Повышение ресурса соединений сварных узлов и конструкций железнодорожной техники

Автор: Зарезин Владимир Евгеньевич
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Диагностика и ремонт
Статья в выпуске: 4 (34), 2015 года.
Бесплатный доступ
В статье приведены наиболее распространённые способы уплотнения и снятия напряжения в зонах сварных соединений. На основе анализа показана эффективность использования способа ультразвуковой ударной обработки.
Сварные соединения, поверхностное уплотнение, остаточные напряжения, ультразвуковая ударная обработка
Короткий адрес: https://sciup.org/148186275
IDR: 148186275 | УДК: 621.79
Improvement of resource connections of welded constructions technology nodes teknics of railway troops
This article describes the most common ways of sealing and relieve tension in the weld. Based on the analysis of the efficiency of the use of ultrasonic peening method
Текст научной статьи Повышение ресурса соединений сварных узлов и конструкций железнодорожной техники
Наиболее слабыми звеньями конструкций являются сварные соединения, содержащие концентраторы напряжений – источники возникновения усталостных трещин, зоны с ослабленным сопротивлением хрупкому разрушению и наличием остаточных сварочных напряжений (ОСН) высокого уровня.
Как показывает статистика, 70 ÷ 80 % отказов в сварных конструкциях связано со сварными соединениями, хотя объем зоны сварных соединений в современных конструкциях не превышает 1,0 ÷ 1,5 % общего объема [1]. Отсюда следует, что к ответственному сварному соединению – детали грузоподъемной машины, отвалу бульдозера и т.п. должны предъявляться жесткие требования по качеству его выполнения.
Из опыта эксплуатации грузоподъемного оборудования и землеройных машин следует, что основными причинами неисправностей металлических конструкций в них является наличие трещин и свищей, которые расположены, в основном, в районе сварных швов. Вышеуказанные дефекты образуются в результате коррозионного воздействия агрессивных сред, а также могут возникать при проведении сварочных работ, в основном, на монтажных сварных швах (непровары, шлаковые включения и т.д.) -это, так называемые, технические дефекты. Ли- квидация локальных очагов и сквозных дефектов является одной из актуальных задач современной ремонтной технологии транспортного оборудования.
Основой применения технологии стали исследования влияния режимов и методов поверхностного упрочнения на остаточные напряжения, по результатам усталостных и коррозионно-усталостных испытаний и опыта внедрения процесса упрочнения.
Упрочнению подвергаются сварные соединения конструкций (корпусных) изготовленных из малоуглеродистых, низколегированных и высокопрочных сталей, а так же сплавов алюминия и титана.
Поверхностное упрочнение сварных соединений является технологической операцией, направленной на создание в зоне перехода наплавленного металла в основной металл пластических деформаций сжатия с целью снижения коэффициента концентрации напряжений, и тем самым повышения циклической долговечности сварного соединения в (1,8 ÷ 3,5 раза), коррозионно-механической прочности и долговечности сварной конструкции. Пластические деформации сжатия создаются с помощью игл – ударников, металлической дроби, металлических щеток и других видов ударников с использованием специального оборудования.
Поверхностное упрочнение следует применять на сварных соединениях конструкций, работающих в условиях повышенной коррозии и вибрации, при циклических нагрузках, в ответственных сварных соединениях. В некоторых особо ответственных конструкциях, а также конструкциях предъявляющих повышенные требования к точности их установки рекомендуется дополнительно проводить послойное упрочнение (проколачивание) сварных швов за исключением корневого прохода. Поверхностное упрочнение на ответственных стыковых соединениях, работающих в условиях циклической нагрузки, рекомендуется выполнять с двух сторон. В случае применения поверхностного упрочнения в основном для повышения коррозионной стойкости сварного соединения рекомендуется выполнять обработку в обязательном порядке с двух сторон.
Металлическое тело характеризуется напряженным состоянием, обусловленным неоднородностью пластических, линейных или объемных деформаций. Возникновение и перераспределение остаточных напряжений всегда связано с деформацией детали или конструкции, которая в общем случае определяется изменением взаимного расположения материальных точек внутри или на поверхности изделия. Возникающая деформация может быть временной или необратимой, вызываемой соответственно временными (возникающими под действием внешней нагрузки и исчезающими после ее снятия) или внутренними необратимыми (возникающими и уравновешивающими в пределах данного тела без воздействия внешней нагрузки) напряжениями.
Внутренние напряжения делятся: на напряжения I рода или уравновешивающиеся в пределах областей, размеры которых одного порядка с размерами тела, (вызываемые неоднородностью силового, температурного или материального поля внутри тела в зависимости от своей природы); напряжения II рода или кристаллитные, уравновешивающиеся в объемах одного порядка с размерами зерен и напряжения III рода или элементарные, уравновешивающиеся в объемах одного порядка с элементарной кристаллической ячейкой [2].
При изготовлении металлического изделия в течение длительного технологического процесса под влиянием различных технологических операций, вызывающих изменения в металле, возникают внутренние напряжения. В некоторых случаях внутренние напряжения создаются преднамеренно для улучшения качественных характеристик изделия (поверхностный наклеп, закалка, химико-термическая обработка), а при литье, штамповке, сварке, механической обработке возникающие внутренние напряжения, наоборот, снижают стабильность изделия, вследствие чего снижается качество продукции.
Возникновение остаточных напряжений связано с различными процессами, происходящими в металле. В течение одной технологической операции могут действовать один или несколько факторов различной природы.
Рассматривая возникновение остаточных напряжений при сварке, можно выявить следующее, что в большинстве случаев сварные конструкции состоят из большого числа элементов и сварных швов, внутренние напряжения которых взаимодействуют и могут распределяться различным образом. Последовательность приварки и жесткость элементов существенно влияют на остаточные напряжения.
Характерными особенностями сварки являются ее локальный характер, высокие скорости нагрева до температур, превышающих температуры плавления металла (3000° С при газовой и 4000° С при электродуговой сварке), что вызывает температурные напряжения, неоднородные структурные преобразования в шве и зонах термического влияния, изменение растворимости газов, окружающих сварной шов. Объем зоны распределения остаточных напряжений зависит от мощности и продолжительности нагрева, а также от структурных превращений, происходящих в зоне, непосредственно примыкающей к сварному шву (20 ÷ 25 мм при электродуговой и 80 мм при газовой сварке).
Вследствие структурных превращений изменяется удельный объем, так как при нагреве переход перлита и феррита в аустенит сопровождается уменьшением удельного объема, а при охлаждении превращение аустенита в мартенсит сопровождается значительным увеличением удельного объема. Кроме того, вследствие неравномерного охлаждения деталей, структурные превращения во всем объеме происходят не одновременно, и по мере охлаждения всего сечения распределение структурных напряжений изменяется. В низкоуглеродистых сталях распад аустенита при остывании происходит при температуре 600° С и мало влияет на остаточные напряжения, а в легированных сталях при остывании распад аустенита происходит при более низких температурах, когда металл находится в упругом состоянии и вызывает структурные остаточные напряжения, т.е. величина остаточных напряжений, вызванных фазовыми превращениями, зависит от химического состава стали.
В каждом изделии со временем происходит процесс релаксации, (т.е. снятие остаточных напряжений) основанный на термодинамической нестабильности структуры металла с остаточными напряжениями и происходящей без внешнего воздействия или под воздействием нагрева, статических и циклических нагру- зок, что приводит к изменению геометрических размеров изделия.
В общем случае переход структуры металла из нестабильного состояния к более стабильному происходит вследствие возрастания общей энергии металла, сообщаемой изделию в виде тепловой или колебательной. Тепловая энергия передается непосредственно от источника, а колебательная при циклическом погружении рассеивается в изделии из-за его демпфирующей способности.
При переходе атома в состояние, харак-теризируемое энергией, значение которой ниже на AF = F 1 — F 2 (результирующее изменение свободной энергии или движущая сила), преодолевается энергетический барьер AF А, представляющий собой свободную энергию активности реакции (рис.1).
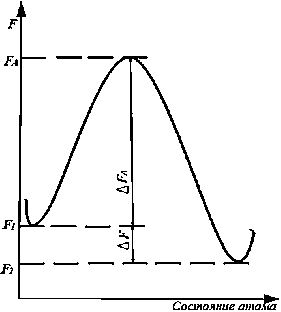
Рисунок 1 - Изменение свободной энергии атома, участвующего в превращении : F 1 , F 2 - свободная энергия в исходном и конечном состояниях соответственно; F A - максимальное значение свободной энергии
Скорость превращения определяется тепловыми флуктуациями, действующими на атом, и описываются соотношением
, (1)
где: К - постоянная Больцмана; Т - температура; С - постоянная.
Удобнее рассматривать термодинамику системы, пользуясь внутренней энергией активации ∆UA, связанной с ∆FA и энтропией активации AS A соотношением,
, (2)
Тогда где А - постоянная (частотный фактор).
Стабильными являются структуры с большими энергиями активации.
Выбор способа упрочнения в каждом конкретном случае обоснован требованиями качества поверхностного слоя, конструктивнотехнологическими особенностями упрочняемых узлов и условиями выполнения работы конструкций. Конкретный технологический метод выбирается с учетом возможности и доступности его применения в реальных производ- ственных условиях, наличии необходимого оборудования, обеспечения наиболее благоприятных санитарно-гигиенических условий труда, наименьшей трудоемкости и максимальной производительности процесса упрочнения.
По силе и глубине воздействия на сварное соединение способы обработки распределяются в следующей последовательности:
-
- обработка пучковым пневматическим молотком;
-
- ультразвуковая ударная обработка;
-
- обработка дробью и обработка щетками.
Для высокопрочных стальных и титановых конструкций упрочнение сварных конструкций рекомендуется выполнять пневмомолотом или ультразвуковой ударной обработкой (далее - УУО), для конструкций из малоуглеродистых сталей - обработка дробью, для конструкций из алюминиевых сплавов предпочтительнее - УУО, обработка дробью или быст-ровращающимися щетками. По производительности оборудования предпочтительно использовать УУО. По уровню шума и вибрации предпочтение отдается УУО, затем следует пневмомолот.
Работы по упрочнению проводятся после выполнения всех сварочных и правочных работ, а также испытаний.
При проведении сварочных работ после выполнения операции поверхностного упрочнения новые сварные соединения подвергаются повторной упрочняющей обработке.
Ультразвуковая ударная обработка является одним из перспективных способов импульсного воздействия поверхностного пласти-чесского деформирования (далее - ППД) на материалы и в частности, на сварные соединения. Она характеризуется многократным импульсным приложением нагрузки с высокой частотой (или суперпозицией частот). При этом обеспечивается снижение концентраций напряжений в сварном соединении, на обработанной поверхности создается упрочняющий слой с повышенной сопротивляемостью к усталостному разрушению, происходит перераспределение остаточных сварочных напряжений в сварном шве и околошовной зоне.
К основным характеристикам режима УУО, определяющим качество поверхностного слоя и коррозионную стойкость (эксплуатационные свойства), относятся: статическая сила прижима инструмента, амплитуда и частота колебаний волновода инструмента.
Результаты проведенных исследований показали, что процесс УУО представляет собой периодические следующие пачки (макроудары) микроударов. Частота следования макроударов - 20 ^ 200 Гц, частота следования микроударов в макроударах - 27 кГц. Таким образом, про- цесс УУО можно представить как частотно-модулированное ультразвуковое воздействие. Частота следования макроударов повышается с увеличением силы прижима инструмента, с уменьшением амплитуды колебаний волновода и уменьшением диаметра ударника. Продолжительность одного макроудара во всех случаях составляла примерно 1 мс. Пауза между макроударами – величина непостоянная даже при фиксированных параметрах инструмента и усилиях прижима.
Опыт применения технологии УУО в промышленности показывает, что созданное оборудование и технология обеспечивает выполнение УУО на поверхности материала с образованием наклепанного слоя глубиной 0,8 – 1,0 мм, с наличием в нем сжимающих остаточных напряжений. В нижележащих слоях происходит частичная релаксация остаточных растягивающих напряжений. Вид обрабатываемых зон корпусных конструкций методом УУО показан на рис. 2. Схема выполнения предварительного валика сопряжения и ППД на тавровом сварном соединении показана на рис. 3. и этот же образец может являться образцом-свидетелем для приемки качества сварного соединения.
Процесс УУО сварной зоны имеет довольно высокую производительность – 18-20 м/час (для сравнения: производительность дробеструйной обработки до 18 м/час, проковка пучковым инструментом 6-8 м/час).
-
1 - предварительный валик сопряжения.
-
2 - линия сплавления валика с основным металлом, подвергнутая ППД.
-
3 - линия сплавления валика сопряжения с наплавленным металлом сварного шва, подвергнутая ППД.
Отличительной особенностью технологии УУО является невозможность при обработке сварного соединения образования дефектов, снижающих прочность сварного соединения из-за неправильного выбора режима обработки, неверной последовательности действий и квалификации оператора.
Отличительной особенностью оборудования для УУО является малый уровень излучаемого шума и вибраций на корпусе инструмента по сравнению с традиционными методами ППД (пневмопроковка, обдувка дробью и т.п.)
Использование технологии УУО обеспечивает снижение уровня остаточных сварочных напряжений (ОСН) на 25-40%, повышение циклической прочности сварных узлов в 2-4 раза, а срока службы сварной конструкции в 510 раз.
Дополнительный эффект приносит метод УУО при использовании его для повыше- ния коррозионной стойкости сталей, особенно при воздействии агрессивных сред. В результате измельчения зерна при УУО снижается склонность стали к межкристаллитной коррозии.
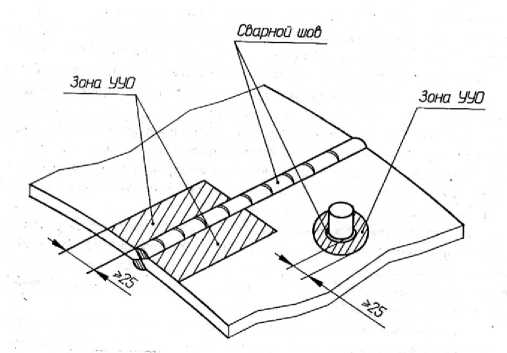
Рисунок 2 – Обрабатываемые зоны сварного шва корпусных конструкций
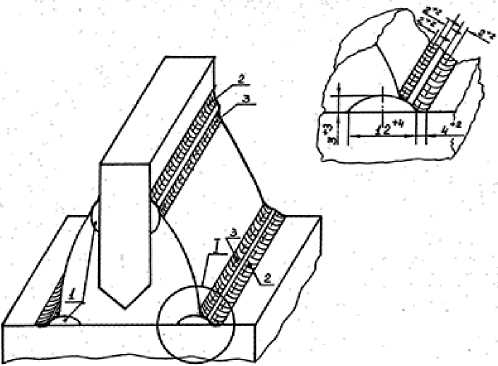
Рисунок 3 – Схема выполнения предварительного валика сопряжения и ППД на тавровом сварном соединении
Список литературы Повышение ресурса соединений сварных узлов и конструкций железнодорожной техники
- Махненко В.И. Совершенствование методов оценки остаточного ресурса сварных соединений конструкций длительного срока эксплуатации//Автоматическая сварка. 2003, №10-11, с. 112-121. (ИЭС им. Б.Е. Патона).
- Горынин И.В., Ильин А.В., Баранов А.В., Леонов В.П. Проблемы обеспечения прочности и ресурса морских ледостойких платформ шельфа Арктики//Автоматическая сварка. 2003, №10-11, с. 52-58.
- Зарезин В.Е. Возможности применения ультразвуковых технологий при эксплуатации и ремонте техники ЖДВ. Сборник статей научно-практических конференций; 27 ноября, 19 декабря 2014 г./ВИ (ЖДВ и ВОСО) -Петродворец, 2014. -156 с.
