Применение методов классификации временных рядов при оперативном контроле хода выполнения технологических операций

Автор: Спирин Евгений Анатольевич, Куликов Владимир Русланович, Сарамуд Михаил Владимирович, Пикалов Яков Юрьевич
Рубрика: Управление сложными системами
Статья в выпуске: 4, 2023 года.
Бесплатный доступ
Работа посвящена практической апробации методов машинного обучения для реализации автоматизированного оперативного контроля выполнения технологической операции. В качестве объекта исследования выбрана технологическая операция затягивания винтового соединения. Для реализации автоматического контроля рассмотрено решение задачи классификации последовательности данных, получаемых в ходе выполнения операций. Особенностью задачи является ограниченный набор данных, используемых в обучении и тестировании нейронных сетей. Выполнен обзор источников и сравнительный анализ эффективности обучения и применения нейронных сетей с рекуррентной и сверточной архитектурами. Экспериментальные исследования выполнены на роботизированном стенде с применением прототипа завинчивающего устройства авторской конструкции. На основе результатов тестирования рассмотренных моделей предложена архитектура нейронной сети, обеспечивающая оптимальное соотношение между точностью и скоростью ее работы.
Автоматизация производства, перспективная контрольно-измерительная техника, нейронные сети, контроль технологического процесса, классификация последовательности
Короткий адрес: https://sciup.org/148327418
IDR: 148327418 | УДК: 681.51 | DOI: 10.18137/RNU.V9187.23.04.P.78
Application of time series classification methods in the operational control of the progress of technological operations
The work discusses the practical testing of machine learning methods for the implementation of automated operational control of technological operation. The technological operation of tightening the screw connection was chosen as the object of research. To implement automatic control, the solution of the problem of classifying the sequence of data obtained during the execution of operations is considered. The distinctive feature of the task is a limited set of data used in training and testing neural networks. The authors have performed a review of sources and a comparative analysis of the effectiveness of training and the use of neural networks with recurrent and convolutional architectures. The experimental studies were carried out on a robotic stand using a prototype of a screw-down device of the authors’ design. Based on the test results of the considered models, a neural network architecture is proposed that provides an optimal ratio between accuracy and speed of its operation.
Текст научной статьи Применение методов классификации временных рядов при оперативном контроле хода выполнения технологических операций
Постоянное стремление к повышению эффективности предприятий приводит к необходимости поиска новых инструментов и методов управления. Например, для оптимизации процессов управления возможно использование комбинации методов системного
Применение методов классификации временных рядов при оперативном контроле ...
Спирин Евгений Анатольевич кандидат технических наук, научный сотрудник научно-исследовательской лаборатории робототехнических систем, Сибирский государственный университет науки и технологий имени академика М.Ф. Решетнева, город Красноярск. Сфера научных интересов: программирование, аналитическая механика, приводные системы и детали машин, вычислительная гидродинамика и теплопередача. Автор более 10 опубликованных научных работ. SPIN-код: 2641-6980, AuthorID: 642040.
прерывного потока большого объема данных, поступающих с технологического оборудования, при этом одной из задач анализа данных является их классификация.
Данная работа посвящена решению задачи классификации временных рядов, полученных с прототипа технологического устройства, применяемого для автоматизированного завинчивания винтов и контроля технологических параметров выполняемой операции.
Целью работы является апробация методов классификации при реализации оперативного контроля выполнения технологических операций.
Анализ существующих методов
Традиционные подходы к классификации временных рядов основаны на методах частотного анализа, авторегрессионных или марковских моделях. Специалисты по глубокому обучению обычно рассматривают рекуррентные архитектуры как отправную точку по умолчанию для задач моделирования последовательностей.
Среди задач классификации последовательностей можно выделить следующие типы: классификация последовательности (сопоставляется скаляр, определяющий ее тип sequence classification ); классификация каждого элемента последовательности (вектору последовательности в соответствие ставится вектор классов sequence to sequence classification ).
В работе [6] предложен метод классификации временных рядов с переменным размером наблюдений, основанный на кодировании формы анализируемого сигнала в виде бинарной последовательности фиксированной длины.
В работе [7] проведена систематическая оценка общих сверточных и рекуррентных архитектур для классификации последовательностей (звук, текст, временные ряды). В результатах показано, что сверточная архитектура превосходит канонические рекуррентные сети, такие как LSTM . Результаты показывают, что TCN ( temporal convolutional network ) убедительно превосходят базовые рекуррентные архитектуры для широкого спектра задач моделирования последовательностей.
В работе [8] описана архитектура генеративной сети WaveNet , основанной на последовательности сверточных слоев с причинно-следственными связями ( causal convolutions layers ), что по сути является TCN -сетью (см. Рисунок 1). Показано что данная архитектура успешно применяется в генеративных сетях при решении задачи генерации речи на основе текста.
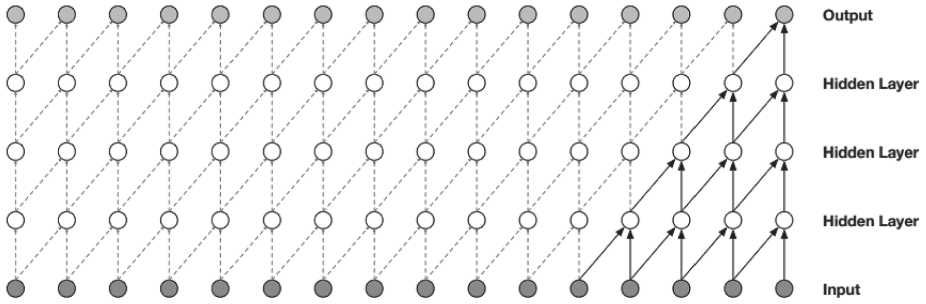
Рисунок 1. Сверточные слои с причинно-следственными связями
Источник: [8].
В работе [9] приведена архитектура нейронной сети, содержащей слои сверточной архитектуры и слои сети долгой краткосрочной памяти ( CNN-LSTM network ). При этом
Применение методов классификации временных рядов при оперативном контроле ...
для выделения ключевых признаков последовательности применяются блоки обучения локальным признакам ( local feature learning blocks , LFLB ). Данный подход авторы применили для определения эмоционального характера речи, представленного в виде аудиопоследовательности. Каждый блок обучения локальных признаков состоит из одного сверточного слоя, одного слоя пакетной нормализации, одного активационного слоя и слоя подвыборки ( maxpooling ). Для учета влияния долгосрочных зависимостей из последовательности локальных объектов вводится уровень LSTM .
Реализация метода
Технологический процесс, данные с реализации которого используются для анализа, заключается в автоматизированной затяжке винтового соединения. При этом нормально протекающий процесс можно условно разбить на четыре этапа:
-
1) наживление винта, при котором происходит начальный контакт винта и поверхности отверстия и происходит вход витков резьбы во впадины ответной части;
-
2) основной цикл, который характеризуется ускоренным закручиванием 95 % длины винта;
-
3) затяжка винта до заданного крутящего момента, значение которого регламентируется;
-
4) ослабление и извлечение инструмента из зацепления с винтом.
В работе [10] авторы подробно рассматривают ошибки, которые могут случиться на этапе наживления винта (нормальное вкручивание, непопадание в отверстие, перекос винта и др.). Однако завершающую стадию ослабления и извлечения инструмента сложно проконтролировать по изображениям. По этой причине рассматривался заключительный этап завинчивания – достижение заданного крутящего момента затяжки и последующего его снижения с целью нормального извлечения инструмента.
Экспериментальный стенд для анализа процесса роботизированного закручивания винтов представлен на Рисунке 2.
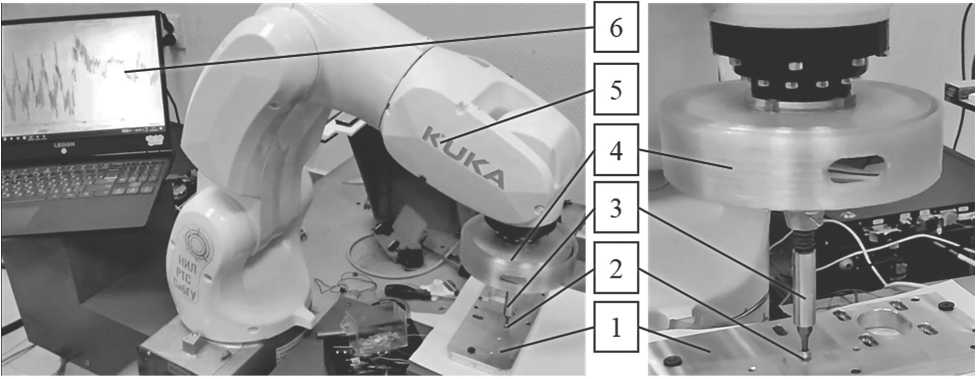
Рисунок 2. Прототип специального исполнительного устройства, установленный на роботе KUKA KR3 R540
Источник: здесь и далее рисунки и фото являются авторскими.
Стенд состоит из плиты 1 с резьбовыми отверстиями M3, винта 2 , подпружиненной биты 3 , беспроводного исполнительного устройства 4 с датчиком усилий (см. Рисунок 3), робота-манипулятора 5 KUKA KR3 R540, ноутбука 6 для сбора данных от микроконтроллера.
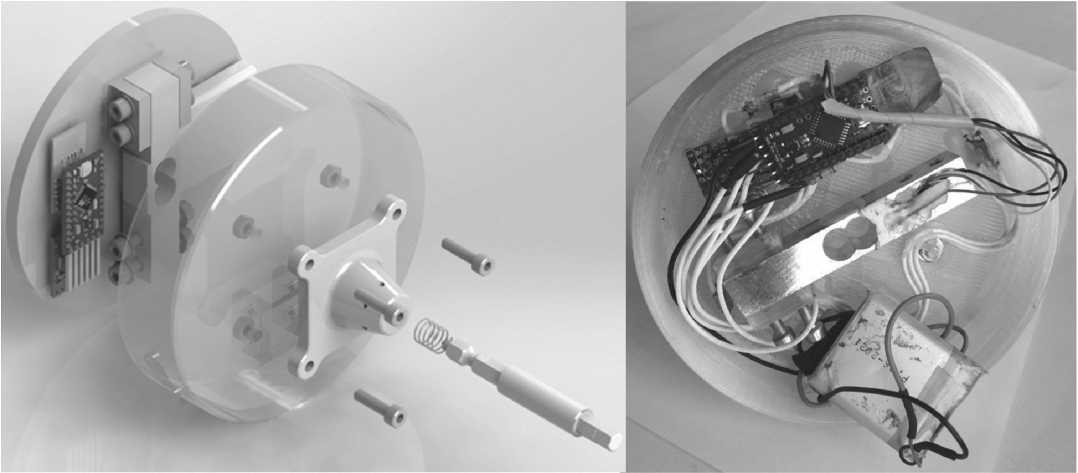
Рисунок 3. Беспроводное исполнительное устройство
Целью решаемой задачи классификации является определение зон затяжки и ослабления.
Решаемая задача характеризуется сравнительно малым объемом данных обучающей выборки. Для обучения используются 8 временных рядов, полученных в результате выполнения технологической операции в номинальном режиме. Каждая последовательность содержит 400 значений с датчика нагрузки (датчик воспринимает как крутящий момент затяжки, так и осевое усилие на инструменте).
На Рисунке 4 приведен пример разметки ряда, содержащего значения, соответствующие классам затяжки ( T ), ослабления ( L ) и прочие ( O ).
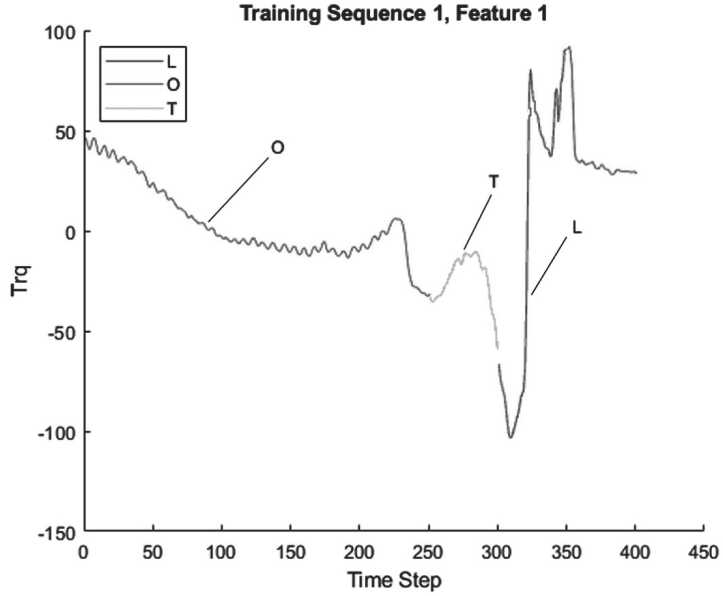
Рисунок 4. Пример разметки данных
В результате оптимизации гиперпараметров TCN по критериям точности классификации и производительности оптимальное количество блоков локальных признаков стало
Применение методов классификации временных рядов при оперативном контроле ...
равным двум. В качестве эксперимента была рассмотрена архитектура TCN с дополнительным слоем LSTM (см. Рисунок 5).
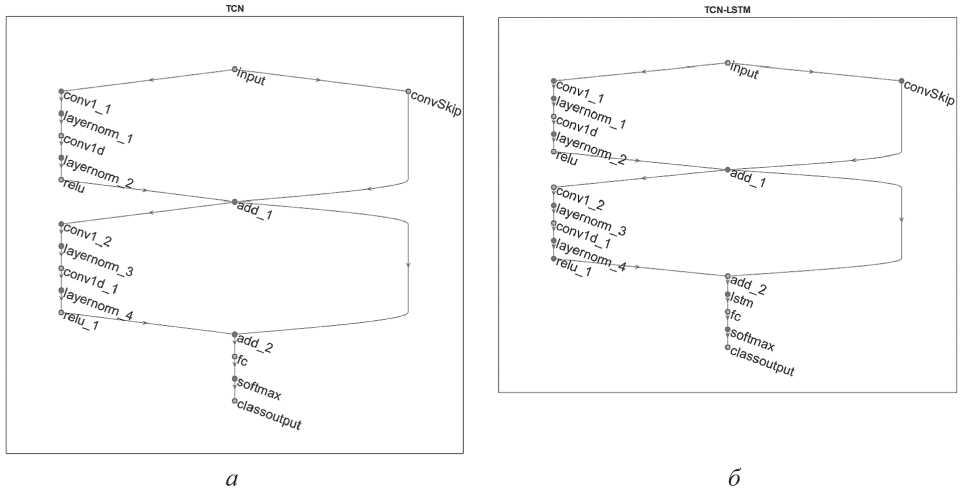
Рисунок 5. Архитектура нейронных сетей: а – TCN с двумя блоками локальных признаков; б – TCN-LSTM с одним блоком локальных признаков и одним слоем LSTM
Результаты экспериментов
Обученные нейронные сети использовались для классификации тестовых последовательностей (не используемых в обучении), результаты которой приведены на Рисунке 6.
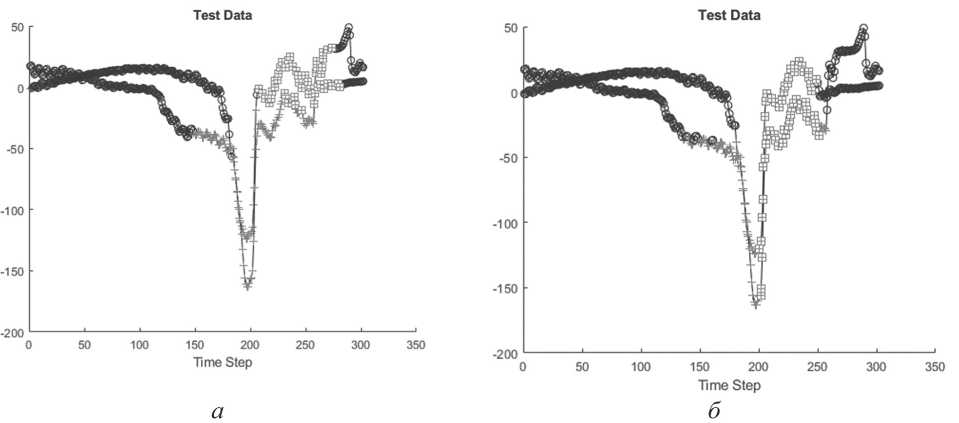
Рисунок 6. Результаты применения алгоритмов на тестовых рядах: а – LSTM ; б – TCN (+ – затяжка; ш – ослабление; Q – остальное)
На Рисунке 6 приведены графики результатов классификации простой LSTM-модели и модели TCN применительно к двум тестовым последовательностям. Графики демонстрируют качественные различия в работе моделей: несмотря на незначительную по- грешность в определении зоны ослабления, границы перехода состояния технологического процесса определены верно.
При реализации методов классификации в реальных условиях производства критичными являются характеристики, обеспечивающие производительность выполнения контроля и скорость переналадки. Для сравнительного анализа моделей их характеристики приведены в Таблице.
Таблица
Сравнительные характеристики архитектур нейросетевых моделей
|
Тип |
Продолжительность обучения |
Точность классификации, % |
Продолжительность вычислений на тестовых рядах, с/ряд |
|
LSTM |
8 мин 38 с |
76…78 |
0,065 |
|
TCN (2 блока LFLB ) |
1 мин 11 с |
89…93 |
0,05 |
|
TCN _ LSTM (1 блок LFLB ) |
35 с |
85…88 |
0,01 |
Выводы
Несмотря на то, что LSTM показывает неплохую точность классификации, качественная картина, как видно из Рисунка 6, является неудовлетворительной. Добавление дополнительного слоя LSTM не приводит к улучшению качества классификации. В сравнении с LSTM архитектура TCN позволяет решать задачу классификации эффективнее, при этом замена одного из блоков определения локальных признаков на слой LSTM дает преимущество в скорости обучения и реализации.
Заключение
Применение методов глубокого обучения для классификации временных рядов при реализации оперативного контроля выполнения технологических операций является эффективным. В условиях централизованной обработки потока данных, получаемого с технологического оборудования, предпочтительной является реализация модели классификации на основе TCN-LSTM -архитектуры, обеспечивающей баланс между точностью и скоростью работы.
Список литературы Применение методов классификации временных рядов при оперативном контроле хода выполнения технологических операций
- Золкин А.Л., Тормозов В.С., Буштрук Т.Н., Арнаутов Е.А. Системный подход в моделировании эффективности кадрового потенциала сотрудников IT-предприятия // Вестник Российского нового университета. Серия: Сложные системы: модели, анализ, управление. 2023. № 1. С. 1-9. DOI: 10.18137/rnU.V9187.23.01.p.3 EDN: LCMWKQ
- Вечерская С.Е. Применение скользящей шкалы приоритетов в задачах оптимизации управления // Вестник Российского нового университета. Серия: Сложные системы: модели, анализ, управление. 2022. № 4. С. 32-38. DOI: 10.18137/RNU.V9187.22.04.P.32 EDN: ZGVBOE
- Temelkova M. Similarities and Differences Between the Technological Paradigms "Production System", "Cyber-physical System" and "Cyber-physical Production System" // 2022 International Conference on Communications, Information, Electronic and Energy Systems (CIEES). Veliko Tarnovo, Bulgaria, November 24-26, 2022. Pp. 1-7. DOI: 10.1109/CIEES55704.2022.9990698
- Смышляева А.А., Резникова К.М., Савченко Д.В. Современные технологии в Индустрии 4.0 - киберфизические системы // Отходы и ресурсы. 2020. Т. 7. № 3. DOI: 10.15862/02INOR320
- Al-Ali A.R., Gupta R., Nabulsi A.A. Cyber physical systems' role in manufacturing technologies // 6th International Conference on Nano and Materials Science: ICNMS 2018: AIP Conference Proceedings. Vol. 1957. No. 1. Article no. 050007. DOI: 10.1063/1.5034337
- Kudo M., Toyama J., Shimbo M. Multidimensional curve classification using passing-through regions // Pattern Recognition Letters. 1999. Vol. 20. No. 11-13. Pp. 1103-1111. 10.1016/ S0167-8655(99)00077-X. DOI: 10.1016/S0167-8655(99)00077-X
- Bai S., Kolter J. Z., Koltun V. An Empirical Evaluation of Generic Convolutional and Recurrent Networks for Sequence Modeling // arXiv. Cornell University. Preprint, submitted April 19, 2018. URL: https://arxiv.org/abs/1803.01271 (дата обращения: 20.10.2023).
- Oord A. van den, Dieleman S., Zen H., Simonyan K., Vinyals O., Graves A., Kalchbrenner N., Senior A., Kavukcuoglu K. WaveNet: A Generative Model for Raw Audio // Preprint, submitted September 12, 2016. URL: https://arxiv.org/abs/1609.03499 (дата обращения: 20.10.2023).
- Zhao J., Mao X., Chen L. Speech emotion recognition using deep 1D & 2D CNN LSTM networks // Biomedical Signal Processing and Control. 2019. Vol. 47. Pp. 312-323. 10.1016/j. bspc.2018.08.035. DOI: 10.1016/j.bspc.2018.08.035
- Matsuno T., Huang J., Fukuda T. Fault detection algorithm for external thread fastening by robotic manipulator using linear support vector machine classifier // 2013 IEEE International Conference on Robotics and Automation. Karlsruhe, Germany, May 06-10, 2013. Pp. 3443-3450. 10.1109/ ICRA.2013.6631058. DOI: 10.1109/ICRA.2013.6631058
