Применение энергостатического метода определения усилий и моментов, действующих на инструмент при прошивке на двухвалковых станах поперечно-винтовой прокатки с приводными направляющими дисками

Автор: Король Алексей Валентинович, Мунтин Александр Вадимович, Кавицян Лаврентий Михайлович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.20, 2020 года.
Бесплатный доступ
В условиях продолжающейся интенсификации процесса прошивки на двухвалковых станах поперечно-винтовой прокатки важной и актуальной задачей является определение усилий и моментов, действующих на рабочий инструмент прошивного стана. Данная работа посвящена совершенствованию и раскрытию положений энергостатического метода определения интегральных характеристик процессов обработки металлов давлением, впервые сформулированного и развитого Выдриным Владимиром Николаевичем в своих трудах, применительно к процессу прошивки на двухвалковых станах поперечно-винтовой прокатки с направляющими приводными дисками. На основе положений энергостатического метода, получена система уравнений для определения нормального давления на валках, оправке и направляющих приводных дисках двухвалкового стана винтовой прошивки, на каждом полушаге осевой подачи заготовки. Уравнения, входящие в систему, получены с учетом геометрических особенностей очага деформации (искажение, вызванное сложной геометрией рабочего инструмента и поворотом валков на углы подачи и раскатки) и кинематических особенностей процесса. В работе проведен анализ возможных вариантов векторных диаграмм скоростей точек на контактных поверхностях металла с направляющими приводными дисками в зависимости от характера возможных зон скольжения. Результаты данного анализа использовались для учета отклонения удельных сил трения от осевого направления на контактных поверхностях металла с дисками. Отмечено, что для станов, где используется схема со свободновращающейся оправкой, для разрешения полученной системы уравнений необходимо использовать дополнительные условия. В качестве примера приводится использование зависимостей для определения контактного давления на валках при винтовой прошивке.
Двухвалковая прошивка, направляющие диски, стан дишера, энергостатический метод, баланс мощности
Короткий адрес: https://sciup.org/147233936
IDR: 147233936 | УДК: 621.774.353 | DOI: 10.14529/met200102
Application of the energy-static method for determining the forces and torques acting on the tool when two-roll helical piercing with drive guide wheels
Determining the forces and moments acting on the working tool of the piercing mill is an urgent task in the context of the ongoing intensification of the piercing process on two-roll cross rolling mills. This work is devoted to the improvement and discovery of the energy-static method provisions for determining the integral characteristics of metal forming processes. This method was first formulated and further developed by Vydrin Vladimir Nikolaevich in his writings, as applied to the piercing process on two-roll cross rolling mills with guiding drive wheels. A system of equations for determining the normal pressure on the rolls, mandrel and guide drive wheels of a two-roll helical piercing mill, at each half-step of the axial feed of the workpiece is obtained according to the provisions of the energy-static method. The equations included in the system are obtained by taking into account the geometric features of the deformation zone (distortion caused by the complex geometry of the working tool and the rotation of the rolls at the feed and rolling angles) and the kinematic features of the process. The analysis of possible options for vector diagrams of velocity of points on the contact surfaces of the metal with guide drive wheels, depending on the nature of the possible slip zones was treated in this work. The results of this analysis were used to take into account the deviation of the specific friction forces from the axial direction on the contact surfaces of the metal with the wheels. It is noted that for mills where a scheme with a freely rotating mandrel is used, additional conditions must be used to resolve the resulting system of equations. The use of dependencies to determine the contact pressure on the rolls with screw piercing is given as an example.
Текст научной статьи Применение энергостатического метода определения усилий и моментов, действующих на инструмент при прошивке на двухвалковых станах поперечно-винтовой прокатки с приводными направляющими дисками
В настоящее время наблюдается тенденция увеличения производительности процесса прошивки на двухвалковых станах поперечно-винтовой прокатки [1]. Интенсификация любого процесса обработки металлов давлением сопровождается ростом энергосиловых параметров (ЭСП) процесса [2]. При этом увеличиваются нагрузки на механизмы прокатного оборудования, что влияет на точность получаемого изделия и на срок эксплуатации оборудования. Поэтому определение усилий и моментов, действующих на рабочий инстру-
мент прошивного стана, является важной и актуальной задачей.
Процесс прошивки является достаточно сложным с точки зрения математического описания из-за большого количества разнородных факторов, задающих различные по своей природе, но тесно взаимодействующие друг с другом явления [3]: позиционирование прокатного инструмента прошивного стана; модель поведения материала с учетом изменяющегося температурного поля заготовки; вращающийся инструмент, приводящий к необходимости
введения алгоритмов определения контактного взаимодействия узлов на поверхностях заготовки и инструментов; сложная геометрия очага деформации, обусловленная искажением из-за углов подачи и раскатки.
С развитием численных методов математического анализа, особенно метода конечных элементов, стало возможным решать объемные задачи в общих (с точки зрения входящих в модель систем уравнений) постановках [4].
Но большое количество элементов расчетной сетки, необходимое для уменьшения погрешности описания твердотельной модели и, соответственно, получаемых результатов численного моделирования, в сравнении с реальными данными, приводит к излишней громоздкости конечно-элементных моделей процессов прошивки и сильно увеличивает время, затрачиваемое на их расчет.
С другой стороны, с использованием возможного ряда допущений представляется возможным получить аналитические зависимости в явном виде для определения полного нормального усилия, действующего на инструмент, а также сил трения и вращающих моментов. В сравнении с численными методами расчета данный подход позволяет заметно проще и намного быстрее вычислять интегральные характеристики процесса, при этом незначительно уступая в точности.
Одним из подходов к исследованию процессов прокатки является энергетическая теория взаимодействия инструмента и деформируемого металла, впервые сформулированная и развитая Выдриным Владимиром Николаевичем в своих трудах [5]. В основе этой теории лежит использование закона сохранения энергии, которому подчиняется взаимодействие металла и инструмента при прокатке. Особенность применения энергетической теории взаимодействия инструмента и деформируемого металла при поперечно-винтовой прокатке заключается в разнообразии условий работы инструмента, в сложном характере деформации и скольжении металла на контактных поверхностях [2].
И в данной работе рассматривается применение энергостатического метода определения интегральных характеристик процесса прошивки (основные идеи метода изложены в работах [6–9]) на двухвалковом стане с приводными направляющими дисками (стан Дишера) с учетом ряда допущений.
При определении внешних сил и моментов, действующих в очаге деформации в рассматриваемом процессе, в соответствии с [10] необходимо использовать следующие положения:
-
1) условие равновесия очага деформации в осевом направлении (равновесие внешних сил);
-
2) условия равновесия очага деформации в тангенциальном направлении (равновесие моментов внешних сил по отношению к рассматриваемому объему);
-
3) уравнение баланса мощности Е ; ^ = 0.
Данные положения позволяют определить контактные давления и удельные силы трения, действующие на валки, оправку и приводные диски, а также скорость вращения оправки, сообщаемую ей металлом при прошивке (в случае свободновращающейся оправки).
Согласно [2] уравнения равновесия сил и моментов в осевом и тангенциальном направлениях в установившейся стадии процесса прошивки можно представить в виде
k podS + f T0dS + f$, p^dS’ + f$, T'odS’ + f$„ p"odS" + fs„ T"odS" + Рд = 0, (1)
где p0, p'o, p"0 - осевые проекции давлений на контактных поверхностях с валками, оправкой и дисками соответственно;
-
т0, т’0, т"0 - осевые проекции удельных сил трения на контактных поверхностях с валками, оправкой и дисками соответственно;
-
S, S’, S" - площади контактных поверхностей с валками, оправкой и дисками соответственно;
Р д - дополнительное усилие подпора со стороны заднего конца заготовки.
f MpdS + f MTdS + Js, M'pdS' + fs, M'TdS' + fs„ M”pdS” + Js„ M"TdS" + Мд = 0, (2)
где M p , M' p , M" p - удельные моменты давления на валках, оправке и дисках соответственно;
MT, M'T, М"т - удельные моменты сил трения на валках, оправке и дисках соответственно;
М д - дополнительный момент, приложенный к заготовке.
На рис. 1–3 представлены схемы действия удельных сил нормального давления и трения на валках, оправке и дисках [2].
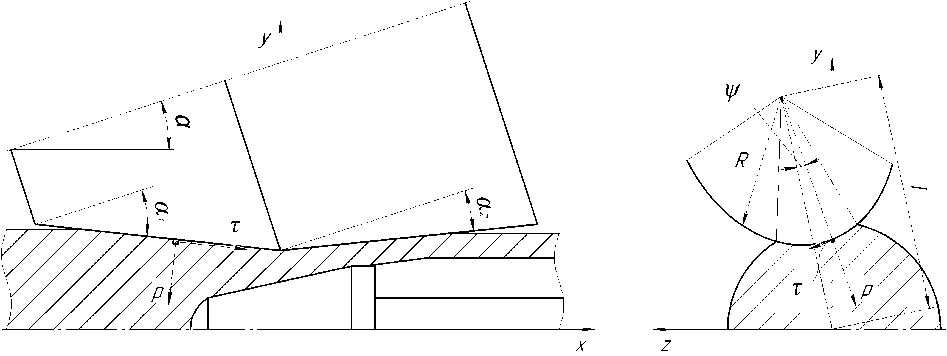
Рис. 1. Схема действия удельных сил на контактной поверхности металла с валками:
a - угол раскатки; аг,а2 - углы входного и выходного конусов валка; ^ - угол между кратчайшим расстоянием между осями прошивки и валка I и направлением действия нормального давления, в р ассматриваемом сечении очага деформации основной меридиональной плоскостью заготовки; R - радиус валка
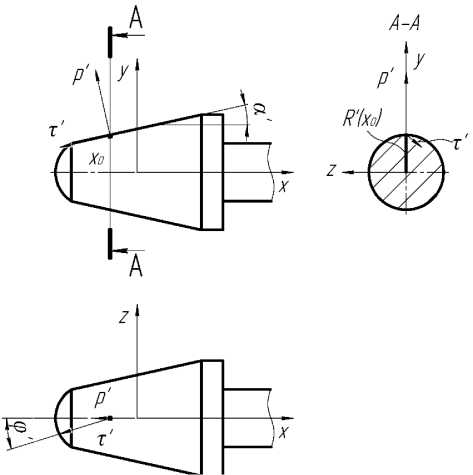
Рис. 2. Схема действия удельных сил на контактной поверхности металла с оправкой: а' - угол конусности рабочего участка оправки; ф' - угол отклонения удельной силы трения от осевого направления; R'(x0) - текущий радиус оправки в рассматриваемом сечении очага деформации
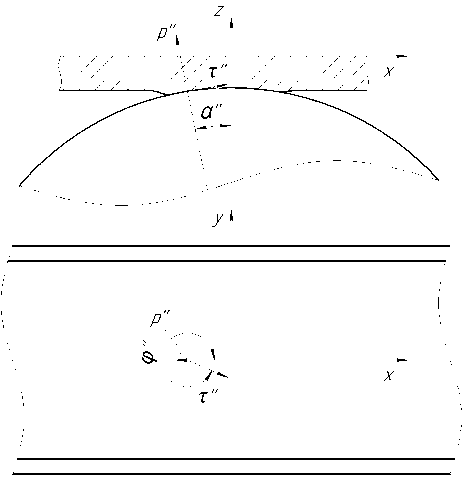
Рис. 3. Схема действия сил на контактной поверхности металла с дисками: а" - угол охвата очага деформации по диску; ф” - угол отклонения удельной силы трения от осевого направления
В соответствии с [2] балан с мощностей в очаге деформации при прош ивке на двухвалковом стане с приводными направляющими дисками представляется в виде
N t + N " = N„ + N ' T + N" + N ф , (3)
где NT - мощность сил трения, подводимая в очаг со стороны валков;
N T' - мощность сил трения, подводимая в очаг со стороны дисков;
NCT - мощность сил трения скольжения на валках;
NC ' T - мощность сил трения скольжения на оправке;
NC 'T - мощность сил трения скольжения на дисках;
N ф - мощность формоизменения.
В соответствии с [5] распи шем члены уравнения (3) следующим образо м:
-
2 ^(f, VB)dS + 2 Цф, V^dS = .Ц B V^dS + /5опр (F, V?) dS + J J Г, ^dS + N ф , (4)
где VB - вектор скорости валка;
-
V - вектор скорости диска;
-
Vo, Vo, Vo - векторы скоростей скольжения на валках, оправке и дисках соответственно.
Поскольку характер распределения нормальных давлений и удельных сил трения на контактных поверхностях металла с рабочим инструментом при прошивке является достаточно сложным (из-за различного характера истечения металла в зонах очага деформации), для упрощения интегрирования выражений (1), (2), (4) введем допущение – удельные давления и удельные силы трения распределены равномерно в пределах осевого полушага подачи заготовки Sx .
В качестве закона трения на контактной поверхности металла с рабочим инструментом примем закон Амонтона – Кулона, в соответствии с которым
т = f • p, (5)
где т - удельная сила трения;
f - коэффициент внешнего трения;
р - контактное давление.
В соответствии с направлением действия контактного давления и трения в очаге деформации в установившейся стадии прошивки (рис. 1–3), после проецирования их на осевое и тангенциальное направления, используя принятое допущение, а также на основании выражений (1)–(5), получаем следующую систему уравнений равновесия и энергетического баланса:
' ±p b x S x cosP (fcosф x ± tga) - p\Sx b' x tga' x + f 'cosф' x Sx b' x ) ± ±p‘(f''Sx b x cos^ x ± S x b’ x tga' x ) = 0;
p [f bx Sx (IcosM - Rx)sin^x - bx SxIsinw] - p f Sx b'x R'xsinф'x — -p " f "sx b' x I '' sin^ x ' = 0;
-
2 f p V b x S x cos6 x + 2 f '' p ' V '' S x b’ x cos^ x = f p V O b x S x +
I +fp Vo^sx b'x + f' p "vOXsxb'X + ^ф, где bx, b'x, b'x - ширины контактных поверхностей металла с валком, оправкой и диском соответственно;
-
f, f‘, f" - коэффициенты внешнего трения на валке, оправке и диске соответственно;
-
ф x , ф' х: , ф X - углы отклонения удельных сил трения (сил трения) на контактных поверхностях металла с валком, оправкой и диском соответственно;
-
Р - угол подачи;
-
a - угол конусности очага деформации по валку;
-
a'x - текущий угол конусности рабочего участка оправки;
-
a x' - текущий угол охвата очага деформации по диску;
I - кратчайшее расстояние между осью валка и осью прошивки в рассматриваемом сечении очага деформации основной меридиональной плоскостью валка;
-
м - угол основного меридионального сечения по валку;
-
I " - расстояние от оси диска до точки действия удельной силы трения на контактной поверхности металла с направляющим диском;
-
V, V '' - скорости точек на контактной поверхности валка и диска соответственно;
-
Vo, Vo ' , V O' - скорости скольжения металла на контактных поверхностях с валком, оправкой и диском соответственно.
Осевая проекция нормального давления на валке может иметь как положительный (в конусе прошивки), так и отрицательный (в конусе раскатки) знаки. Удельные силы трения на контактных поверхностях металла с валками могут иметь как положительные, так и отрицательные проекции на осевое направление и направления моментов в тангенциальном направлении, в зависимости от характера зон скольжения вдоль и поперек очага деформации.
При использовании раскрутки стержня оправки на контактной поверхности металла с оправкой могут возникать зоны тангенциального отставания. В этом случае проекции удельных сил трения на осевое направление и направление моментов этих сил относительно оси прошивки принимают положительные знаки.
При удержании оправки вдоль всей контактной поверхности с металлом наблюдается зона тангенциального опережения и удельный момент сил трения относительно оси прошивки действует в отрицательном направлении.
При свободно вращающейся оправке, с учетом увеличения ее радиуса в направлении выхода из очага деформации, на контактной поверхности преобладает зона тангенциального опережения и удельный момент сил трения действует в отрицательном направлении относительно оси прошивки.
Характер зон скольжения на контактной поверхности металла с дисками в осевом направлении определяется соотношением частот вращения валков и дисков, а также тянущей способностью валков и условиями вторичного захвата.
При определении мощности формоизменения при прокатке на оправке необходимо учитывать обжатие и утонение стенки гильзы в калибре, образованном валком и оправкой, утолщение во внеконтактной зоне и скручивание в зоне контакта с направляющими дисками. Согласно работе [11]:
Мф = №vHdV, где V - объем очага деформации;
Н - интенсивность скоростей деформации сдвига.
В работе [5], пренебрегая скручиванием на длине полушага подачи заготовки, получили следующую формулу для определения мощности формоизменения
Мф = 2 rs hx $x(in^-ln-^), (7)
л% л1% где т5 - фактическое сопротивление деформации прошиваемого металла;
hox, hx,hlx - толщины полого тела в геликоидальном направлении очага деформации при входе в зазор между валками, выходе из зазора и входе в зазор через полушаг подачи, с учетом утолщения из-за внеконтактной деформации.
Для определения углов отклонения сил трения от осевого направления на контактных поверхностях металла с рабочим инструментом необходимо выполнить кинематический анализ возможных полей скоростей. Наиболее удобный подход к решению данной задачи изложен в трудах [2]. Авторами проведен обширный анализ векторных полей скоростей металла и инструмента на контактных поверхностях металла с валками, оправкой, направляющими линейками и роликами (направляющие валки), но не сделан анализ на прошивных станах с направляющими приводными дисками (станы Дишера). Используя данный подход, а именно подвижную систему координат с тангенциальным и осевым направлениями, построены возможные векторные диаграммы скоростей на контактной поверхности металла с направляющими приводными дисками, представленные на рис. 4.
На рис. 4а представлена диаграмма скоростей металла и диска в случае осевого отставания, на 4б – в случае осевого опережения.
В соответствии с приведенными диаграммами на рис. 4, угол отклонения силы трения от осевого направления определяется следующим образом:
-
^" = ^ + arctg( "^м ), (8) lj LUd^ m ±/
где ^ = V - коэффициент скорости.
V
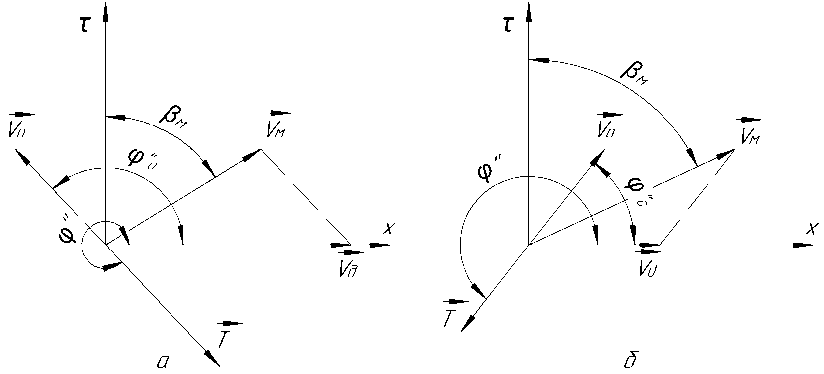
Рис. 4. Векторные диаграммы скоростей на контактной поверхности металла с диском: Р м — угол отклонения вектора скорости металла от тангенциального направления, ф О - угол отклонения вектора скорости скольжения Vo от осевого направления, ф " - угол отклонения вектора силы трения от осевого направления
Полученная система уравнений (6) с учетом (7) имеет шесть неизвестных значений: нормальные давления на валках - р, оправке -р' и дисках - р ", фактическое сопротивление деформации - т5, угол отклонения силы трения от осевого направления на контактной поверхности металла с оправкой - ф , , скорость скольжения металла на контактной по-верхностис оправкой - Уо.
При использовании раскрутки стержня можно определить скорость в любой точке контактной поверхности на оправке. В этом случае величина ф , становится известной и определяется в соответствии с [2] как
-
ф, = л + arttg^M^^ (9)
где р' = ^ М - коэффициент скорости;
У м - скорость на контактной поверхности металла с оправкой;
-
У - скорость точки на контактной поверхности оправки.
В случае неподвижной оправки угол ф , = .
Для свободно вращающейся оправки определить угол ф , , используя представленные выше выражения, нельзя. В этом случае для сокращения количества неизвестных в системе (6) можно воспользоваться связью между скоростью оправки и скоростью скольжения металла на контактной поверхности с ней [2]:
Уо = 7(У sinPм)2 + (Ум cos^ -У' )2. (10)
Для решения данной системы дополнительно можно использовать выражения для определения нормального давления на валках и фактического сопротивления металла пластической деформации.
В работе [12] описано несколько вариантов определения нормального давления металла на валки при прошивке, в зависимости 2г от отношения —, где г - радиус заготовки, b - ширина контактной поверхности металла с валком в рассматриваемом сечении очага деформации.
2г
В диапазоне 1 < — < 8,5 нормальное давление определяется следующей зависимостью [13]
р = 2 ts (1,25 1п2Г+ 1,25 ^-1,25). (11)
2г
При — > 8,5 нормальное давление определяется формулой Прандтля
р = 2 rs (1 + ^). (12)
2г
Для случаев, когда отношение — > 1, в работе [14] получена формула
р = (3,92 - 4,62) ts. (13)
Для определения фактического сопротивления деформации прошиваемого металла можно использовать многочисленные труды ученых и специалистов [16, 17].
Таким образом, с учетом (7)–(13) можно решить систему (6) относительно трех неизвестных значений: нормальных давлений металла на оправку и диски и скорости оправки.
Полученная система уравнений равновесия и энергетического баланса очага деформации процесса прошивки на двухвалковых станах поперечно-винтовой прокатки с направляющими приводными дисками позволяет определить характер распределения нормальных давлений и удельных сил трения на направляющих дисках и оправке, а также определить скорость оправки в установившемся режиме прошивки в случае использования свободновращающейся оправки. Используя полученные распределения нормальных давлений и удельных сил трения на контактных поверхностях металла с рабочим инструментом, можно определить полные усилия и вращающие моменты, действующие на валки, оправку и диски.
Список литературы Применение энергостатического метода определения усилий и моментов, действующих на инструмент при прошивке на двухвалковых станах поперечно-винтовой прокатки с приводными направляющими дисками
- Романцев, Б.А. Винтовая прошивка в трубном производстве: учеб.-метод. пособие / Б.А. Романцев, А.В. Гончарук, А.С. Алещенко. -М.: Издат. Дом НИТУ «МИСиС», 2017. -262 с.
- Интенсификация поперечно-винтовой прокатки / А.П. Чекмарев, Ю.М. Матвеев, В.Н. Выдрин, Я.С. Финкельштейн. - М.: Металлургия, 1970 -184 с.
- Выдрин, А.В. Математические модели и процессы прокатки профилей высокого качества: моногр. / А.В. Выдрин. - Челябинск, Изд-во ЮУрГУ, 2002. - 215 с.
- Рыбин, Ю.И. Математическое моделирование и проектирование технологических процессов обработки металлов давлением / Ю.И. Рыбин, А.И. Рудской, А.М. Золотов. -СПб.: СПбГПУ, 2004. - 644 с.
- Выдрин, В.Н. Динамика прокатных станов / В.Н. Выдрин. - М.: Металлургия, 1960.
- Тарновский, В.И. К формулировке метода интегральных уравнений мощности расчета усилий в процессах обработки металлов давлением / В.И. Тарновский, С.Л. Ко-царь // Теория и технология прокатки: сб. науч. тр. - Свердловск: УПИ, 1967. - С. 8-14.
- Степаненко, В.И. Силовые условия при волочении через роликовую волоку / В.И. Степаненко, А.Г. Стукач, Л.М. Железняк // Известия вузов. Черная металлургия. - 1973. -№ 8 - С. 97-103.
- Тинигин, Н.И. Определение энергосиловых параметров процесса плоской прокатки / Н.И. Тинигин, В.В. Кучеряев // Пластическая деформация металлов и сплавов: сб. науч. тр. -М.: Металлургия, 1983 - С. 19-23.
- Смирнов, В.К. Деформации и усилия в калибрах простой формы / В.К. Смирнов, В.А. Шилов, К.И. Литвинов. - М.: Металлургия, 1982. -144 с.
- Выдрин, А.В. Теоретический анализ и математическое моделирование процессов прокатки с целью повышения качества продукции: дис. ... д-ра техн. наук: 05.16.05 /Вы-дрин Александр Владимирович. - Челябинск, 2000. - 364 с.
- Теория обработки металлов давле-
- нием / И.Я. Тарновский и др. - М.: Металлургия, 1963.
- Целиков, А.И. Теория расчета усилий в прокатных станах / А.И. Целиков. - М.: Металлургия, 1967 - 494 с.
- Луговской, В.М. Влияние внешних зон на очаг деформации / В.М. Луговской // Вторая научно-техническая конференция аспирантов и младших научных сотрудников: сб. тр. - Изд-во АН СССР. - 1959. - Т. 2.
- Томленов, А.Д. Об особенностях расчета напряженного состояния, возникающего при ковке плоскими бойками / А.Д. Томленов // Вестник машиностроения. - 1959. -№ 1.
- Прошивка в косовалковых станах / А.П. Чекмарев, Я.Л. Ваткин, М.И. Ханин и др. - М. : Металлургия, 1967 - 240 с.
- Теория прокатки: справ. / А.И. Целиков, А.Д. Томленов, В.И. Зюзин и др. - М.: Металлургия, 1982. - 335 с.
- Крайнов, В.И. Оборудование, методика, результаты пластометрических исследований: учеб. пособие / В.И. Крайнов. - Челябинск: ЧГТУ, 1995. - 95 с.
