 соответствует радиусу кривизны передачи с линейчатым чер вяком .
На основании формулы (12) следует, что контактное напряжение может быть снижено в 2,5 раза по сравнению с глобоидной передачей с линейчатым червяком.
На рисунке 7 показана кривая 2...5, скопированная с поверхности обратной стороны активной поверхности витка глобоидного червяка. Кривизна р3 в точке D рассчитывалась в следующей последовательности, кривая 2–5 описывалась уравнением:
О1 (х1, y1) – цен тр кривизны.
у = - 0,6667 x 3 + 9 x 2 - 43,333 x + 77.
-
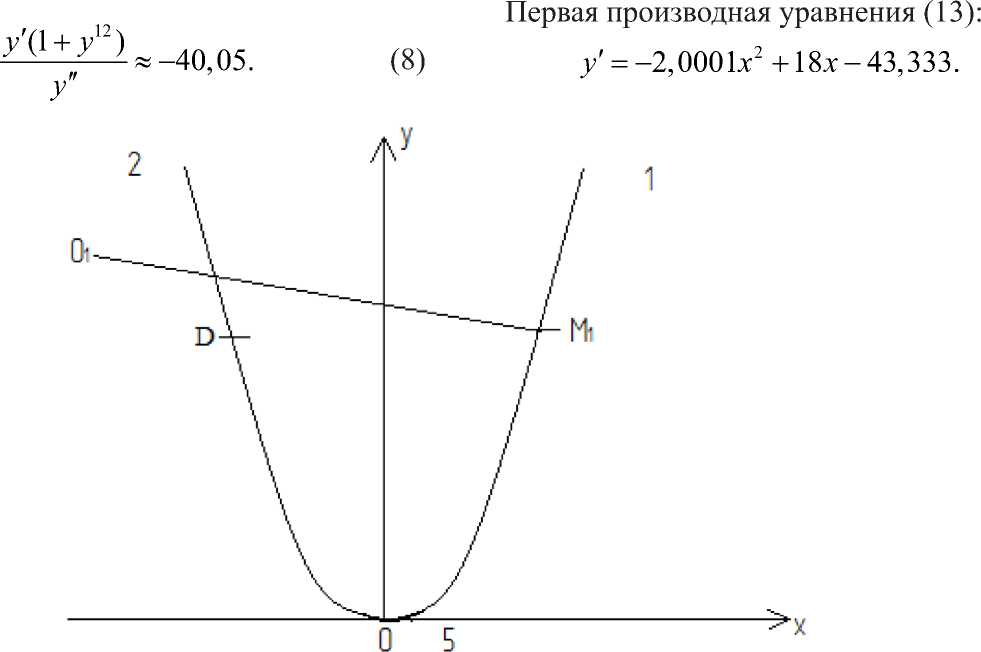
Рисунок 7. Кривая, описывающая профиль винтовой поверхности: 1–5, 2–5
Вторая производная:
y " = - 4,002 x + 18. (15)
Рассчитанные координаты D(4;5), y '(4) = –3,3346; y ''(4) = 1,9992.
Кривизна линии (2…5) согласно формуле (7) K=0,047; Радиус кривизны p3=21,1 мм кривой 2..5 противоположной активной поверхности витка глобоидного червяка. Центр кривизны О2(24,215;11,062).
5. Контроль
По окончании технологического процесса изготовления профильно-сопряженной глобоидноцилиндрической червячной пары производился контроль размеров глобоидного червяка и сопряженного с ним цилиндрического колеса при помощи 3D-сканера Creality CR-Scan Raptor. При этом также контролировались размеры слепка. Размеры ВП глобоидного червяка соответствовали 7 степени точности, а сопряженного с ним с выпуклым эвольвентным профилем 8 степени точности, что способствовало удовлетворительной сборке профильно-сопряженной глобоидноцилиндрической червячной пары. Нарезанный РТ радиусный профиль ВП глобоидного червяка позволил увеличить радиус проведенной кривизны в 6,1 раза профильно-сопряженной червячной пары. При этом было получено пятно контакта не менее 62 % (рисунок 8), что позволило сни-
Заключение
Разработанные КТР и технология ротационного точения принудительно вращаемым многолезвийным инструментом позволили нарезать ВП глобоидного червяка с вогнутым эвольвент-ным профилем с высокой производительностью, превышающей в 16 раз известные технологии. Обеспечить шероховатость поверхности Ra 2,2– 2,9 мкм и 7 степень точности.
Зубья выпуклого эвольвентного профиля, сопряженного с глобоидным червяком цилиндрического колеса, были нарезаны цилиндрической червячной фрезой, что позволило не применять дорогостоящую глобоидную червячную фрезу и снизить затраты на режущий инструмент. В процессе реализации технологии не потребовалось создавать специального металлорежущего оборудования для нарезания ВП глобоидного червяка радиусного профиля. Использовался модернизированный зубофрезерный станок 5К328А. Это дало возможность снизить существенно трудоемкость и затраты на изготовление профильно-сопряженной червячной глобоидноцилиндрической пары.
Разработанная методика определения радиуса приведенной кривизны профильно-сопряженной глобоидно-цилиндрической червячной пары позволила оценить его увеличение в 6,1 раза по сравнению с такой же передачей с линейчатым червяком, изготовленным по существующей технологии.
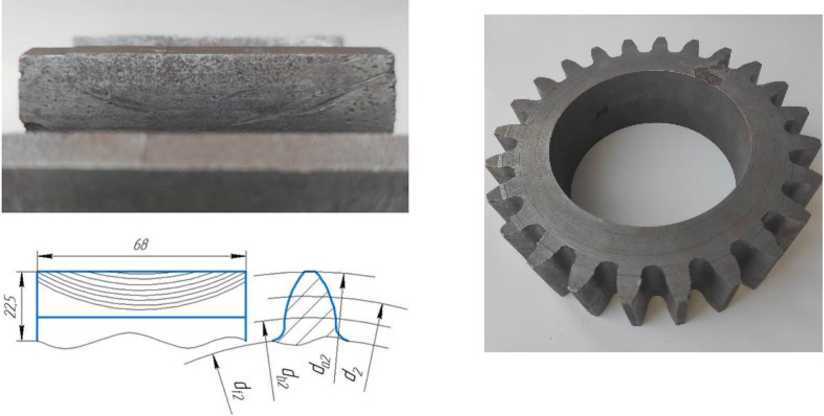
аб
Рисунок 8. а – пятно контакта в зацеплении глобоидной цилиндрической передачи; б – прямозубое цилиндрическое колесо
зить контактное напряжение в 2,5 раза, по сравнению с глобоидно-цилиндрической передачей с нелинейчатым червяком. Разработанная технология позволяет повысить нагрузочную способность профильно-сопряженной глобоидноцилиндрической передачи более чем в 2 раза.
Увеличение пятна контакта от 62 % сопрягаемых рабочих поверхностей позволяет повысить нагрузочную способность в 2,5 раза профильносопряженной глобоидно-цилиндрической передачи, срок службы в 2–3 раза за счет обеспечения надежного жидкостного трения в зацеплении.
Том 9
Список литературы Повышение нагрузочной способности при изготовлении профильно-сопряженной глобоидно-цилиндрической червячной пары
- Чеботарев В. Е., Фатеев А. В. Особенности ориентации навигационных космических аппаратов // Космические аппараты и технологии. 2018. Т. 2, № 2(24). С. 84–88.
- Сандлер А. И., Лагутин С. А., Верховский А. В. Производство червячных передач [Текст]. М.: Машиностроение, 2008. 272 с.
- Экспериментальная оценка конструкторско- технологических решений при зубообработке сопряженных звеньев глобоидной передачи с исходным цилиндрическим эвольвентным колесом / Л. С. Малько, А. В. Сутягин, И. В. Трифанов, Н. В. Захарова, О. А. Суханова. СТИН. 2020. № 10. С. 16–21.
- Куклин Н. Г., Куклина Г. С., Житков В. К. Детали машин: учебник М.: Высшая школа, 2008, 406 с.
- Суханова О. А., Малько Л. С., Захарова Н. В., Трифанов И. В., Патраев Е. В. Патент RU 2803611 (2023)
- Сандлер А. И., Лагутин С. А., Гудов Е. А. Теория и практика производства червячных передач общего вида: учеб.-прак. пос./ под общ. Ред. С. А. Лагутина. М.: Инфра – Инженерия, 2016. С. 276.
- Куклин И. Г., Куклина Г. С. Детали машин. М.: Высшая школа, 1987. С. 219–230.
- Суслин А. В., Барманов И. С. Методика расчета на прочность глобоидной червячной передачи // Frontier Materials Technologies.2022. № 2. С. 84–91.
- Верховский А. В. Геометрическое моделирование при анализе и синтезе червячных передач общего типа: диссертация на соискание ученой степени доктора технических наук. Московский государственный институт электроники и математики (технический университет), Москва, 2000. С. 10–45.
- Суханова О. А., Спирина Д. А. Никитина Л. Н., Соболь К. В., Трифанов И. В. Повышение эксплуатационных параметров червячных передач. Веб- конференция E 3S. Т. 471, 2024 г. https://www.e3s- conferences.org/articles/ e3sconf/abs/2024/01/e3sconf_titds2023_04010/e3sconf_titds2023_04010.html.
- Дунаев П. Ф., Леликов О. П. Конструирование узлов и деталей машин. М.: Издательский центр «Академия» 2003. 496 с.
- Влияние технологических режимов на выходные параметры процесса ротационным точением винтовой поверхности глобоидного червяка / А. В. Сутягин, Л. С. Малько, И. В. Трифанов // Фундаментальные исследования. 2016. № 2 (часть 1). С. 99–103.
- Mal’ko L.S., Sutyagin A. V., Trifanov I. V., Sukhanova O. A. Nonstandard slotting cutters with mechanical fastening of cutting insert // Russian Engineering Research. 2020. Vol. 40. № 6, pp. 501–502.
- Суханова О. А. Совершенствование технологии изготовления червячного привода антенны // Актуальные проблемы авиации и космонавтики. Сборник материалов IX Международной научно- практической конференции, посвященной Дню космонавтики. В 3 т. Красноярск, 2023. С. 911–912.
- Суханова О. А., Трифанов И. В., Спирина Д. А., Соболь К. В., Никитина Л. Н. Совершенствование технологии изготовления профильно- сопряженной червячной пары // Современные наукоемкие технологии. 2025. № 1. C. 61–66.
