Повышение производительности мехатронных комплексов лазерной обработки на основе зависимости контурной погрешности от параметров движения и исполнительных систем

Автор: Заруднев А.С., Илюхин Ю.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 3 т.9, 2007 года.
Бесплатный доступ
Предложен закон движения рабочего органа лазерных комплексов, обладающих упругими меха- ническими компонентами, который повышает производительность при обеспечении требуемой контурной точности движения. Параметры закона движения оптимизируются на основании вы- явленной зависимости контурной ошибки в узлах желаемой траектории от скорости движения, геометрических характеристик сегментов траектории и динамических свойств исполнительных приводов и механических компонентов.
Короткий адрес: https://sciup.org/148198006
IDR: 148198006 | УДК: 621.26+004.451.25
Increase of productivity of mechatronic complexes of laser processing on the basis of dependence of the planimetric error on parameters of movement and executive systems
The law of movement of working body of the laser complexes possessing elastic mechanical components which raises productivity with respect of demanded planimetric accuracy is offered. Parameters of the law of movement are optimized on the basis of the revealed dependence of a planimetric error in the joints of a desirable trajectory from speed of movement, geometrical characteristics of a trajectory segments and dynamic properties of executive drives and mechanical components.
Текст научной статьи Повышение производительности мехатронных комплексов лазерной обработки на основе зависимости контурной погрешности от параметров движения и исполнительных систем
где
| sin а | при 0 < 1 а < 0,5 п ,
1 при п > | а | > 0,5 п ;(7) ξω .min – значение коэффициента относительного демпфирования механической части с наименьшей частотой собственных колебаний; f 2 ( ω O . МIN , ω O . MAX ) – функция, характеризующая влияние динамических свойств исполнительных систем
f ( а ) = *
f 2 ( ω O . МIN
ω O . MAX
) = 1,5
ω О . МIN
ω О . МАХ
+ ------
2 ω С . П
(8) причём частота среза определяется в соответствии с правилом настройки следящих при-
водов по формуле (4).
Найденные эмпирические зависимости обладают приемлемой точностью. Об этом свидетельствуют графики (рис. 2) сравнения результатов вычислительного эксперимента (графики 1 и 3) и расчётов по предложенным формулам (6) – (8) (графики 2 и 4). Они получены для двухкоординатой системы управления движением при контурной скорости, равной 100 мм/с; переменных значениях частоты собственных колебаний ω О 1 одной из механических подсистем и фиксированных частотах собственных колебаний второй механической подсистемы ω О 2 , равных 105 с-1 (графики 1 и 2) и 55 с-1 (графики 3 и 4). Коэффициент относительного демпфирования для обеих механических подсистем равен 0,3, а угол между сегментами равен 90О.
Наибольшая погрешность определения максимальной относительной контурной ошибки по предложенным формулам (6) - (8) не превышает 26%. Поэтому они рекомендуются для построения алгоритмов выбора желаемой контурной скорости в узле траектории.
Повышение производительности при обеспечении заданной точности
На основании полученной зависимости желаемой контурной скорости от параметров траектории и динамических свойств механических подсистем сформирован закон движения рабочего органа и разработан алгоритм оптимизации значений его параметров в со-
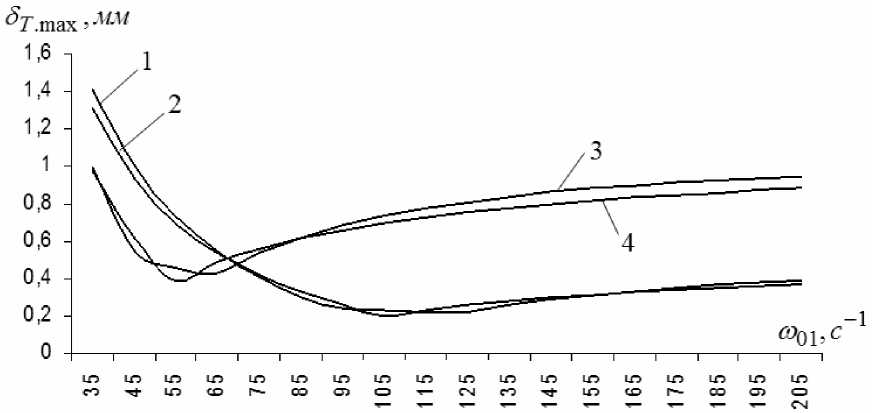
Рис. 2. Зависимость контурной ошибки от частот собственных колебаний механических частей
ответствии с требованием (1) и ограничениями (2) и (3). В соответствии с этим законом определяется желаемый путь L k ( t ) , который должен пройти рабочий орган вдоль k – го сегмента желаемой траектории в функции от времени t движения по этому сегменту
L k ( t ) =
akt 2
-
V HA4 t + 2
2 aktp
-
V HA4 t p + ^ + V HOM t
2 aktp
-
V HA Ч^р + ., + V HOM t n
akt 2 2
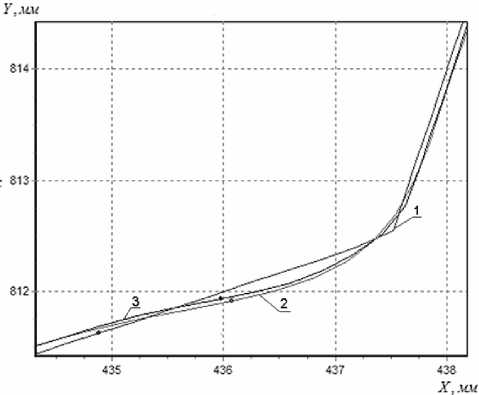
при 0 где VНАЧ и VНОМ – контурная скорость в начале сегмента траектории и номинальная контурная скорость, соответственно; аk – ускорение вдоль траектории; tP , tT , tП – времена разгона, торможения и движения с постоянной скоростью, соответственно, которые вычисляются в соответствии с уравнениями t VHOM VHA4 ak Lсег — (VHA4tp+ aktp tn = ) - (VHOMtT+ aktТ2 ) tT = VHOM VKOH ak VНОМ ; Здесь VКОН – контурная скорость в конце сегмента траектории. Путь Lk (t) является аргументом при определении желаемых координат рабочего органа, которые вычисляются с учётом типа и значений параметров каждого сегмента траектории. Значения параметров, характеризующих характер изменения контурной скорости выбираются максимально возможными и, таким образом, при использовании предложенного закона управления повышение производительности достигается в результате максимально быстрого движения рабочего органа через узлы траектории при соблюдении требований к точности и отсутствию разрывов контурной скорости в узлах. Разработан алгоритм определения оптимальных значений параметров предложенного закона управления движением рабочего органа, базирующийся на выявленных взаимосвязях точности исполнительных движений с геометрическими характеристиками траекторий, контурной скоростью движения и динамическими свойствами исполнительных систем. В результате анализа исходных данных о желаемой траектории этот алгоритм обеспечивает определение предельной контурной скорости на сегментах в виде отрезков прямых или дуг окружностей, а также в узлах траектории и максимальной допустимой скорости, реализуемой в узлах при разгоне и торможении. В результате работы алгоритма определяются все параметры закона управления, обеспечивающие минимальное общее время выполнения программы лазерной резки. Реализация системы и экспериментальное исследование точности и производительности Экспериментальная проверка результатов исследования выполнена с использованием разработанной авторами системы управления мехатронным лазерным комплексом, включающим в себя координатный стол с перемещениями 3400 х 2000 мм, цифровые исполнительные приводы на базе синхронных двигателей и преобразователей фирмы КЕВ и устройства управления на основе промышленного персонального компьютера с дополнительными периферийными устройствами. Комплекс имеет механические передачи в виде последовательно соединённых планетарных редукторов и зубчато-ремённых передач. Система оснащена специально разработанной программой управления, которая обеспечивает взаимодействие с пользователем, преобразует информацию о желаемой траектории и технологические данные в коды управления исполнительными приводами, лазером и вспомогательным оборудованием комплекса. При этом реализуется предложенный закон движения рабочего органа, минимизирующий затраты времени на обработку за счёт оптимизации профиля контурной скорости. Центральным в этой программе является блок оптимизации параметров закона движения. Программа написана на языке С++ в среде Borland C++ 3.11, работает под управлением операционной системы MS DOS 7.10 и обеспечивает жесткое реальное время с периодом квантования 3 мс. Рис. 3. Переходные процессы исполнительного привода Сравнение результатов математического моделирования и натурных экспериментов следящих приводов в составе лазерного комплекса показало качественное и количественное совпадение основных составляющих процессов, зафиксированных при моделировании и натурных экспериментах (рис. 3). На рис. 4 показаны: 1 – задающее воздействие, несущее информацию о желаемой скорости движения вала двигателя; 2 – процесс изменения скорости вала двигателя, полученный с помощью математической модели; 3 – процесс изменения скорости вала двигателя реального цифрового привода в составе лазерного комплекса, зафиксированный с помощью встроенного осциллографа. Среднеквадратичное отклонение скорости, полученной моделированием, от фактической скорости не превышает 10% Используемые в программе моделирования значения частот среза приводов получе- Рис. 4. Желаемая траектория движения рабочего органа (1), траектория, полученная путём моделирования (2) и фактическая траектория (3), зафиксированная в эксперименте. ны непосредственно по настроечным параметрам программно реализованных регуляторов положения и коэффициентам передачи фотоимпульсных датчиков положения. Значения частот собственных колебаний ωО1,…, ωОN и коэффициентов относительного демпфирования ξ1, …, ξN механических подсистем определены в результате идентификации параметров с использованием осциллограмм работы реальной системы. Исследование контурной погрешности также свидетельствуют о сходстве результатов, полученных экспериментально и путём моделирования (рис. 4). Экспериментальное исследование производительности системы, использующей предложенные закон движения и алгоритм оптимизации параметров, выполненное в компании “Лантан-Лазер”, свидетельствует о высокой эффективности предложенных алгоритмов управления. В частности, при выполнении управляющей программы лазерной резки с общей длиной реза более 32 м выигрыш производительности предлагаемой системы по сравнению с традиционной составил около 30%. При этом реальная результирующая контурная ошибка не превысила допустимый уровень, равный 100 мкм. Основные результаты исследования и рекомендации Полученные результаты исследования позволяют сделать вывод о том, что предложенные на основании математического моделирования и натурных экспериментов закон движения рабочего органа и алгоритм оптимизации его параметров обеспечивают повышение производительности лазерных комплексов, обладающих упругими механическими компонентами и предназначенных для резки деталей сложной формы. Предложенные закон движения и алгоритм могут быть также полезны для создания высокоэффективных систем управления ряда других технологических машин.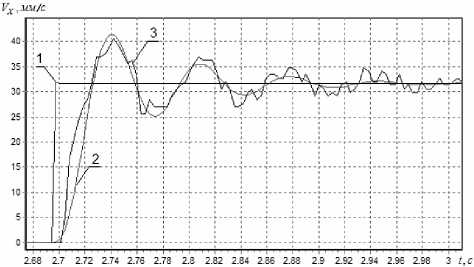
Список литературы Повышение производительности мехатронных комплексов лазерной обработки на основе зависимости контурной погрешности от параметров движения и исполнительных систем
- Подураев Ю.В. Мехатроника: основы, методы, применение. M: Машиностроение, 2007.
- Илюхин Ю.В. Синергетический (мехатронный) подход к проектированию систем управления технологических роботов//Мехатроника. 2000. № 2
- Илюхин Ю.В. Реализация мехатронного подхода при построении систем компьютерного управления комплексов лазерной и плазменной резки//Мехатроника, автоматизация, управление. 2005. №10
- Заруднев А.С., Илюхин Ю.В. Анализ точности движений лазерного комплекса//Сборник докладов IX-ой научной конференции по математическому моделированию и информатике. М.: МГТУ "Станкин" -ИММ РАН, 2006.
