Практическая реализация моделей системы оперативного календарного планирования многономенклатурного производства

Автор: Карпаев Сергей Александрович, Ларин Сергей Николаевич, Федоров Александр Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.18, 2016 года.
Бесплатный доступ
В статье приведен анализ цикла проектирования оперативно-календарного плана в проекции на технологическую подготовку производства (ТПП), выявлены его недостатки, особенности, пути повышения эффективности оперативно-календарного планирования. Для устранения недостатков предложено и описано взаимодействие системы оперативного-календарного планирования с системой автоматизации проектирования (САПР) ТПП. Разработан алгоритм проектирования оперативно-календарного плана с использованием истории успешных практик производства на множестве вариантов технологических процессов. Представлен пример формирования оперативно-календарного плана с использованием средств разработанных в процессе исследования.
Оперативно-календарное планирование, технологическая подготовка производства, интеграция систем, модель
Короткий адрес: https://sciup.org/148204369
IDR: 148204369 | УДК: 658.514.3:004.021
Practical realization of models of expeditious scheduling system at multinomenclature production
In article the analysis of a cycle of design the quick planned schedule in projection to the technological preparation of production (TPP) is provided, his shortcomings, features, ways of increase the efficiency of quick scheduling are revealed. For elimination of shortcomings interaction of system quick scheduling with system of automation of design (SAPR) TPP is offered and described. The algorithm of design of the quick planned schedule with use of history successful the practician of production on a set of options of technological processes is developed. The example of formation the quick planned schedule with use of the means developed in the course of research is presented.
Текст научной статьи Практическая реализация моделей системы оперативного календарного планирования многономенклатурного производства
проектирования и выбор оптимального варианта. Из возможных вариантов технологического процесса изготовления одного и того же изделия, равноценных с позиции технического принципа проектирования, выбирают наиболее эффективный и рентабельный вариант. С точки зрения построения производственных расписаний важно учесть и выбрать тот технологический процесс, эффективность и рентабельность от которого будет максимальна с учетом постоянно меняющегося приоритета изготовления в плане производства. Необходимость комплексного подхода при решении задач управления производством, автоматизированных систем ТПП и ОКП привело к унификации требований к подобным системам и появлению новых концепций.
В статье авторами раскрывается подход (который уже получил частичную реализацию) к извлечению и использовании истории успешных опытов производства, а так же множества вариантов технологических процессов САПР ТПП в процессе проектирования оперативно-кален-дарного плана, предлагаются оригинальные алгоритмические решения формирования оперативно-календарных планов.
Взаимосвязь систем САПР ТПП и ОКП. Оперативно производственное планирование в единичном производстве включает в себя: расчёт производственного цикла; построение календарного графика выполнения заказов; расчёт времени опережения в работе цехов; расчёт загрузки оборудования; регулярный учёт выполнения заказов. Расчет длительности производственного цикла изготовления изделия начинается с разработки календарного графика общей и узловой его сборки (циклограммы). Последняя определяет продолжительность производственного цикла и устанавливает очередность комплектования узлов изделия. После определения длительности цикла сборки изделия, продолжительности механической обработки и изготовления заготовок можно определить полный цикл изготовления изделий и составить график выполнения заказа, который служит важным документом для межцехового планирования на предприятиях с единичным типом производства. При составлении графика изготовления изделия учитываются технологические операции (на основании техпроцессов) также пролеживание деталей (межоперационное, межцеховое).
Проведенный анализ показал, что в существующих системах построения планов (например в системах, «СПРУТ-ОКП», «1С: Предприятие», «SAP» и др.) отсутствует технология анализа архива технологических процессов с точки зрения их проекции на производство, отсутствует предварительная аналитика загружаемых рабочих центров. Системы ОКП взаимодействуют с системами САПР ТП, PDM, ERP (рис.1). Наличие постоянного обмена данными является обязательным условием работы системы ОКП [1, 5].
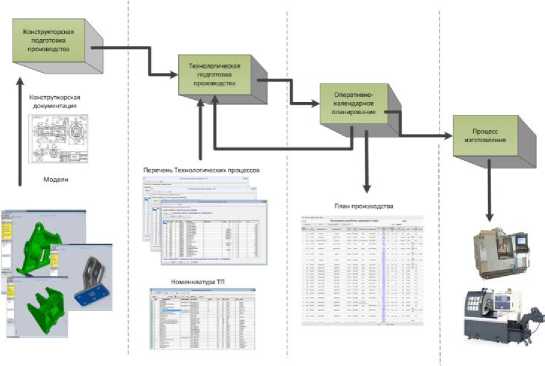
Рис. 1. Взаимодействие систем с ОКП
В процессе формирования производственных планов учитывается много характеристик: трудовые ресурсы, материальные ресурсы, рабочие центры и т.п. Также в процессе формирования плана производятся расчеты по минимизации временных потерь простоев оборудования, времени ожидания обслуживания (обеспечение комплектного выпуска деталей), минимизация времени выполнения всех работ по комплекту деталей с учётом подстановки наиболее эффективного технологического процесса. Все критерии в равной степени невозможно использовать в процессе построения плана, однако можно выстроить приоритетность самих критериев в соответствии со значимостью [5-7].
Цель работы: построение модели взаимодействия критериев технологических операций и критериев построения плана между САПР ТПП и системой ОКП.
Разработка модели интеграции систем ОКП и САПР ТПП. Инженерная подготовка производства изделия начинается с анализа конструкторской документации (КД), технических требований, технических условий (ТУ) разработчика и т.д. После получения КД инженер-технолог проводит анализ на возможность изготовления, и в случае, если оборудование и освоенная технология позволяет изготовить изделие – создает технологически процесс (ТП) в САПР ТПП. В систему ОКП загружается укрупненный план (помесячный, поквартальный и т.п.) производства, который благодаря алгоритму производит формирование календарного плана на каждый цех. В результате работы программного обеспечения на выходе получается цеховой оперативно-календарный план. Авторы стати предлагают при построении оперативно-календарного плана использовать исходные данные всех технологических процессов САПР ТПП (рис. 2).
Система ОКП
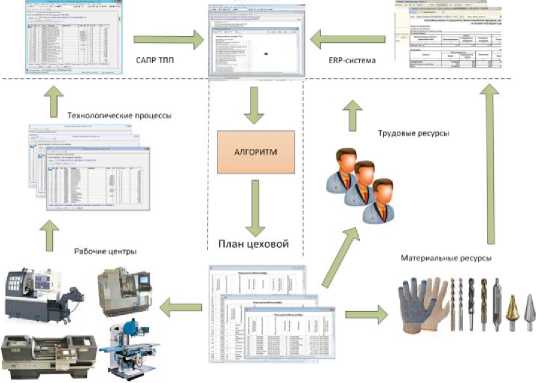
Рис. 2. Взаимодействие систем управления производством
При формировании оперативно-календарного плана система получает на планируемое изделие технологический процесс (из САПР ТПП) и технологические операции. Каждая технологическая операция с помощью алгоритма формирования цехового плана рассчитывается и передается на конкретный участок, где будет производиться сама технологическая операция. В процессе расчета во внимание принимаются такие параметры как, материальные ресурсы (доступность вспомогательного материала, наличие металлорежущего инструмента и т.п.), трудовые ресурсы (рассматривается наличие и/или отсутствие исполнителя на рабочем месте на указанный период планирования), ресурсы рабочих центров (учитывается график ремонта оборудования). В процессе расчета каждой операции производится расчет интервалов времени между операциями (Wij) среди множества деталей заказов (IS) планируемого периода Tвр. В процессе построения плана так же считается трудоёмкость операции (qik) на конкретном станке (Kn), длительность выполнения технологической операции (pij), в том числе множество всех технологических операций (Gi) (включая время простоев). При расчете система обращается к истории успешных практик и включает в план технологическую операцию на исполнителя, чья производительность выше других. На рис. 3 отражен процесс циклический, итерационный, где производится сравнение характеристик в момент построения оперативно-календарного планирования.
Уменьшение времени ожидания обработки для всех деталей или узлов заказа, простоев оборудования, а также сокращения времени всего производственного цикла выполнения заказа решение задачи оптимизации производственного процесса нужно выполнять в соответствии со следующими критериями: минимизация времени ожидания обслуживания (K1(i)), т. е. обеспечение комплектного выпуска деталей (суммируется одноименная номенклатура), улучшение структуры штучно-калькуляционного времени определенной по формуле:
Ki m = min (2 №s Wy) (1)
где W ij – интервал времени между окончанием (j-1)-й и началом j-й операции i-ой детали; I S – множество деталей заказа S.
Максимальная загрузка оборудования (K 2 ) является одной из основополагающих целей в производственном процессе. В расчет включено все множество операций i-той детали (G i ) и длительность выполнения операции ( p ij ). Изначально определяется значение p i по формуле:
Pi = ^j^Ptj) (2)
где p ij - длительность выполнения операции; G i – множество операций i-той детали.
Исходя из известной составляющей p i производится расчет длительности прохождения i-той детали в системе (F 1 ), включая время простоя по формуле:
Fi =W+Pd (3)
Таким образом, минимизация простоев оборудования (K 2 ) рассчитывается с учетом трудоёмкости операции i-той детали на k-том станке (q ik ) по следующей формуле:
K2 = m in ( q t k-2 ^,s Ft k $ ) (4)
В итоге минимизация времени выполнения всех работ по комплекту деталей рассчитывается по следующей формуле:
K3 = min(2 UIsRtk - 2 и/) (5)
где R ik – объем работ, который необходимо выполнить по i-той детали заказа s.
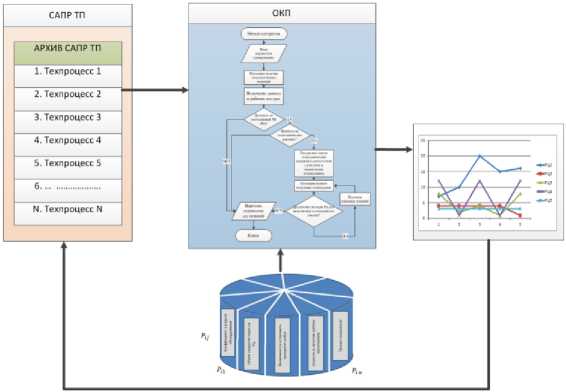
Рис. 3. Процесс итерации технологической операции в алгоритме
Алгоритмическая интерпретация модели ОКП. Методика интеграции САПР ТПП и ОКП представляется в виде последовательно выполняемых процедур:
-
1. Получение состояния всех видов ресурсов (материальные, трудовые ресурсы, ресурсы рабочих центров).
-
2. Получение итогового объёма мощности рабочих центров в зависимости от ресурсов.
-
3. Получение результата о выполнении плана.
-
4. Невыполненные технологические операции с наивысшим приоритетом добавляются в план.
-
5. Получение мощности невыполненных операций и формирование остаточной мощности рабочих центров.
-
6. Получение новой номенклатурной позиции плана.
-
7. Поиск технологического процесса на выбранную номенклатурную позицию из САПР ТПП.
-
8. Определение количества технологических процессов ранее используемых на производстве (если больше одной, то последующий цикл повторяется в зависимости от количества технологических процессов).
-
9. Определяются все технологические операции по выбранному технологическому процессу в сумме затрат на реализацию не превышающих смену или две смены рабочего дня (зависит от установок системы).
-
10. Каждая технологическая операция распределяется по рабочим центрам каждого из участка, которому
-
11. Определяются критерии, установленные в «барабане» (рис. 3).
-
12. Каждый критерий проверяется на условие добавления в рабочий центр (согласно п.10), если условие не
определена технологическая операция (методом сложения).
выполняется – технологическая операция не распределяется на рабочие центры и последующие операции техпроцесса не обрабатываются.
Алгоритм формирования оперативно-календарного плана представлен на рис. 4.
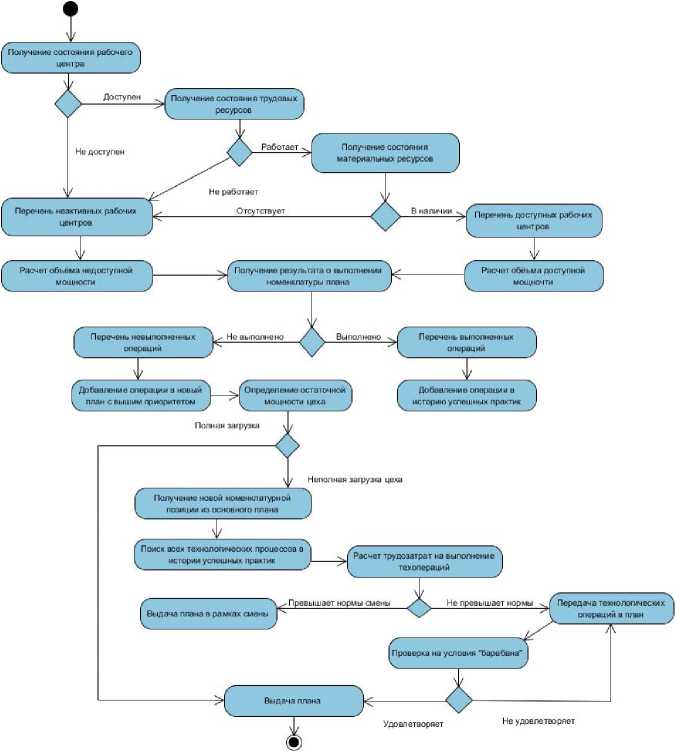
Рис. 4. Алгоритм интеграции САПР ТПП и ОКП
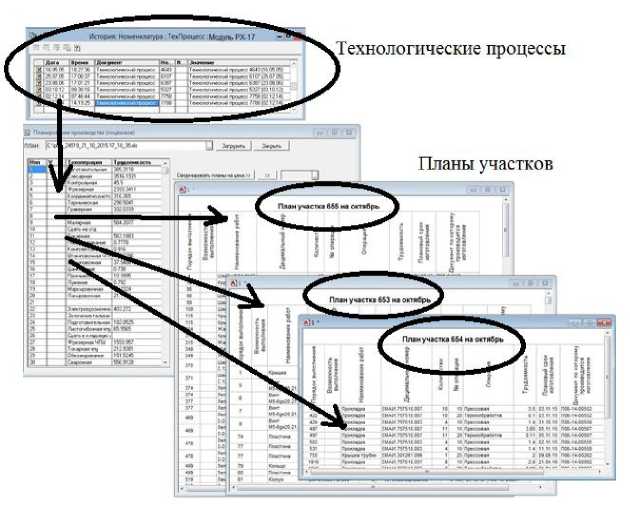
Рис. 5. Интерфейсная реализация интеграции САПР ТПП и системы ОКП
Практическая реализация. Система производит расчет текущего состояния выполнения установленного плана и выдает результат о выполненных операциях, а также о проценте его выполнения. Для построения плана на следующий период (периодом может быть любой промежуток времени между итерациями построения плана) необходимо установить атрибут «учитывать все технологические операции»: таким образом, система при расчетах обращается к истории технологических операций САПР ТП.
Каждый технологический процесс анализируется с точки зрения его последнего исполнения. Лучший по своим параметрам (под лучшим подразумевается техпроцесс скорость исполнения, которого самая высокая среди остальных, а так же его себестоимость его реализации по отношению к другим) технологический процесс система в порядке соответствующем общему плану обрабатывает и распределяет по рабочим центрам в план будущего периода. Таким образом, при формировании плана выполнения технологических операций производится аналитика всех технологических операций ранее выполняемых на производстве.
Выводы: предложена модель взаимодействия систем технологической подготовки производства и системы календарного планирования производства. Предлагаемая модель интеграции систем позволяет на этапе проектирования технологических процессов спрогнозировать итоговое время изготовления изделия с учетом загрузки рабочих центров. Прогноз осуществляется на основании истории успешных опытов, ранее изготовленных деталей, а также текущего состояния производственных мощностей. Таким образом, на стадии проектирования технологической подготовки определяется техническая возможность реализации всех технологических операций с учетом возможности их выполнения в рамках постоянно формирующегося календарного плана производства.
Список литературы Практическая реализация моделей системы оперативного календарного планирования многономенклатурного производства
- Чудаков, А.Д. Автоматизированное оперативно-кален-дарное планирование в гибких комплексах механообработки/А.Д. Чудаков, Б.Я. Фалевич. -М.: Машиностроение, 1986. 224 с.
- Капустин, Н.М. Автоматизация производственных процессов в машиностроении: под ред. Н.М.Капустина/Н.М. Капустин, П.М. Кузнецов, А.Г. Схиртладзе и др. -М.: Высшая школа, 2004. 415 с.
- Михайлов, А.В. Основы проектирования технологических процессов машиностроительных производств/А.В. Михайлов, Д.А. Расторгуев, А.Г. Схиртладзе. -Старый Оскол: ТНТ, 2010. 336 с.
- Спиридонов, А.А. Планирование эксперимента при исследовании технологических процессов. -М.: Машиностроение, 1981. 184 с.
- Гаврилов, Д.А. Управление производством на основе стандарта MRP II -СПб: Питер, 2003. 352 с.
- Татевосов, К.Г. Основы оперативно-производственного планирования на машиностроительном предприятии. -Л.: Машиностроение, 1985. 278 с.
- Гамма, Э. Приемы объектно-ориентированного проектирования. Паттерны проектирования/Э. Гамма, Р. Хелм, Р. Джонсон, Дж. Влиссидес. -СПб: Питер, 2001. 368 с.
- Детмер, У. Теория ограничений Голдратта. Системный подход к непрерывному совершенствованию. -М.: Анд проджект, 2007. 414 с.
