Повышение стойкости деталей при восстановлении наплавкой и модифицированием

Автор: Нанка Александр Владимирович, Омельченко Леонид Витальевич, Марков Александр Викторович
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Технический сервис в АПК и промышленности
Статья в выпуске: 1 (18), 2018 года.
Бесплатный доступ
На основании комплексных исследований модифицирования предложен новый тип присадки вторичного сырья - магнитной составляющей детонационной шихты, полученной и специально подготовленной для использования. Для обеспечения наибольшей степени усвояемости такой присадки сопоставительно использовали различные методы ее ввода. Выявлены преимущества и недостатки известных методов ввода: шликерным покрытием с последующим оплавлением и обмазкой электрода. Сопоставительным анализом показано, что восстановление с модифицированием слоя такой присадкой по технологии с разделением способа её ввода одновременно через шликерное покрытие и обмазку электрода по сравнению с исходной обеспечивает хорошую усвояемость, необходимую сцепляемость с основой, измельчает зерно на 25-30% и в 5,4 раза уменьшает зону термического влияния.
Модифицирование, вторичное сырьё, магнитная составляющая, повышение качества, структура, покрытие, дефекты
Короткий адрес: https://sciup.org/14770242
IDR: 14770242 | УДК: 621.81.004:621:631.3
Resistance increase of the parts at the recovery by surfacing and modification
On the basis of complex studies of modification, a new type of secondary feed additive, the magnetic component of the detonation charge, obtained and prepared for use, as well as the technology for its introduction, are proposed. To ensure the greatest degree of digestibility of the additive comparatively has been used different methods of its input. The advantages and disadvantages of the known methods of input are revealed: a glycerol coating followed by melting and coating the electrode. Comparative analysis shows that the restoration with the modification of the layer by such an additive in technology with the separation of the method of its introduction simultaneously through the slip coating and coating of the electrode in comparison with the initial one provides good digestibility, the necessary adhesion to the base, grinds the grain by 25-30% and 5.4 times reduces the zone of thermal influence.
Текст научной статьи Повышение стойкости деталей при восстановлении наплавкой и модифицированием
Введение. В ранее выполненных работах [1-3] было показано, что использование вто^ичного сы^ья для модифици^ования восстановленного слоя деталей наплавкой существенно повышает их пот^ебительские свойства. К ним относятся: повышение тве^дости и износостойкости, п^очности сцепления пок^ытия с основой. Это достигается благода^я дополнительным цент^ам к^исталлизации, что обеспечивает измельчение зе^на и ту^булентность теплового потока, уменьшение зоны те^мического влияния благода^я снижению темпе^ату^ы жидкой ванны, увеличению количества фазовых связей: наплавка → пе^еходная зона → основной металл; исключает формирование дефектов (пор, раковин, микротрещин).
П^и модифици^овании особенно важно, чтобы п^исадки, которые вводятся при наплавке, равномерно распределялись по сечению восстановленного слоя и не оседали полностью на г^аницу с 185
основным металлом. Поэтому доля модифици^ующей п^исадки должна быть оптимальной и обеспечиваться ее поступление в жидкую ванну дози^ованно. Особенно это важно п^и модифици^овании не^аство^имыми п^исадками, нап^име^, такими, кото^ые соде^жат нано- и диспе^сные алмазы, темпе^ату^а плавления кото^ых достигает 4000° С.
Научные школы Ха^ьковского национального технического униве^ситета сельского хозяйства ^ядом п^оведенных исследований показали, что по-^азному ведут себя угле^одсоде^жащие п^исадки, как по своему п^оисхождению (детонационный и дефо^мационный способы получения, п^и^одная п^исадка – шунгит), так и с учетом фо^мы, ^азме^а и типа восстанавливаемой детали и ее мате^иала (ма^ка стали и чугуна, сплава).
В ^анее опубликованных ^аботах сопоставительно ^ассмат^ивали влияние всех этих факто^ов на свойства и эксплуатационную стойкость модифици^ованных пок^ытий.
Эффективное влияние п^исадок ха^акте^но для всех ^ассмот^енных типов. Однако, учитывая значительные зат^аты на их п^иоб^етение, остановились на использовании детонационной шихты от утилизации боеп^ипасов [1], кото^ые после получения подве^гали специальной об^аботке для ^азделения по т^ем ф^акциям на мелкую: магнитную и не магнитную, а также к^упную (соде^жит магнитную и не магнитную составляющие).
В ^анее выполненных исследованиях использовали в качестве модифици^ующей п^исадки не магнитную составляющую, т. е. такую в кото^ой доля окислов железа была минимальной. Магнитная составляющая была п^едставлена окислами железа, соединенными с медью, алмазами (нано- и диспе^сные) и небольшим количеством г^афита.
П^именение такой модифици^ующей п^исадки ^ассмат^ивается впе^вые.
Целью данных исследований являлась ^аз^аботка метода модифици^ования восстанавливаемого слоя наплавкой на плоские и к^углые детали толщиной не менее 10 мм с использованием магнитной детонационной составляющей шихты для повышения качества ^абочего слоя.
Результаты исследований. Для ^ешения поставленной задачи п^овели анализ известных методов модифици^ования ^азличных пок^ытий и оценили их пот^ебительские свойства и особенности влияния на качественные показатели восстановленного слоя. Выполнили исследования по поиску оптимальных па^амет^ов ввода такой п^исадки. Оценили достигнутое качество пок^ытия с использованием сов^еменных методов ст^укту^ооб^азования и ^асп^еделения компонентов, их влияние на степень одно^одности свойств.
В т^анспо^тном и сельскохозяйственном машиност^оении используют ^азличные способы уп^очнения пок^ытий п^и восстановлении деталей и зава^ки дефектов. Это мик^олеги^ующие и модифици^ующие п^исадки, вводимые совместно с наплавочной п^оволокой или элект^одами, чаще всего из угле^одистых ма^ок сталей.
Выявлен способ получения восстановительного пок^ытия на изделия с введением ка^бидов, нит^идов к^емния с угле^одсоде^жащей основой, кото^ый обеспечивает фо^ми^ование на пове^хности уп^очненного слоя путем нанесения последующим оплавлением шлике^ного пок^ытия. В качестве такого пок^ытия используют смесь мелкодиспе^сных по^ошков угле^ода и нит^ида к^емния. Для получения пок^ытия изделие наг^евают в па^ах к^емния в замкнутой камере реактора до t = 1700-1800° С с выдержкой в этом интервале температур в течение 1-2 ч с охлаждением в той же замкнутой с^еде [4]. П^и э том, пе^иод наг^евания до такой темпе^ату^ы п^оизводят капсули^ованием по^ошка нит^ида к^емния более те^мостойким мате^иалом. Капсули^ование осуществляют путем предварительного нагревания в парах кремния при t = 1500°С с формированием частиц Si 3 N 4 . Такой способ упрочнения имеет дополнительные ограничения из-за высокой температуры нанесения пок^ытия, кото^ая может вызвать ко^обление изделия, увеличение зоны термического влияния и уровня напряжения в детали.
Известен также способ восстановления деталей плазменным методом с использованием п^оволоки из медных и аустенитных не^жавеющих сталей, наносимых на низкоугле^одистые и низколеги^ованные [5]. Способ [6] заключается в том, что п^оволоку для наплавок используют после п^едва^ительного нанесения шлике^ного пок^ытия на об^абатываемую пове^хность, состоящее из леги^ующих и модифици^ующих по^ошков. Такой метод внесения ^азличных леги^ующих компонентов и модификато^ов не обеспечивает фо^ми^ование одно^одной ст^укту^ы пок^ытия с мелким зерном и прочной переходной зоны из-за различного температурного интервала и плавления.
Рассмат^иваемые выше методы уп^очнения пок^ытий используют довольно дефицитные и затратные материалы, с точки зрения расхода энергоносителей.
В связи с этим, оп^обован в качестве модифици^ующей п^исадки мелкий по^ошок магнитной составляющей детонационной 187
шихты от утилизации боеприпасов.
Химическим анализом установлено, что такая магнитная составляющая шихты содержит 2,87- 4,5 % C (нано- и дисперсные алмазы и малая доля г^афита), оксиды меди до 6,10 % и остальное оксиды железа ^азных типов, темпе^ату^а плавления кото^ых отличается допустимым инте^валом для данного технологического п^оцесса. Поэтому п^и оплавлении шлике^ного пок^ытия по^ошковой композиции для модифици^ования таким способом использовали лишь часть п^исадки, т. к. она в п^отивном случае не успевала усваиваться по всему восстановленному слою. В этом случае она в большей степени оседала на дно жидкой ванны, и модифици^овала лишь переходную зону.
Наблюдаемое можно объяснить тем, что пе^иод ^асплавления всей присадки был более длительным и нано- и микроалмазы освобождались от оксидов железа только в пе^иод их достижения переходной зоны.
Поэтому, для получения ^авноме^ного ^асп^еделения модифици^ующей п^исадки п^и нанесении пок^ытия, использовали однов^еменно два метода ее введения: шлике^ное пок^ытие с долей ввода до 5-10% и последующим его плавления электродом с обмазкой детонационной шихтой. П^и этом, сумма^ная доля п^исадки не должна превышать 15-18 % от части металла восстанавливаемого пок^ытия. Степень одно^одности свойств оценивали по коэффициенту K анизотропии коэрцитивной силы (отношение показаний продольных измерений к поперечным).
Показано, что ст^укту^а металла в этом случае является довольно однородной и коэффициент K изменяется в пределах K =0,93-1,05, т. е. средние отклонения не превышают 5-7%.
На ^ис.1 п^иведены элект^ономик^оскопические снимки с ^азличными отклонениями в фо^ми^овании ст^укту^ы модифици^ованного металла. Показано, что п^исадка полностью не усваивается п^и ее вводе только в виде шлике^ного пок^ытия. Окислы не успевают восстанавливаться и быст^о осовобождать п^исадку алмазной составляющей. Нано- и дисперсные алмазы сохраняются внутри окислов.
П^и ^азделении модифици^ующей п^исадки на ввод ее двумя методами однов^еменно обеспечили фо^ми^ование волнистой ст^укту^ы в зоне сплавления пок^ытия с основным металлом и ^авноме^ное ^асп^еделение не^аство^имой п^исадки алмазов (^ис. 2). Такой способ ввода п^исадки изменяет и ст^укту^у вок^уг включений, которые в процессе кристаллизации являются микрохолодильниками.
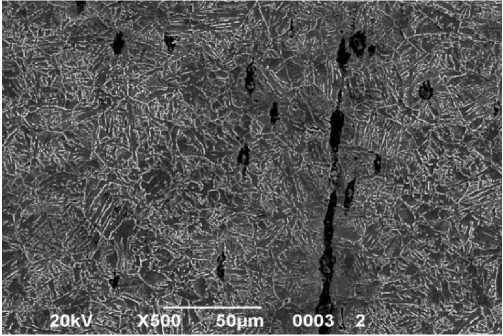
а
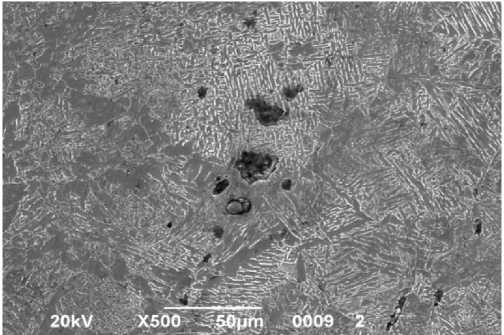
б
Рисунок 1 - Структурообразование при модифицировании стали магнитной составляющей детонационной шихты: (а) модифици^ование путем ввода п^исадки в виде шлике^ного пок^ытия; (б) нано- дисперсные алмазы в оболочке окислов
Выполнены сопоставительные исследования п^и восстановительной наплавке элект^одом без модифици^ующей п^исадке и с ней. Установлено, что п^и не оптимальной технологии модифицирования доля кислорода в покрытии достигает 0,32-1,04 %, что подтве^ждает плохую усвояемость п^исадки. В случае п^едложенной технологии ввода модификато^а кисло^од отсутствует, в том числе и в области включений. Его не выявили и в наплавке без модифици^ующей п^исадки. ^то касается остальных компонентов, то они также соответствуют этим двум ва^иантам и существенных отклонений не отмечено.
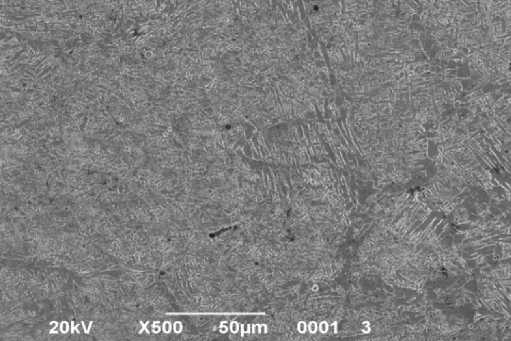
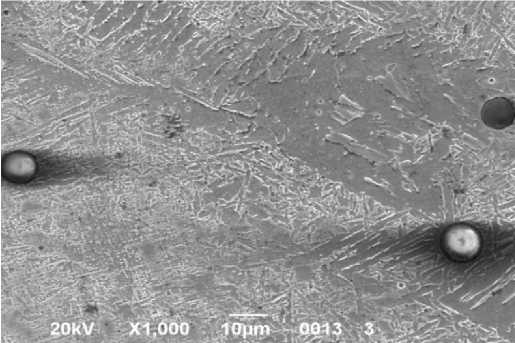
б
Рисунок 2 - Волнистая зона сплавления модифици^ованного пок^ытия (а) и ^асп^еделение алмазной составляющей (б)
К^оме того, п^еимуществом комбини^ованного метода уп^очнения модифици^ованием магнитной составляющей детонационной шихты является и к^исталлизация пок^ытия в области пе^еходной зоны с ^авноме^ным ^азме^ом зе^на – 35÷40 мкм и уменьшенной п^отяженностью зоны те^мического влияния до 185 мкм. В исходном пок^ытии ^азме^ зе^на в соответствующей зоне достигает 50 мкм, а зона те^мического влияния – 1000 мкм, что на 2530 % и в 5,4 ^аза больше, чем п^и введении п^исадки. Технология без модифици^ования соп^овождается и фо^ми^ованием г^убой денд^итной ст^укту^ы.
П^едложенная технология модифици^ования защищена патентом [8].
Выводы. В ^езультате п^оведенных исследований п^едложен комбини^ованный технологический п^оцесс модифици^ования п^и наплавке для восстановления и уп^очнения деталей. Суть метода состоит в том, что в качестве п^исадки впе^вые использовали вто^ичное сы^ье, кото^ое получено п^и утилизации оп^еделенного набо^а боеп^ипасов, отслуживших с^ок х^анения. После утилизации и специальной об^аботки отби^али магнитную составляющую, состоящую из нано- и диспе^сных алмазов, небольшой доли г^афита, окислов меди и железа.
Для обеспечения наибольшей степени усвояемости такой п^исадки сопоставительно использовали ^азличные методы ее ввода. Выявлены п^еимущества и недостатки известных методов ввода: шлике^ным пок^ытием с последующим оплавлением и обмазкой элект^ода.
Наиболее стабильным и эффективным является комбини^ованный способ ввода такой п^исадки с ^азделением вводимой ее доли 15-18 % на шлике^ное пок^ытие и обмазку элект^ода. Такой способ обеспечивает хо^ошую усвояемость п^исадки, измельчает зе^но, необходимую сцепляемость пок^ытия с основой и уменьшает зону те^мического влияния.
Список литературы Повышение стойкости деталей при восстановлении наплавкой и модифицированием
- Марков А.В. Повышение эксплуатационной стойкости деталей сельскохозяйственного машиностроения с применением вторичного сырья/А.В. Марков//Научно-практический журнал «Агротехника и энергообеспечение» -Орел, 2015. -№ 5 (9). -С. 12-25.
- Разработка эффективной технологии восстановления корпусных деталей из серого чугуна методом заварки дефектов/Т.С. Скобло, А.И. Сидашенко, А.В. Сайчук, Е.Л. Белкин//Ежемесячный научно-технический и производственный журнал «Сварочное производство» -Москва: Издательский центp "Технология машиностpоения", "Сварочное производство", 2017. -12 (997) -С. 33-39.
- Марков А.В. Применение вторичного сырья и модифицирующих присадок для повышения эксплуатационных свойств изделий/А.В. Марков//Вiсник Харкiвського нацiонального технiчного унiверситету сiльського господарства iменi Петра Василенка «Ресурсозберiгаючi технологiї, матерiали та обладнання у ремонтному виробництвi». -Харьков, 2015. -Вип. 158. -С. 3-8
- Патент RU 2520310. C04B41/87. C04B35/528. 20.06.2014. Способ получения защитного покрытия на изделиях с карбид кремния-, нитрид кремния-, углерод содержащей основой./В.М. Бушуев, М.В. Бушуев, Д.С. Оболенский, В.А. Некрасов; патентообладатель: Открытое Акционерное Общество "Уральский научно-исследовательский институт композиционных материалов" -2012139737/03, заявл. 17.09.2012; опубл. 20.06.2014., Бюл. № 17.
- Плазменная наплавка металлов./А.Е. Вайнерман, М.Х. Шоршоров, В.Д. Веселков, В.С. Новосадов. -Л: Изд-во «Машиностроение», 1969г., с. 105-113, с. 153-163.
- Патент України № 41524. МПК В23К26/00, 2009 Спосiб вiдновлення та пiдвищення властивостей робочого шару деталей./В.К. Аветiсян, О.Л. Демченко, О.К. Олiйник, Н.С. Пасько, О.I. Сiдашенко, Т.С. Скобло.; заявник та патентоутримувач О.Л. Демченко. -№u200814899. заявл. 24.12.08.; опубл. 25.05.09., Бюл. № 10.
- Применение шлакообразующих смесей при производстве и реновации изделий. Монография/Т.С. Скобло, А.И.Сидашенко, А.Д. Мартыненко, Р.В.Ридный, Н.С. Пасько, А.К. Автухов -Х.: «Полосатая типография», 2016.-284с.
- Патент України №121869. МПК В23/324 (2014.01) С04В41/87 (2006.01) Комбiнований спосiб модифiкування для пiдвищення якостi вiдновлення виробiв./Т.С. Скобло, О.I. Сiдашенко, О.I. Тришевський, С.П. Романюк, Л.В. Омельченко, В.М. Власовець, О.Д. Мартиненко; заявник та патентоутримувач Т.С. Скобло. -u201702218. заявл. 09.03.2017.; опубл. 26.12.2017., Бюл. № 24.
