Применение неразрушающего контроля для оценки качества отливок из серого чугуна

Автор: Скобло Т.С., Сидашенко А.И., Сайчук А.В., Рыбалко И.Н., Телятников В.В., Радченко А.А.
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Научно-техническое обеспечение процессов и производств в АПК и промышленности
Статья в выпуске: 4 (8), 2015 года.
Бесплатный доступ
Показано, что контролем качества литья корпусных деталей из серого чугуна на основании показателей коэрцитивной силы возможно выявление зон, склонных к трещинообразованию. После заварки дефектов в прилегающей зоне происходит снятие напряжений.
Неразрушающий контроль, коэрцитивная сила, корпус, отливки, чугун
Короткий адрес: https://sciup.org/14770105
IDR: 14770105 | УДК: 669.131.6:621.746.221.008.6.004.12
Текст научной статьи Применение неразрушающего контроля для оценки качества отливок из серого чугуна
Введение. Уровень надежности сельскохозяйственной техники оценивается в 15...20 % себестоимости механизированных работ и во многом определяет величину затрат на ее поддержание в работоспособном состоянии. Не удовлетворительная надежность машин приводит к повышенным затратам на ремонт.
Наиболее ответственными деталями сельскохозяйственной техники, определяющими надежность работы всей машины в целом, являются - корпусные. В процессе эксплуатации они подвергаются различным нагрузкам, в результате которых появляется такой трудноустранимый дефект, как трещинообразование с потерей герметичности, и как следствие - загрязнение смазочными материалами, абразивными частицами, что ухудшает условия смазки. Нарушение герметичности корпусных деталей наносит огромный ущерб сельскому хозяйству, так как аварийные утечки топливосмазочных материалов приводят ежегодно к необоснованным потерям урожая [1].
Эксплуатация картерных деталей большинства дизельных двигателей, в первую очередь, корпусных, происходит в условиях воздействия значительных механических, термоциклических и вибрационных нагрузок длительного характера. Это требует Агротехника и энергообеспечение. - 2015. - № 4 (8) И15
использования для их изготовления соответствующих материалов, которые по комплексу физико-механических, эксплуатационных характеристик и структуры обеспечивают достаточную надежность и долговечность двигателей. Актуальной является также проблема снижения металлоемкости корпусных отливок в направлении уменьшения толщин их стенок при гарантированном обеспечении эксплуатационного ресурса, в том числе, при увеличении мощности двигателей и удельных нагрузок на детали [2].
Материалы и методы исследования. В настоящее время корпусные отливки большинства дизельных двигателей традиционно изготавливают из низколегированногосерого чугуна с пластинчатым графитом (ЧПГ) марок СЧ15, СЧ18, СЧ20, которые обеспечивают в стенках толщиной 30-55 мм предел прочности при растяжении (ов) в пределах 200-250 МПа, а в более тонких сечениях - до 270 МПа. Для раздаточных коробок мощных двигателей фирма «General Motors» (США) использует специальные чугуны, легированные (в %): хромом (0,30-0,55), никелем (0,65-0,85) и молибденом (0,35-0,85), с пределом прочности до 350 МПа и твердостью 223-248 ед. НВ.
Кроме того, из-за разностенности и сложной конструкции в разных сечениях блоков корпусных деталей литейные напряжения снижают конструкционную прочность и создают вероятность нарушения геометрической стабильности деталей в эксплуатации.
Для контроля качества и однородности свойств изготавливаемых изделий, целесообразно их контролировать неразрушающим методом. Для этого использовали коэрцитиметр марки КРМ-Ц-К2М с преобразователем для измерения показателей с малым щупом (размер магнита 20×7мм, расстояние между магнитами 10мм). Измерения проводили в двух направлениях: поперечном и продольном.
Исходя из этого, целью исследований явилось установление факторов, которые обеспечивают необходимый уровень свойств и структуры металла отливок неразрушающим методом контроля по показаниям коэрцитивной силы.
Для этого анализировали специальные литые пробы, параллельно отливаемые с корпусами, имеющие толщину стенок, соответствующую изделиям (рис. 1).
Химический состав отливок соответствовал требованиям нормативно-технической документации (ГОСТ 3.1105 табл.1). В качестве модификаторов использовали присадки ФС65, ФС 75 (ГОСТ 1415) в количестве 0,4% на 1т. жидкого металла.
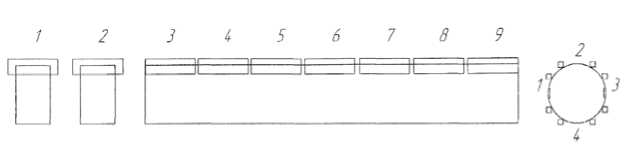
вырезки образцов для исследований
Рисунок 1 - Зоны измерений коэрцитивной силы и места
Таблица 1 - Химический состав чугуна
|
Марка чугуна |
Степень эвтектичности |
Массовая доля элементов, % |
||||||
|
углерод |
кремний |
марганец |
фосфор сера хром никель |
|||||
|
не более |
||||||||
|
СЧ 15 |
5,4-6,4 |
3,2-3,6 |
2,2-2,8 |
0,6-0,8 |
0,2 |
0,14 |
допускается |
|
|
СЧ 20 |
5,0-5,8 |
3,1-3,4 |
1,9-2,4 |
0,6-0,9 |
0,2 |
0,14 |
0,3 |
0,2 |
Результаты исследований. На основе статистических исследований измерения коэрцитивной силы на деталях «Корпус раздаточной коробки», из серого модифицированного чугуна выполнено 71 измерение и «Картер коробки перемены передач» (рис. 2) – 148 измерений, установлено, что для первой из них колебания этого показателя изменяются в пределах 4,4-8,0 А/см (рис. 3 и 4), а для второй – 5,0-9,4 А/см (рис. 5, 6).
Первая деталь (см. рис. 3, 4) изготовлена из чугуна СЧ15, где повышена суммарная концентрация углерода и кремния, что приводит к увеличению доли графита и феррита и характеризуется более низкими показателями коэрцитивной силы.
Вторая деталь (см. рис. 5, 6) изготовлена из чугуна марки СЧ 20, где повышена коэрцитивная сила и снижена доля этих структурных составляющих.
Обе детали имеют близкую толщину стенок, что характеризуется аналогичными условиями кристаллизации.
Из статистического анализа следует, что стабильной и качественной структуре металла соответствуют показания коэрцитивной силы 7,0-8,0 А/см. Отклонения ниже нижнего предела показаний связано с увеличенной долей феррита и наличием более грубых скоплений графита. Это характерно для коэрцитивной силы, на уровне 4,3-6,0 А/см.
Как показали измерения, направление установки преобразователя (продольное, поперечное) не влияют на показания коэрцитивной силы таких относительно тонкосткнных изделий.

Рисунок 2 - Внешний вид анализируемых корпусных отливок (мелом выделены зоны измерений коэрцитивной силы)
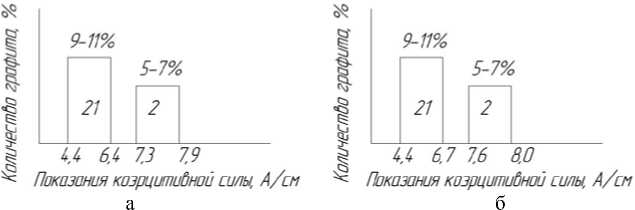
Рисунок 3 - Корпус раздаточной коробки трактора Т-150К (чугун СЧ 15)
а - поперечные измерения, б - продольные измерения
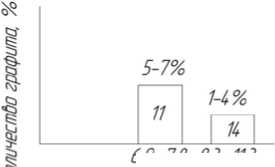
Рисунок 4 -
6,9 7,8 8,3 11,3
Показания коэрцитивной силы, А/см
Корпус раздаточной коробки трактора Т-150К
(чугун СЧ 20, продольные измерения)
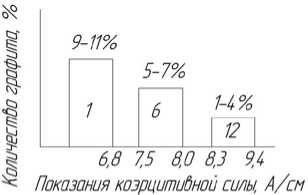
Рисунок 5 - Корпус коробки перемены передач трактора Т-150К (чугун СЧ 15, продольные измерения)
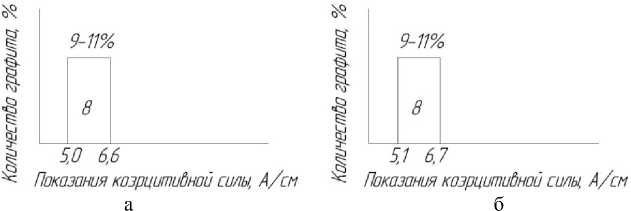
Рисунок 6 - Корпус коробки перемены передач трактора Т-150К
(чугун СЧ 20)
а - поперечные измерения, б - продольные измерения
При показаниях коэрцитивной силы выше верхнего предела ≥ 8,0 А/см в структуре деталей может появится структурно свободный цементит или большие скопления неметаллических включений. Выявленные отклонения в структуре чугуна могут сопровождаться появлением дефектов песчаных и газовых раковин, трещин и ситовидной пористости, которые выявлены на образце- свидетеле с коэрцитивной силой ≥10 А/см (табл. 2).
Таблица 2 - Литейная проба - свидетель
|
№ п.п |
Зоны измерения |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
1 |
10,1 |
10,9 |
9,3 |
8,9 |
8,4 |
8,4 |
8,6 |
8,4 |
7,8 |
|
2 |
9,8 |
10,0 |
9,0 |
8,8 |
8,6 |
8,4 |
8,4 |
7,9 |
8,3 |
|
3 |
10,4 |
10,6 |
9,4 |
8,6 |
8,4 |
8,4 |
8,2 |
8,0 |
8,3 |
|
4 |
10,2 |
10,6 |
8,9 |
8,6 |
8,4 |
8,4 |
8,1 |
7,9 |
8,0 |
|
х |
10,125 |
10,525 |
9,15 |
8,725 |
8,45 |
8,4 |
8,325 |
8,05 |
8,1 |
Одновременно в зонах расположения неслитин коэрцитивная сила стабильно высокая 10,4÷11,3 А/см. Это позволяет, исходя из опыта контроля, судить о нарушении сплошности в такой зоне [4, 5].
Аналогичная картина неоднородных показаний коэрцитивной силы была выявлены и в литой пробе из такого чугуна (∅30мм), где колебания составили 7,8-10,9 А/см. (см. табл. 2 и рис.1).
Для определения браковочных норм отливок вырезаны шлифы для металлографических исследований и локального рентгеноспектрального анализа. Проведены статистические исследования литых проб с различным уровнем свойств, поскольку возникло предположение о нестабильном качестве металла по распределению марганца и кремния (входящие в состав модификатора). Сопоставительные исследования также проводили на двух пробах от металла, отливаемых корпусов с различной коэрцитивной силой: минимальными и максимальными значениями (8,1 и 10,5 А/см соответственно). Анализ нетравленых шлифов СЧ (серого чугуна) показал, что при низких показателях коэрцитивной силы у поверхности формируются мелкие выделения графита образуются розетки (раздроблены пластины) с максимальным размером включений графита до 2-2,3 мм. Кроме того, большая доля включений представлена в виде точечных выделений. Общее количество графита не превышает 5-7 %. По центру пробы графит также розеточный, встречаются утолщенные включения. Минимальная доля точечных включений равномерно распределена по всей центральной зоне. В образцах с максимальной коэрцитивной силой включения у поверхности образуют утолщенные выделения, а точечный - отсутствует. Одновременно встречаются области с очень грубыми включениями, предположительно соответствуют ликвационным зонам. Доля включений графита в таком чугуне значительно большая и составляет 9-11 %. По центру отливки длина пластин достигает 5 мм, а их доля -20 %. Методом рентгеноструктурного анализа показано, что это связано с ликвацией кремния, концентрация которого изменяется от 0,97 до 2,02%, что в ряде случаев соответствует нормативно-технической документации. Аналогичные отклонения характерны и для зональной ликвации марганца 0,39-0,99% (рис. 7, 8). Кроме того, вблизи графитовых включений выявлено значительное количество неметаллических твердых включений (оксиды), которые при полировке выкрашиваются, оставляя деформационный след (царапины). Как показали измерения, концентрация кислорода с максимальным количеством таких включений локально достигает 25-30% кислорода что существенно повышает показания коэрцитивной силы.
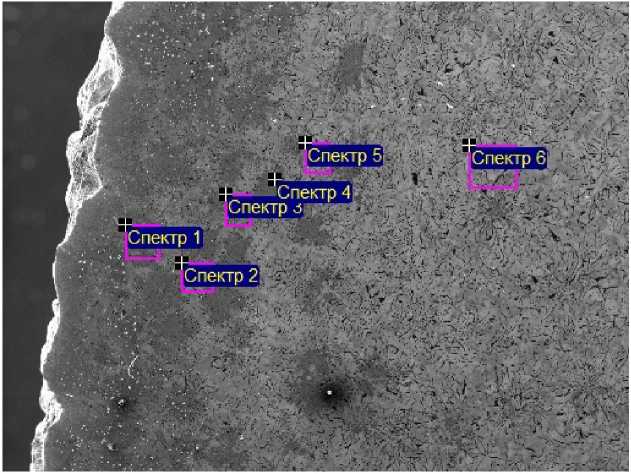
1mm
Электронное изображение 1
|
Спектр |
C |
O |
Si |
P |
S |
Cr |
V |
Ti |
Mn |
Fe |
|
Спектр 1 |
19.67 |
1.81 |
1.63 |
0.06 |
0.34 |
- |
0.04 |
- |
0.94 |
75.51 |
|
Спектр 2 |
18.70 |
1.35 |
1.40 |
0.04 |
0.11 |
0.09 |
0.04 |
- |
0.75 |
77.51 |
|
Спектр 3 |
16.22 |
- |
1.49 |
0.10 |
0.04 |
0.08 |
0.11 |
0.09 |
0.79 |
81.08 |
|
Спектр 4 |
11.44 |
- |
2.02 |
- |
- |
- |
- |
- |
0.58 |
85.96 |
|
Спектр 5 |
21.28 |
- |
1.43 |
- |
- |
- |
- |
- |
0.67 |
76.62 |
|
Спектр 6 |
21.55 |
- |
1.42 |
0.10 |
0.17 |
0.09 |
0.14 |
0.08 |
0.94 |
75.52 |
Рисунок 7 - Структура чугуна с мелким графитом
Исследованиями зависимостей «структура-коэрцитивная сила» показано, что оптимальной для этих марок чугунов, является доля графита равная 5-7%. В этом случае коэрцитивная сила находятся на уровне 7-8 А/см.
При увеличении доли графита до 9-11% коэрцитивная сила снижается из-за увеличения доли ферритной составляющей, и она может быть ниже 6 А/см. Однако, при увеличении в таком чугуне количества неметаллических включений, например, оксидных до 5-8% показания коэрцитивной силы могут возрастать до 9-10,6 А/см (см. табл. 2).
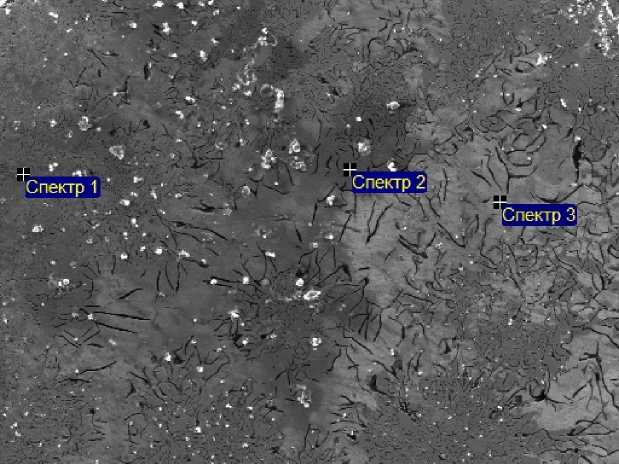
ЗООмкт
Электронное изображение 1
|
Спектр |
C |
O |
Si |
P |
S |
Cr |
Mn |
Fe |
|
Спектр 1 |
13.14 |
34.40 |
0.97 |
- |
0.20 |
- |
0.39 |
50.90 |
|
Спектр 2 |
8.43 |
4.57 |
1.95 |
- |
- |
- |
0.55 |
84.50 |
|
Спектр 3 |
7.43 |
- |
1.47 |
0.17 |
- |
0.18 |
0.99 |
89.76 |
Рисунок 8 - Структура чугуна с розеточным грубым графитом
В результате проведенных исследований установлено, что в исследуемых отливках с отклонениями по коэрцитивной силе доля графита определяется скоростью кристаллизации (поверхность отливки, средняя часть сечения), ликвацией кремния (однородностью распределения модифицирующей присадки). В свою очередь доля кристаллизующегося графита определяет соотношение выделяющихся фаз в чугуне феррита и перлита.
В связи с этим количество графита определяет и уровень коэрцитивной силы. Чем грубее кристаллизующийся графит, тем большая доля его в чугуне и ниже уровень коэрцитивной силы. Однако, как показали исследования, ситуация может измениться если в чугуне существенно возрастает доля неметаллических включений – оксидов. В этом случае коэрцитивная сила существенно возрастает.
Одновременно выполнены исследования по заварке дефектов (табл. 3). В зонах, где сварка не выполнялась коэрцитивная сила изменялась в пределах 4,7-6,4 А/см.
Таблица 3 - Корпус коробки перемены передач трактора Т-150К (после заварки дефектов)
|
№ п/п |
Поперечные измерения |
Продольные измерения |
Примечание |
|
1 |
6,4 |
6,3 |
- |
|
2 |
6,4 |
6,4 |
- |
|
3 |
5,7 |
5,8 |
- |
|
4 |
6,7 |
6,8 |
Вблизи сварки |
|
5 |
7,5 |
7,4 |
Край щупа установлен на сварке |
|
6 |
9,7 |
9,6 |
Сварка |
|
7 |
6,1 |
6,4 |
1 сторона щупа на сварке |
|
8 |
5,2 |
5,3 |
- |
|
9 |
5,0 |
4,9 |
- |
|
10 |
4,6 |
4,6 |
Толстостенная поверхность 3,5см |
|
11 |
6,1 |
6,0 |
Толстостенная поверхность 3,5см |
|
12 |
5,1 |
5,3 |
Толстостенная поверхность 3,5см |
|
13 |
4,7 |
4,7 |
- |
|
14 |
7,1 |
7,1 |
Поверхность неровная |
|
15 |
5,9 |
5,8 |
- |
|
16 |
5,5 |
5,5 |
- |
|
17 |
5,4 |
5,8 |
- |
|
18 |
5,2 |
5,3 |
- |
|
19 |
5,6 |
5,7 |
- |
|
20 |
5,6 |
6,1 |
Зона в близи сварки |
|
21 |
10,1 |
9,8 |
Сварка |
|
22 |
5,2 |
5,1 |
Толстая стенка, изгиб |
|
23 |
6,2 |
6,2 |
Толстая стенка 3,5см |
|
24 |
5,0 |
5,1 |
Толстая стенка 3,5см |
|
25 |
5,1 |
5,2 |
- |
|
26 |
5,9 |
5,9 |
Толстая стенка 4см |
|
27 |
5,5 |
5,4 |
Толстая стенка 4см |
|
Средние значения |
5,7 |
5,76 |
На участках, восстановленных сваркой, коэрцитивная сила возрастает до 9,6-9,8 А/см, что может быть причиной структурных изменений и повышенного уровня напряжений. В участках, прилегающих к зоне заварки, структурные изменения и уровень напряжений незначительные: коэрцитивная сила не превышает 6,1-6,8 А/см, что близко к нормируемому показателю.
Выводы. В результате выполненных комплексных исследований установлено, что при контроле качества литья корпусных деталей из серого чугуна на основании показателей коэрцитивной силы возможно выявление зон, склонн ых к 23
трещинообразованию.
Установлено, что после заварки дефектов в прилегающей зоне происходит снятие напряжений.
Для снижения склонности отливок к трещинообразованию необходимо четко соблюдать технологический регламент литья (строго контролировать исходную шихту, подготовку литейной формы, температурные параметры плавки, процесс модифицирования и при необходимости использовать отжиг или замедленное охлаждение разнотолщинных отливок для снятия напряжений).
Василенко
It is shown that the quality control of casting parts made of of grey cast iron on the basis of indicators of the coercive force is possible identify areas prone to cracking. The stress relief takes place after of welding of defects.
Technical University of Agriculture
Radchenko A.A., Candidate of Technical Science, PJSC «Kharkiv Tractor Plant»
Список литературы Применение неразрушающего контроля для оценки качества отливок из серого чугуна
- Сидашенко А. И., Скобло Т. С., Сайчук А. В., Рыбалко И. Н., Манило В. Л. Изготовление и обработка корпусных деталей из чугуна. Вiсник ХНТУСГ iм. П. Василенка «Ресурсозберiгаючi технологiї, матерiали та обладнання у ремонтному виробництвi». -Харьков, 2015. -Вып. 158. -С. 126-133.
- О причинах трещинообразования в корпусных отливках сельскохозяйственных машин/Т.С. Скобло, А.И. Сидашенко, А.В. Сайчук, И.Н. Рыбалко, В.В. Телятников//Научно-практический журнал «Агротехника и энергообеспечение». -Орёл, 2015. -№2 (6). -С. 6-14.
- Скобло Т. С., Сидашенко А. И., Сайчук А. В., Манило В. Л., Романюк С. П. Оценка качества отливок из серого чугуна методами неразрушающего контроля. Литейное производство. -Москва, 2014. -№12. -С. 2-4.
- Способ оценки качества изделий неразрушающим методом: пат. 95287 Украина. № а 2014 06020; заявл. 02.06.2014; опубл. 25.12.2014, Бюл. №24. 5 с.
- Способ оценки качества изделий из серого чугуна неразрушающим методом: пат. 100780 Украина. № а 2015 01491; заявл. 20.02.2015; опубл. 10.08.2015, Бюл. №15. 4 с.
