Практика применения метода SPC для анализа процесса производства велюрного материала

Автор: Хамдамов Б.Р., Фаттаев М.А.
Журнал: Экономика и социум @ekonomika-socium
Рубрика: Основной раздел
Статья в выпуске: 5-1 (96), 2022 года.
Бесплатный доступ
В данной статье иследован применения метода SPC для анализа процесса производства велюрного материала. Показано, что чтобы выпускать продукцию, устойчиво удовлетворяющую требованиям стандарта и ожиданиям потребителя, производители велюрного материала должны не только обеспечить стабильность процесса производства, но и снизить его естественную вариацию.
Велюрный материал, качество, статистическое управление процессами, вариация, метод
Короткий адрес: https://sciup.org/140292002
IDR: 140292002
Practice of applying the SPC method to analyze the production process of velur material
This article explored the application of the SPC method to analysis of the production process of velur material. Shows that in order to produce products that consistently meet the requirements of the standard and consumer expactations, manufacturers of velur material must not only ensure the stability of the production process, but also reduce it is natural variation.
Текст научной статьи Практика применения метода SPC для анализа процесса производства велюрного материала
This article explored the application of the SPC method to analysis of the production process of velur material. Shows that in order to produce products that consistently meet the requirements of the standard and consumer expactations, manufacturers of velur material must not only ensure the stability of the production process, but also reduce it is natural variation.
Повышение качества готовых изделий – одна из самых актуальных задач для текстильных фабриках. Ключевые факторы, которые определяют возможные пути повышения качества велюрных материалов, следующие: качество синтетического сырья, уровень технологических исследований сырья, технический уровень и состояние технологической линии, технологическая дисциплина и организация производства. Однако в публикациях, посвященных повышению качества продукции велюрных материалов, незаслуженно мало внимания уделяется таким инструментам анализа и регулирования технологии, как статистические методы. Необходимо отметить, что если на предприятии идет внедрение системы менеджмента качества на основе международных стандартов ИСО серии 9000, то без применения статистических средств и методов управления практически невозможно совершенствовать систему качества, повышать ее результативность. В помощь организациям разработан Oʻz DSt / ТR 10017:2005 «Руководство по применению статистических методов в соответствии с Oʻz DSt ISO 9001» [1], в котором можно найти краткое описание сущности и областей применения основных статистических методов управления качеством. Некоторыми инструментами, которые рассмотрены в этом документе, можно пользоваться на качественном уровне, не опасаясь недостаточности математической подготовки.
Едва ли не самыми популярными инструментами управления качеством являются карты статистического управления и анализ возможностей процесса, которые вместе составляют метод SPC (Statistic Process Control) – статистическое управление процессами [2]. Цель данной работы – продемонстрировать применение метода SPC для анализа процесса производства велюрных материалов. Метод SPC основан на теории вариабельности, которая заключается в том, что все виды продукции и услуг, а также все процессы, в которых они создаются или преобразуются, подвержены вариациям – отклонениям от заданных значений. Причины вариаций могут быть разделены на две группы. Первая – это обычные причины случайного характера, связанные с производственной системой (оборудование, здания, сырье, персонал); такую вариабельность нельзя изменить без изменения системы. Вмешательство в систему почти всегда требует действий со стороны руководства – высшего менеджмента; действия рядовых исполнителей скорее всего только ухудшат положение.
Вторая группа – особые причины неслучайного характера, связанные с ошибками оператора, сбоями настройки, нарушениями технологического режима, плохим сырьем. Такие причины должны быть изучены и могут быть устранены при настройке процесса, что и обеспечит его стабильность. Промышленный опыт показывает, что изменчивость процесса, вызванная особыми причинами, составляет небольшую долю (около 15%) и устранима локально людьми, непосредственно связанными с ним. Процесс, в котором присутствуют только обычные причины изменчивости, называется процессом «в статистически управляемом состоянии»; выход процесса стабилен во времени и предсказуем. Если же на процесс действуют особые причины и они не идентифицированы и не устранены, то они будут влиять на выход процесса непредсказуемым образом. Тогда говорят, что процесс вышел изпод контроля или же статистически неуправляем.
Для того чтобы различать управляемые и неуправляемые вариации процесса, было создано простое, но мощное средство – контрольная карта. Карты статистического управления процессом впервые были предложены молодым физиком У. Шухартом в 1924 г. Процедуры построения карт подробно описаны в стандартах серии ГОСТ Р 50779 [3–6]. Они являются графическим отображением данных, полученных из выборок, которые периодически отбирают из процесса и последовательно наносят на график. На этом графике по оси абсцисс откладываются номера выборок или время их отбора, по оси ординат – контролируемый показатель качества. Контрольные карты имеют центральную линию, соответствующую эталонному значению контролируемой характеристики, а также две контрольные границы, которые находятся на расстоянии ± 3σ (сигма) от центральной линии (здесь σ – выборочное стандартное отклонение измеренной характеристики). При нормальном ходе процесса в этих границах должно находиться 99,73 % всех измеренных значений.
Количественную оценку возможностей стабильного процесса можно проводить на основе нескольких индексов воспроизводимости, наиболее важные из которых С р и С рк . Индекс воспроизводимости процесса С р определяется без учета настроенности процесса на центр поля допуска:
С _ допуск _ UCL-LCL ^ разброс процесса 6а где UCL (Upper Control Line), LCL (Lower Control Line) – верхняя и нижняя граница допуска соответственно; σ – стандартное отклонение. Индекс воспроизводимости Срк учитывает настроенность процесса на центр поля допуска и отражает зависимость между средним и ближайшим пределом поля допуска с половиной собственной изменчивости процесса:
|
часть: |
1-линия |
|
|
номер части: |
R 202 A |
|
|
Рисование |
UZT1340124357 |
|
|
инспектор |
Мухаммаджон |
|
|
измерительный прибор |
рулетка 200 (± 1) см |
|
|
date: |
02.03.2022 |
|
|
величына: |
длина |
|
|
единство: |
см |
|
|
номинальная значения: |
160,00 |
|
|
лимит LCL = |
157,00 |
|
|
лимит UCL = |
164,00 |
|
|
Cpk< |
0,33 |
процесс не способен |
|
Cpk |
между |
процесс с ограниченными возможностями |
|
Cpk> |
1,67 |
процесс способен |
Рис. 1. Индексы пригодности, рассчитанные для процесса производства велюрных материалов R 202A.
|
значения вероятности |
Cpkl |
0,59 |
|
Cpku |
0,59 |
|
|
Cp |
0,59 |
|
|
Cpk |
0,59 |
|
|
evaluation Cmk => |
ограниченными возмо |
|
Рис. 2. Индексы пригодности, рассчитанные для процесса производства велюрных материалов R 202A
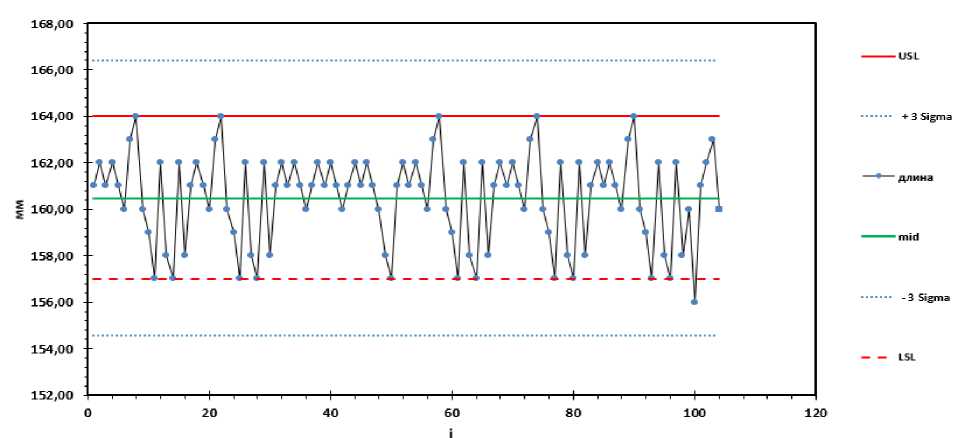
Рис. 3. X и R контрольные карты после пересчета контрольных границ.
UCL- =
Л у—UCL Л
С рк {
3a
},
где – среднее средних арифметических для выборок. Физический смысл индексов: при С р (С рк ) < 1 возможности процесса неприемлемы; при С р (С рк ) = 1 процесс находится на грани требуемых возможностей. На практике в качестве минимально приемлемого значения берется С р (С рк ) = 0,33, чтобы обеспечить небольшой запас по вариации. Поскольку по ГОСТ 32085-2013 границы допуска по пределу прочности при сжатии являются односторонними, целесообразно ориентироваться на индекс (С рк ) , который иногда называют показателем подтвержденного качества.
Следовательно, чтобы выпускать продукцию, устойчиво удовлетворяющую требованиям стандарта и ожиданиям потребителя, производители велюрного материала должны не только обеспечить стабильность процесса производства, но и снизить его естественную вариацию.
Список литературы Практика применения метода SPC для анализа процесса производства велюрного материала
- Oʻz DSt / ТR 10017:2005Статистические методы. Руководство по применению в соответствии с Oʻz DSt ISO 9001. М.: Издво стандартов, 2005. 20 с.
- Статистическое управление процессами. SPC / Пе ревод с англ. Н. Новгород: Приоритет, 2004. 181 с.
- ГОСТ Р 50779. 42-99 (ISО 8258-91) Статистичес кие методы. Контрольные карты Шухарта. М.: Изда тельство стандартов, 2004. 32 с.
- ГОСТ Р 50779. 40-96 (ISО 7870-93). Статистичес кие методы. Контрольные карты. Общее руковод ство и ведение. М.: Издво стандартов, 2006. 13 с.
- ГОСТ Р 50779. 41-96 (ISО 7873-93). Статистичес кие методы. Контрольные карты для арифметичес кого среднего с предупреждающими границами. М.: Издво стандартов, 2004. 12 с.
- ГОСТ Р 50779. 44-2001 Статистические методы. По казатели возможностей процессов. Основные мето ды расчета. М.: Издво стандартов, 2001. 16 с.
