Повышение ресурса деталей машин на основе электрохимикомеханической обработки

Автор: Макаренко Николай Григорьевич, Дегтярь Владимир Владимирович, Шефер Виктор Эдуардович, Рожман Михаил Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Актуальные проблемы машиностроения
Статья в выпуске: 2-4 т.17, 2015 года.
Бесплатный доступ
В статье представлены результаты исследований в области теоретического обоснования методов и технических решений для воздействия на поверхностный слой детали. Цель этих воздействий - создание в соответствии с условиями эксплуатации определенных свойств поверхности детали для достижения заданной долговечности. Повышение износостойкости, восстановление деталей в эксплуатации, управление физико-химическими процессами восстановления деталей возможно при комплексной электрохимикомеханической обработке.
Ресурс, долговечность, электрохимикомеханическая обработка
Короткий адрес: https://sciup.org/148203669
IDR: 148203669 | УДК: 621.
Increase the resource of machine details on the basis of electrochemical and mechanical processing
Results of researches in the field of theoretical justification the methods and technical solutions for impact on detail blanket are presented in article. The purpose of these influences - creation according to service conditions the certain properties of detail surface for achievement the set durability. Wear resistance increase, restoration of details in operation, management of physical and chemical processes of details restoration possibly at complex of electrochemical and mechanical processing.
Текст научной статьи Повышение ресурса деталей машин на основе электрохимикомеханической обработки
Рожман Михаил Николаевич, преподаватель кафедры эксплуатации бронетанковой и автомобильной техники электрофизикохимическими и комбинированными методами. В утвержденных Президентом РФ Основах политики Российской Федерации в области науки и технологий выделены 9 важнейших направлений развития науки, техники и технологий. Из них особо следует отметить: новые материалы и химические технологии, технологии живых систем.
Цель работы : научное обоснование, разработка и внедрение технических и технологических решений по увеличению долговечности машин и механизмов электрохимикомеханической обработкой (ЭХМО).
Новизна исследований :
-
- разработаны модели и определены закономерности нового комбинированного метода формирования поверхностного слоя изделий машиностроения – процесса ЭХМО контактным методом (ЭХМО-ЭК). Он основан на синтезе процессов электрохимического, химического, триботехнического и деформационного воздействия на материал этого слоя;
-
- выдвинута и подтверждена гипотеза безраз-борного восстановления пар трения механизмов и машин, а также управления их триботехническими характеристиками ЭХМО бесконтактным методом (ЭХМО-БК). Установлены соответствующие закономерности и разработаны необходимые методики;
-
- предложены и исследованы рабочие среды для условий технологических систем и эксплуатации трибосопряжений (а.с. 327904);
-
- разработаны и реализованы методики синтеза ЭХМО и других видов обработки, повышающих ресурс трибосопряжений;
-
- разработаны способы (а.с. 326667), (патенты 2084863, 2224627, 2250410, 2277704), устройства (а.с. 329969, 331540, 328842, 328239, 328258,
328238, пат. 2088817, 2302328), состав ИОЖ (а.с. 327904) для реализации трибосистемы с автокомпенсацией износа;
-
- получены закономерности и разработана методика создания технологических и эксплуатационно-технологических систем с регулированием выходных параметров процесса ЭХМО. Они распространяются на управление процессами приработки или восстановление изношенных деталей трибосопряжений, модификацию поверхностного слоя для получения заданных триботехнических и других свойств;
-
- разработана система автоматического регулирования процессами трения и изнашивания (пат. 2237554);
-
- обоснованы и внедрены методические рекомендации по повышению долговечности трибосопряжений методом ЭХМО (пат. 2260723).
-
- разработаны методы и средства диагностирования трибосистем (пат. 2278365, 2284021), конструкции узлов с повышенной долговечностью (пат. 2267044, 2266454, 2267678) [1-6].
В настоящее время большое число научных публикаций посвящено повышению износостойкости деталей, ресурса машин, в том числе с использованием избирательного переноса и самоорганизации трибосистем. В последние годы заинтересованность специалистов вызывают работы по созданию поверхностей трения деталей с заданными свойствами. Значительный вклад в создание и развитие теории и практики трибологии внесли известные ученые: Гаркунов Д.Н., Крагельский И.В., Аскинази Б.М., Поляков А.А., Костецкий Б.И., Чичинадзе А.В., Ребиндер А.В. и др. Следует отметить достижения в исследуемом вопросе зарубежных ученых: Ф.П. Боудена, Г. Польцера, Д. Тейбора, М. Хебды и др. Несмотря на успехи науки, ряд задач, имеющих большую практическую значимость, остаются нерешенными. Традиционные методы повышения износостойкости не всегда обеспечивают эффективную работу узлов трения. Актуален переход к использованию машин с заданным ресурсом работы. Существует потребность в недорогих технологичных материалах с заданными антифрикционными свойствами поверхностного слоя.
Надежность машин и механизмов определяется, прежде всего, безотказностью, долговечностью, ремонтопригодностью и сохраняемостью. Долговечность в основном определяет ресурс машины. Она зависит от условий эксплуатации, конструкции изделия, а также от особенностей технологического воздействия на поверхностные слои детали при ее создании. Следовательно, необходим новый высокоэффективный подход в решении проблемы повышения ресурса деталей машин.
Для исследования надежности трибосопряжений производился сбор и анализ статистических данных об отказах серийных гидравлических узлов бронетанковой и автомобильной техники и изделий общего машиностроения. По выборке из 250 насосов типа НШ установлено, что при наработке 3000 часов вероятность безотказной работы составляет всего 30%. При этом основной причиной отказов является износ трущихся поверхностей деталей. В результате выполненного анализа установлено:
-
1. В настоящее время принято считать, что износ происходит в результате воздействия на твердое тело сложной системы термодинамических и энергетических полей, взаимопреобразо-вания энергии этих полей. Нахождение возможности управлять потоками энергии – ключ к решению задачи повышения долговечности трибосопряжений.
-
2. Отсутствие единой теории трения и изнашивания обуславливает поиск индивидуального подхода в каждом конкретном случае.
-
3. Традиционные конструкционные и эксплуатационные мероприятия по повышению износостойкости деталей не обеспечивают необходимой долговечности машин. Решение проблемы снижения износа может быть достигнуто за счет применения новых технических решений.
-
4. Поверхностное упрочнение – один из основных методов повышения сопротивления деталей износу. Достигается это поверхностнопластической деформацией, химико-термической обработкой, созданием покрытий, обработкой поверхности высококонцентрированными потоками вещества и энергии. Возможности и границы применимости методов направленного воздействия определяются закономерностями изменения свойств сплавов при контактном взаимодействии.
-
5. Перспективное направление повышения долговечности деталей – компенсация износа в эксплуатации путем электрохимикомеханического осаждения вещества из смазочной среды на поверхности трения.
В ходе выполненных исследований обоснован принцип компенсации износа деталей машин с использованием источника энергии и вещества. Модель простейшего механизма состоит из двух тел, обменивающихся энергией через поверхность раздела в области контакта. Потеря массы контактирующихся тел является одним из основных явлений процесса изнашивания. Зависимость потерь массы от времени эксплуатации при непрерывном трении представляют тремя временными периодами:
I период – приработка (начальное изнашивание) – система самоприспосабливается
dZM C
dt = Μ1 или ZM(t)= C1t где t – время; ZM – количество теряемого металла; С – коэффициент, учитывающий условия трения.
II период – установившееся изнашивание
dZM
=C или ZM(t)=C t dt 2 2 (2)
III период – период ускоренного или аварийного изнашивания
M dZ M M 2
= C 3 Z или Z (t) = C 3 t
Известные способы повышения ресурса машин, как правило, направлены на уменьшение износа, т.е. увеличение срока работы сопряжения до наступления периода аварийного изнашивания.
выделяется металл и водород, а на аноде – кислород и кислотные остатки. В рассматриваемой модели катодами являются восстанавливаемые детали, а анодами – металлические электроды. Растворимые аноды делают из металла, который должен осаждаться на катоде, нерастворимые аноды изготавливают из свинца (только при хромировании). По закону Фарадея на катоде откладывается масса металла m
Mэ I τ m=
F
где М Э – масса эквивалента вещества, вступившего в реакцию, г/моль; I – ток, А; τ – время электролиза; F – константа Фарадея, 96485 Кл/моль.
В электролите присутствуют ионы металла и другие заряженные частицы – водород, гидроокиси металла и пр. В результате возникают потери электроэнергии, которые учитываются коэффициентом η
η=(G 2 -G 1 )/m
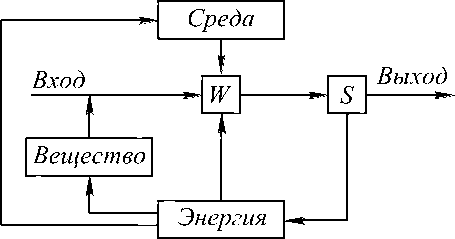
Рис. 1. Модель трибосистемы с самоорганизацией
где G 1 – масса детали до осаждения, г; G 2 – масса детали после осаждения, г.
Время Т осж наращивания слоя заданной толщины равно
T =1000 γ h/ αη D осж к
где γ – плотность металла покрытия; h – толщина слоя покрытия, мм; α – электрохимический эквивалент, г/А.ч; η – коэффициент потерь; D K – катодная плотность тока, А/дм2.
Отличительной особенностью автокомпенсации является то, что процесс износа характеризуется иной моделью трибопары (рис. 1) . На вход трибосистемы W подаются ионы металла, предназначенные для восстановления изнашивающихся частей. Информацию о состоянии системы получают с помощью датчиков S . Сигналы с датчиков являются управляющими для источника энергии, управляющего работой трибосистемы. Управление – изменение условий функционирования трибосистемы, достигается варьированием количеством и составом вещества, подаваемого в трибосистему, и модифицированием среды в зоне контакта. Функционирование таких систем описывается аналоговыми моделями теории инженерного системного анализа.
Основу процесса составляет электролиз металлов. При этом катионы перемещаются к катоду. Здесь они преобразуются в нейтральные атомы металла. Анионы перемещаются к аноду и преобразуются в нейтральные атомы. На катоде
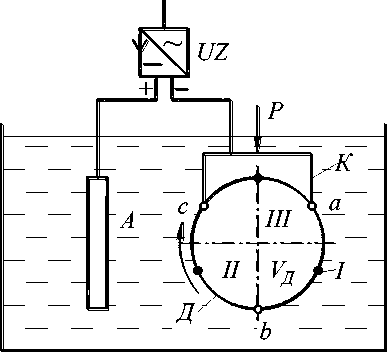
Рис. 2. Схема формирования поверхностного слоя детали в процессе ЭХМО
Удельная электропроводность раствора значительно зависит от концентрации электролита. При повышении температуры на один градус удельная электропроводность увеличивается примерно на 2,0-2,5% вследствие уменьшения гидратации ионов и понижения вязкости раствора. Значительное уменьшение электропроводности электролита наблюдается при относительно высоком давлении. Так, удельная электропроводность уксусной кислоты при давлении 200 МПа уменьшается на 40%.
Воздействие контртела К (рис. Ошибка! Источник ссылки не найден. ) (давление Р и трение из-за вращения детали) на участке с-а механически активирует поверхность детали Д . Такая поверхность имеет избыточную энергию и множество микро- и макродефектов. Электрохимический потенциал свежей поверхности детали составляет от 40 до 110 мВ, поэтому на участке a-b (см. рис. Ошибка! Источник ссылки не найден. ) происходит трибогальваническое осаждение из раствора более электроотрицательного металла (например, цинка). В этом проявляется одна из особенностей ЭХМО. Выделение металлического цинка дает прирост массы детали q XO . На участке b-c происходит электрохимическое осаждение на деталь цинка анода под действием внешнего электрического поля. Концентрация ионов цинка Zn2+ в растворе СОЖ достаточно мала (несколько грамм в литре). Поэтому совместно с ионами цинка будут разряжаться и ионы водорода H+. При этом одновременно протекают две электрохимические реакции: Zn 2+ +2e=Zn 2+ и 2H++2e = H 2 ↑ (в кислой среде); 2H2O+2e = H2 ↑+2OH (в нейтральной и щелочной среде)
По мере продвижения поверхности детали от точки b к точке с толщина поверхностного слоя растет ( q ГО ). Наличие микронеровностей на участках, более близких к аноду ведет к увеличению слоя на выступах. Часть осажденного на детали цинка неплотно сцепляется с деталью. Некоторая доля его попадает в раствор и увлекается к контртелу и попадает в зазор между деталью и контртелом. Из-за фрикционного натирания с деформирующим воздействием возникает слой с массой q ДН . Такое покрытие может иметь свойства, отличные от электрохимического. При определенном давлении контртела скорость электрохимического осаждения увеличивается в 3-10 раз, повышается микротвердость покрытия, и снижаются внутренние напряжения. На участке c-a возможен обратный переход – фрикционное натирание материала детали на контртело, при этом уже на контртеле возникает слой q ДК , масса детали уменьшается. Часть контртела q УК переходит в раствор, не изменяя массу детали. Этот эффект можно не учитывать при расчете массы детали.
В процессе эксплуатации детали поверхностный слой изнашивается. Масса детали уменьшается на величину qИС. Общий баланс массопереноса в самовосстанавливаемой трибо- системе выразится уравнением qХО +qГО ±qДН +qКН -qДК -qУД -qИС =0 (7)
Для подтверждения выдвинутой гипотезы проведены исследования по определению факторов, влияющих на основные физикомеханические свойства материала формируемых поверхностных слоев. Скорость осаждения ионов металла на трущиеся поверхности трибосистемы зависит от: силы тока, давления, скорости скольжения, свойств жидкости, количества ионов металла в жидкости, топографии поверхностей трения, физикомеханических, теплофизиче-ких свойств материалов анода и деталей и т.д. Управление интенсивностью осаждения металла возможно регулированием количества ионов металла в жидкости, изменяя параметры электростатического поля, создаваемого в смазывающей среде.
L т охватывающая деталь
S
A
А1
B 3
B 1
охватываемая деталь
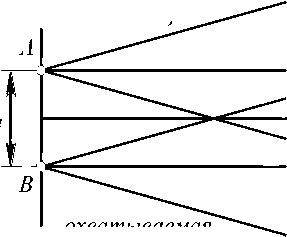
Рис. 3. Кинетические зависимости износа: размеры охватываемой детали стабильны – А-А 1 ; уменьшаются – А-А 3 ; увеличиваются – А-А 2 .
Размеры охватывающей детали стабильны – В-В 1 ;уменьшаются – В-В 3 ; увеличиваются – В-В 2
A2
B2
Принцип работы предлагаемой системы основан на притяжении ионов металла в смазочном масле к электродам, имеющим противоположную полярность. При этом, чем выше напряженность электрического поля, тем выше интенсивность насыщения смазки ионами металла. Максимальная напряженность электрического поля ограничивается характеристикой диэлектрических свойств жидкости и не может превышать 90-95% напряжения пробоя. Однако большинство современных смазочных материалов имеют высокое электрическое сопротивление. Поэтому для автокомпенсации (минимизации) износа в разрабатываемой трибосистеме необходимо применять слабые растворы кислоты, щелочи или синтетические масла. Создание трибосистем с управляемым ресурсом – типичная задача теории оптимального управления при заданных ограничениях. Такими ограничениями могут быть, например, температура в зоне трения, предельные зазоры в сопряжении и т.п.
Предлагаемая трибосистема позволяет управлять, в функции от времени работы τ, кинетическими зависимостями износа деталей (зазора) при названных ограничениях. Для получения трибосистемы с заданными кинематическими зависимостями (рис. 3) подбираются материал, конструктивные параметры анода и величина напряжения источника питания.
Стабилизация трибосистемы с использованием материала (вещества) и электрической энергии от внешних источников – основное условие стационарности состояния узлов трения и машины в целом. Это создает предпосылки для управления ресурсом машин. Стабилизацию технического состояния можно отнести к энергетике термодинамических процессов. Под этим понимается система, поддерживающая термодинамическое равновесие между трибосистемой и окружающей средой. Эта система обеспечивает массоперенос от анода, (элемент окружающей среды) через слой смазочного масла на изнашивающуюся деталь.
Выводы: установлено:
-
1. Основой управления трибосопроцессами в контактной зоне является атомно-молекулярное взаимодействие элементов трибосистемы.
-
2. Одним из способов управления трибопроцессами – создание самонастраивающейся системы, учитывающей воздействие внешних факторов, имеющей обратные связи, позволяющие управлять состоянием системы.
-
3. Управление электрохимикомеханическими процессами заключается в обеспечении компенсации износа с помощью энергии и вещества от внешних источников.
-
4. Механизм компенсации износа состоит в восстановлении окислов металлов на поверхностях трения.
-
5. Определяющими факторами электрохимикомеханической компенсации износа являются: плотность тока, свойства материала анода, свойства смазочной жидкости, условия работы трибосистемы.
-
6. Для применения трибосистем с самоорганизацией необходимо разработать методы и средства их построения и эксплуатации.
Список литературы Повышение ресурса деталей машин на основе электрохимикомеханической обработки
- Макаренко, Н.Г. Электрохимическое упрочнение и восстановление деталей трибосистем: Научное издание//Омский научный вестник, 2004. 254 с.
- А.С. 327904 СССР, МКИ G01N 3/56. Состав для получения износостойких покрытий/И.А Кравец, Н.Г. Макаренко, Н.И. Кузнецов и др. (КВТИУ). -№ 4528774; заявл. 02.04.1990; -2 с.
- Пат. 2237554 Россия, МПК В 23 Н/00. Устройство повышения долговечности трибосистем/Н.Г. Макаренко, Ю.К. Машков, М.Ю. Байбарацкая и др. -№ 2003106894; заявл. 12.03.2003; опубл. 10.10.2004, Бюл. № 28. 8 с.
- Пат. 2224627 РФ, МПК В23Н9/00. Способ обработки поверхности детали пары трения и устройство для его осуществления/Н.Г. Макаренко, В.В. Алексанов, С.М. Кузнецов и др. -№ 2002121904; заявл. 08.08.02; опубл. 27.02.2004, Бюл. № 6. 3 с.
- Пат. 2277704 РФ, МПК G01N 3/56. Способ и устройство восстановления плунжерной пары топливного насоса/Н.Г. Макаренко, А.Н. Головаш, Р.И. Косаренко и др. № 2005100892; заявл. 17.01.2005; опубл. 10.06.2006, Бюл. № 16.
- Пат. 2302328 РФ, МПК B23P 6/00. Устройство восстановления трущихся сопряжений двигателей внутреннего сгорания/Н.Г. Макаренко, В.Р. Эдигаров, А.Н. Макаренко и др. № 2005121351; заявл. 07.07.2005; опубл.10.07.2007, Бюл. № 19.
