Преимущество, выраженное в виде снижения трудоемкости, за счет использования аддитивных технологий в производстве составных частей космических аппаратов по сравнению с традиционными методами

Автор: А. А. Тихомиров, А. Д. Кузнецов, С. А. Клинов, В. В. Болгов
Журнал: Космические аппараты и технологии.
Рубрика: Инновации космической отрасли
Статья в выпуске: 1, 2026 года.
Бесплатный доступ
В последние годы технология трехмерной печати (3D-печати) стала важным инструментом в ракетно-космической промышленности. В данной статье рассматриваются методы проектирования и критерии, которые обеспечивают преимущество в трудоемкости за счет использования аддитивных технологий в производстве составных частей космических аппаратов по сравнению с традиционными методами, такие как перепроектирование и топологическая оптимизация, а также экономическая целесообразность при серийном производстве. Технология 3D-печати позволяет значительно снизить вес компонентов за счет создания сложных геометрий и оптимизированных структур, что критически важно для космических миссий. Кроме того, использование аддитивных методов сокращает сроки производства и ускоряет процесс прототипирования, что способствует более быстрой реализации проектов. Возможность изготовления деталей с высокой точностью и сложной формой расширяет границы инженерных решений, позволяя создавать уникальные компоненты, недоступные традиционными методами. Также отмечается снижение затрат на производство за счет уменьшения отходов и использования меньшего количества материалов. В целом внедрение 3D-печати в производство составных частей космических аппаратов способствует повышению эффективности, надежности и инновационности космических технологий, открывая новые перспективы для развития космической отрасли.
3D‑печать, селективное лазерное сплавление, СЛС‑метод, аддитивное производство, ракетно-космическая промышленность, космический аппарат, серийное производство, топологическая оптимизация
Короткий адрес: https://sciup.org/14135755
IDR: 14135755 | УДК: 778.64 | DOI: 10.26732/j.st.2026.1.06
The advantage expressed in the form of reduced labor intensity due to the use of additive technologies in the production of spacecraft components compared to traditional methods
In recent years, 3D printing technology has become an important tool in the rocket and space industry. This article discusses the key benefits of using 3D printing technologies in the production of spacecraft components. 3D printing technology can significantly reduce the weight of components by creating complex geometries and optimized structures, which is critical for space missions. In addition, the use of additive methods reduces production time and speeds up the prototyping process, which contributes to faster project implementation. The ability to manufacture parts with high precision and complex shape expands the boundaries of engineering solutions, allowing you to create unique components that are not available by traditional methods. There is also a reduction in production costs by reducing waste and using fewer materials. In general, the introduction of 3D printing in the production of space components contributes to improving the efficiency, reliability and innovativeness of space technologies, opening up new prospects for the development of the space industry.
Текст статьи Преимущество, выраженное в виде снижения трудоемкости, за счет использования аддитивных технологий в производстве составных частей космических аппаратов по сравнению с традиционными методами
В настоящий момент существует несколько методов 3D-печати, среди которых наиболее широко применимыми в ракетно-космической отрасли являются селективное лазерное сплавле-
ние (СЛС), электронно-лучевое плавление (ЭЛП) и другие аддитивные технологии [1].
В данной работе особое внимание уделяется методу СЛС, который позволяет получать высокоточные и прочные металлические детали с высокой степенью детализации и отличной механической прочностью, что критично для космических аппаратов.
Селективное лазерное сплавление – это метод аддитивного производства, при котором металли- ческий порошок расплавляется лазерным лучом высокой мощности [2]. Расплавление происходит избирательно, в соответствии с трехмерной моделью, созданной конструктором. Благодаря этому слой за слоем формируется однородная деталь с заданными характеристиками.
Применение данной технологии позволяет изготавливать изделия сложной геометрической формы (в том числе с внутренними каналами и полостями), снижать количество комплектующих частей, а также затраты исходных материалов по сравнению с традиционными методами (механическая обработка, штамповка, литье).
Процесс печати начинается с создания 3D-модели и файла в формате STL, который отправляется в специализированное программное обеспечение для задания режимов изготовления – слайсер. Далее информация о разбитой модели на слои передается в программное обеспечение для подготовки комплекса СЛС [3; 4]. На рисунке 1 приведена схема реализации процесса СЛС.
Перед началом печати бункер, находящийся в устройстве дозирования металлопорошковой композиции (поз. 2), заполняется металлическим порошком (поз. 11), в рабочей камере (поз. 1) системой формирования защитной атмосферы (поз. 8) создается инертная среда аргона, достигается концентрация кислорода менее 0,3 %. По готовности тонкий слой порошка наносится на платформу построения (поз. 5) при помощи специального устройства разравнивания МПК (поз. 3) – рекоа-тера (ракеля). Лазерно-оптическая система (поз. 7) начинает послойный прожиг модели по заданным ранее режимам [3–5].
При послойном сплавлении рабочая платформа (поз. 5), установленная в колодце построения (поз. 4), опускается на заданную высоту слоя благодаря механизму вертикального перемещения (поз. 6), и поверх предыдущего слоя наносится новый слой металлического порошка. Этот новый слой также сплавляется и соединяется с предыдущим. Эти действия повторяются до тех пор, пока не будет построен последний слой и деталь не будет полностью готова. В течение изготовления излишки несплавленного материала и остатки от процесса прожига рекоатером переносятся в систему накопления несплавленной металлопорошковой композиции (поз. 9) [3; 4].
После процесса сплавления платформа построения (поз. 5) и изделие (поз. 10) остывают внутри рабочей камеры (поз. 1) [3; 4; 6]. Затем ее можно извлечь и механически отделить изделие от рабочей поверхности. После снятия обеспечивается очистка изделия от поддерживающих структур (если они есть).
При необходимости или исходя из требований конструкторской документации могут проводить- ся операции термообработки, улучшения шероховатости наружной поверхности и др.
Технология СЛС имеет плюсы перед классическим типом производства [7; 8]:
-
1. Изготовление сложных изделий. Сложные форма и внутренняя структура никак не усложняют процесс производства, поэтому можно выполнять проекты с любой геометрией. Проектируется то, что нужно, а не то, что позволяют классические технологии производства.
-
2. Экономия на заготовках. Металлический порошок, который остался в колодцах 3D-принтера
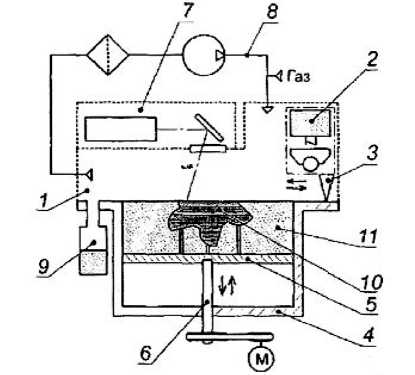
Рисунок 1. Схема реализации процесса СЛС: 1 – рабочая камера; 2 – устройство дозирования металлопорошковой композиции; 3 – устройство разравнивания металлопорошковой композиции; 4 – колодец построения; 5 – платформа построения; 6 – механизм вертикального перемещения платформы построения; 7 – лазернооптическая система; 8 – система формирования защитной атмосферы; 9 – система накопления несплавленной металлопорошковой композиции; 10 – изделие с поддерживающими структурами;
11 – металлопорошковая композиция
-
3. Меньше инструментальных затрат. Нет необходимости в дорогостоящих формах и инструментах, что особенно важно при производстве малых серий или уникальных деталей.
-
4. Упрощение конструкции. Аддитивные технологии позволяют снизить количество составных частей изделия. То, что раньше собиралось из десятков элементов, можно напечатать одной деталью.
по завершении печати детали, можно использовать повторно после просеивания. Часто в процессе обработки традиционным методом большая часть металла превращается в отходы.
Рассмотрим более подробно методы проектирования и критерии, которые обеспечивают преимущество в трудоемкости за счет использования аддитивных технологий в производстве составных частей космических аппаратов по сравнению
If I— 0СМ1ЛМЕ АППАРАТЫ VI
ТЕХНОЛОГА иен
с традиционными методами, такие как перепроектирование и топологическая оптимизация, а также экономическую целесообразность при серийном производстве.
-
1. Подготовка моделей (перепроектирование) с использованием правил проектирования
под аддитивные технологии
Перепроектирование – это процесс оптимизации и подготовки классических конструкций под изготовление путем применения аддитивных технологий [9]. Представляет собой один из обоб- щенных принципов конструирования, целью которого является минимизация количества составных частей в изделии при сохранении функциональности изделия.
При конструировании изделий, изготавливаемых при помощи технологии СЛС, необходимо придерживаться следующих основных требований к конструкциям [10]:
-
1. Толщина стенок. Для обеспечения точной
-
2. Нависающее ребро без поддержки. Максимальная ширина консольного ребра, которое может напечататься без поддержки, составляет 0,5 мм.
-
3. Размер элемента. Размер лазерного пятна определяет минимальный размер элемента детали. Элементы размером менее 0,6 мм не могут быть качественно сплавлены.
-
4. Горизонтальные перемычки. Минимально допустимая длина неподкрепленной перемычки (моста) не более 2 мм. Размер перемычки обусловлен напряжениями, возникающими при быстром нагреве и охлаждении расплавляемого участка. Превышение длины перемычки возможно,
-
5. Отверстия. Минимальный диаметр отверстия, который может быть построен точно, – 1,5 мм. Для отверстий с высокой точностью положения и допуском на само отверстие, а также резьбовые отверстия рекомендуется печатать в заготовках с припуском, с последующей механической обработкой.
-
6. «Столбик». Минимальный диаметр выступающего цилиндра должен быть 1 мм. Возможно изготовление цилиндра с меньшим диаметром, но качество изготовления будет заметно хуже. С увеличением высоты цилиндра снижается его точность. Не рекомендовано применение цилиндрических элементов диаметром 1 мм и менее в качестве конструктивных направляющих.
-
7. Технологические отверстия. Для удаления порошка из внутренних закрытых полостей необходимо предусмотреть наличие отверстия. Рекомендованный диаметр отверстия – 5 мм, но возможно и меньший размер, зависит от сложности геометрии внутренней полости. Наличие более одного отверстия значительно упрощает процесс удаления порошка.
-
8. Технологические припуски. На всех поверхностях, требующих обработки после печати, необходимо предусмотреть наличие припуска от 0,5 до 1,0 мм.
-
9. Соотношение сторон. Рекомендованное значение соотношения между вертикальной высотой печати и ее шириной составляет 8:1. Это необходимо для обеспечения устойчивости печатаемой детали на рабочей платформе.
печати рекомендуется минимальная толщина стенки не менее 0,4 мм. Более тонкие стенки воз- можны, но это зависит от материала, ориентации печати и параметров печати.
Том 10
но нижние поверхности перемычки будут иметь низкое качество шероховатости и более существенные дефекты.
Для сравнительного анализа затрат на производство было выбрано изделие – корпус электромагнитного устройства, которое производится как методом селективного лазерного сплавления, так и методом традиционного производства. Вид корпуса электромагнитного устройства в классическом исполнении изображен на рисунке 2, вид
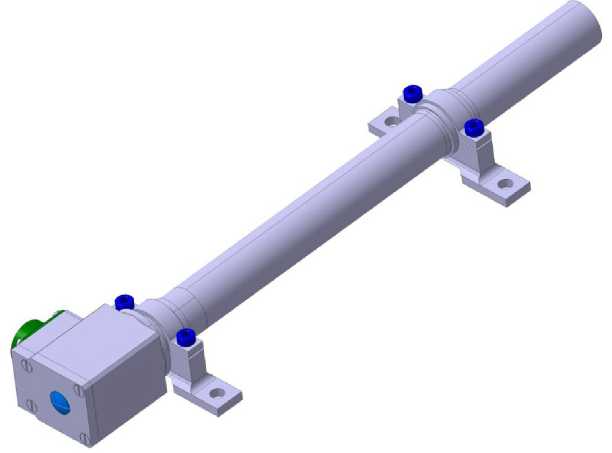
Рисунок 2. Корпус электромагнитного устройства в классическом исполнении

Рисунок 3. Перепроектированный корпус электромагнитного устройства
перепроектированного корпуса электромагнитного устройства представлен на рисунке 3.
Корпус является силовой конструкцией электромагнитного устройства и должен обеспечивать однозначное закрепление прибора на космическом аппарате с учетом направления дипольного магнитного момента.
Для изготовления корпуса электромагнитного устройства использовалось 6 деталей. Каждая из них требовала несколько производственных операций. При внедрении аддитивных технологий количество элементов снизилось до одной цельной детали.
На основании расчетов калькуляции на изготовление проанализируем экономическую целесообразность использования СЛС-технологий на примере корпуса электромагнитного устройства.
Для объективной оценки экономической целесообразности необходимо рассмотреть несколько ключевых аспектов затрат, связанных с производством изделий различными методами.
Основные параметры сравнения приведены в таблице 1.
Проведенный анализ показал, что аддитивные технологии представляют собой экономически выгодную альтернативу традиционным методам за счет возможности изготавливать интегральные конструкции (несколько объединенных деталей в одну).
Аналогичный метод подготовки конструкции под изготовление изделий АТ был применен для перепроектирования антенны передающей, изображенной на рисунке 4, а также для рупора, представленного на рисунке 5.
Для изготовления передающей антенны традиционным методом использовалось 39 деталей. При изготовлении СЛС-методом количество деталей снизилось до 13 штук.
2. Топологическая оптимизация
Помимо упрощения производственного процесса технология СЛС-печати открывает возможности для создания более сложных и инновационных структур. Современные системы автоматизированного проектирования часто имеют функцию топологической оптимизации для вычисления прочности изделия и оптимизации его формы, уменьшая расход материала и облегчая конструкцию. Для этого инженеру необходимо знать нагрузки, которые должно выдерживать изделие, материал из которого оно будет изготавливаться, и указать, какие элементы необходимо оставить без изменений [11].
Мы рассматриваем данные конструкции потому, что они существенно отличаются от конструкций из раздела 1 за счет наличия большого объема поддерживающих структур (до 100 % от объема заготовки). Их влияние распространяется не только на скорость печати, но и на объем слесарных работ.
Топологическая оптимизация (ТО) – это метод, который позволяет оптимизировать геометрию де-
Таблица 1
|
Параметр |
СЛС |
Традиционное производство |
|
Материал, руб. |
1259,33 |
795 |
|
Затраты на оплату труда, руб. |
5304,72 |
19236 |
|
Страховые взносы, руб. |
1602,03 |
5808 |
|
Себестоимость работ, руб. |
8176,14 |
25837 |
|
Трудоемкость, н/ч |
6,6 |
32,21 |
Сравнительный анализ затрат на производство
Том 10
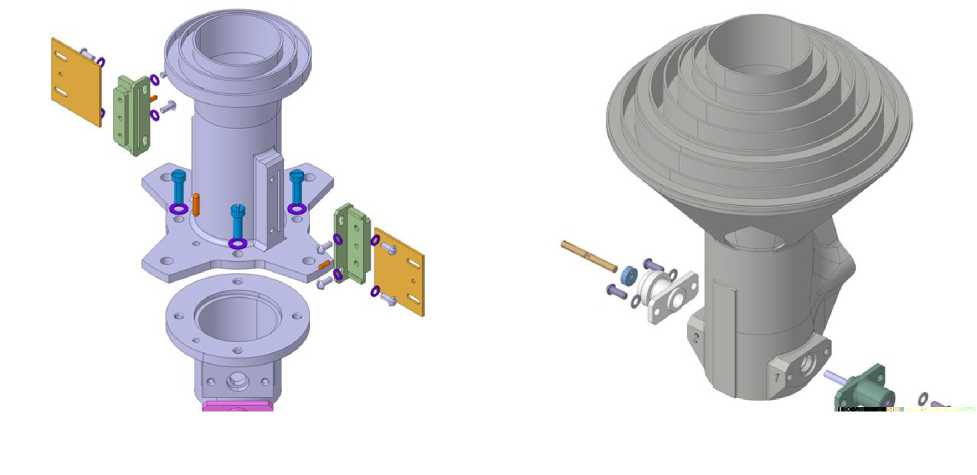
Рисунок 4. Антенна передающая

Рисунок 5. Рупор тали с целью уменьшения ее веса, при этом сохраняется выполнение требований по жесткостным и прочностным характеристикам конструкции. ТО является частью генеративного проектирования, это подход, при котором часть процессов разработки делегируется компьютерным технологиям (специальному ПО) [12; 13].
В процессе ТО проводится анализ конструкции с целью определения мест, в которых может отсутствовать материал. Применение ТО позволяет максимально уменьшить массу конструкции, оставив в ней только нужный материал.
ТО в первую очередь подвергаются силовые конструкции (различные опоры, кронштейны), но и при конструировании элементов антеннофидерных устройств данный метод тоже может быть применен, при этом внутренние каналы изделий в процессе ТО исключаются из тела оптимизации и являются неизменными.
Для проведения ТО необходимо иметь следующую информацию:
– должна быть промоделирована область проектирования – это твердотельная модель, в которой имеются все необходимые интерфейсы, исключены зоны, в которых деталь не может находиться, при этом область должна иметь максимально возможные габариты с целью предоставления большего объема для перепроектирования (рисунок 6б);
– до проведения ТО необходимо выполнить механический анализ конструкции на прочность, для этого должны быть известны все нагрузки, приходящие на деталь (направления, значения, положения) и закрепление, также необходимо знать, из какого материала будет изготовлена деталь (рисунок 6 в );
– задание условий оптимизации – по массе, жесткости, прочности конструкции или по другому параметру; также при необходимости нужно задать технологические ограничения.
Топологическая оптимизация проводится в специальном программном обеспечении. Наибольшим функционалом для ТО обладают следующие программные обеспечения: Altair Inspire, ANSYS. Модули генеративного дизайна, в том числе и для ТО, также имеются в системе автоматизированного проектирования «Компас».
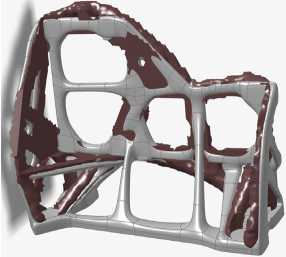
Результатом выполнения ТО является оставшийся от исходной области проектирования объем материала с учетом возникающих напряжений в конструкции (рисунок 6 г ), из области проектирования исключаются ненагруженные участки. После данного этапа разработчику необходимо выполнить работы по обрисовке модели с целью получения твердого тела, этот процесс выполняется, опираясь на результаты ТО (рисунок 6 д ). Далее из используемого программного обеспечения для ТО может быть произведена выгрузка твердотельной модели (в формате STP) для ее доработки в любой системе автоматизированного проектирования, работающей с твердотельным моделированием (рисунок 6 е ).
Так как для деталей, изготавливаемых с применением аддитивных технологий после выра-
a - исходная модель
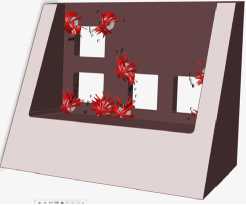
в - задание случаев нагружения

д - обрисовка оптимизированной модели
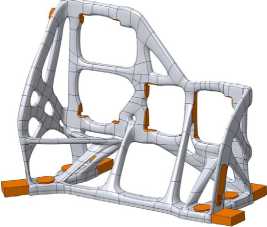
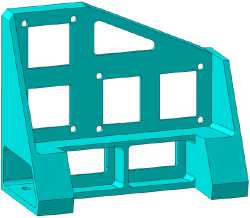
ж - заготовка кронштейна
г - результат топологической оптимизации
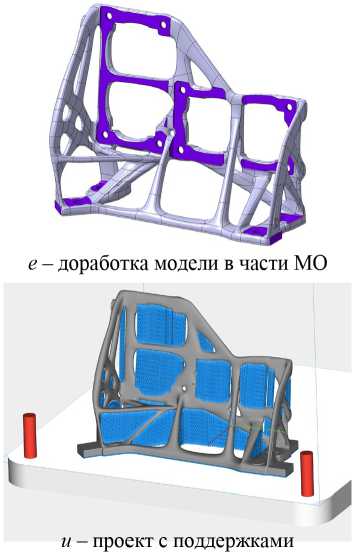
Рисунок 6. Стадии проектирования кронштейна облучателя антенны с применением ТО
щивания, требуется выполнение механической обработки, то разработчику необходимо разработать две модели: одна из них является заготовкой, используемой для разработки управляющей программы для принтера (рисунок 6 и ), содержащей в себе все необходимые технологические припуски и элементы (рис. 6 ж ); второй моделью является уже готовая деталь, которая используется при разработке управляющей программы для механической обработки.
На рисунке 7 показаны модели облучателя антенны с кронштейнами, разработанными под изготовление с применением традиционных технологий (рисунок 7 а ), и с кронштейнами, изготавливаемыми при помощи аддитивных технологий, спроектированных с применением ТО (рисунок 7 б ). За счет применения ТО масса элементов установки облучателя уменьшилась на 0,76 кг.
Проведем сравнительный анализ экономической целесообразности использования
I/ I —
Список литературы Преимущество, выраженное в виде снижения трудоемкости, за счет использования аддитивных технологий в производстве составных частей космических аппаратов по сравнению с традиционными методами
- Канищев М. В., Ульев Л. М. Введение в аддитивные технологии. Т. 1. Обзор основных технологий 3D-печати: учебник. М.: Издательский Дом НИТУ «МИСиС», 2023. 352 с.
- Горунов А. И. Аддитивные технологии и материалы: учеб. пособие. Казань: КНИТУ-КАИ, 2019. 56 с.
- Комплекс для селективного лазерного сплавления металлических порошков. Описание технологического процесса // Лазерные системы. СПб., 2022. 39 с.
- ГОСТ Р 59184–2020. Аддитивные технологии. Оборудование для селективного лазерного сплавления. Общие требования. М.: Стандартинформ, 2020. 16 с.
- Ильющенко А. Ф., Лецко А. И., Кузнечик О. О. Теоретические основы моделирования процессов селективного лазерного сплавления металлических порошков // Новые материалы и технологии: порошковая металлургия, композиционные материалы, защитные покрытия, сварка: материалы 14-й Международной научно-технической конференции, посвященной 60-летию порошковой металлургии Беларуси, Минск, 09–11 сентября 2020 года. Минск: Издательский дом «Белорусская наука», 2020. С. 178–184.
- ГОСТ Р 59037–2020. Аддитивные технологии. Конструирование металлических изделий. Руководящие принципы. М.: Стандартинформ, 2020. 8 с.
- Килина П. Н., Морозов Е. А., Ханов А. М., Сиротенко Л. Д. Исследование режимов селективного лазерного плавления металлических порошков // Современные проблемы науки и образования. 2014. № 6.
- Федченко Т. А., Данилов Н. А., Халеков Я. А., Толстопятов М. И. Преимущества использования SLM-печати в ракетостроении // Chronos. 2022. Т. 7, № 6 (68). С. 11–12.
- ГОСТ Р 57558–2025. Аддитивные технологии. Базовые принципы. Термины и определения. М.: Российский институт стандартизации, 2025. 32 с.
- ГОСТ Р 57589–2017. Аддитивные технологические процессы. Базовые принципы. Часть 2. Материалы для аддитивных технологических процессов. Общие требования. М.: Стандартинформ, 2017. 8 с.
- Курылев Д. В., Лунев Н. А. Применение селективного лазерного сплавления при производстве технологической оснастки для изготовления деталей авиационной техники // Известия Волгоградского государственного технического университета. 2017. № 9 (204). С. 69–72.
- Попкова И. С. Селективное лазерное плавление как инновационная технология изготовления сложнопрофильных изделий // XVI Международная научно-техническая Уральская школа-семинар металловедов – молодых ученых: электронный журнал. – URL: https://elar.urfu.ru/bitstream/ (дата обращения: 04.12.2025).
- Мельникова М. А., Колчанов Д. С. Селективное лазерное плавление: применение и особенности формирования трехмерных конструктивных технологических элементов // Фотоника. 2017. Т. 2. № 62. С. 42–49.
