Применение охлажденного ионизированного воздуха при высокоскоростном фрезеровании

Автор: Есов В.Б., Климочкин К.О., Муратов К.Р., Хурматуллин О.Г.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-4 т.13, 2011 года.
Бесплатный доступ
Статья посвящена применению технологии охлаждения ионизированным воздухом (ТОИВ) при резании металлов. Исследования были проведены на обрабатывающем центре MCV-450. Резуль- тат использования ТОИВ показал, что такой метод охлаждения/смазывания инструмента эффек- тивнее, чем традиционные методы охлаждения.
Резание металлов, высокоскоростное фрезерование, шероховатость поверхности
Короткий адрес: https://sciup.org/148200294
IDR: 148200294 | УДК: 621.9
Application of the cooled ionized air at high speed milling
Article is devoted to the application the technology of cooling by ionization air (ТCIA) at cutting of met-als. Researches have been led on processing center MCV-450. The result of usage ТCIA has shown that such method of cooling/smearing of the tool is more effective, than traditional methods of cooling.
Текст научной статьи Применение охлажденного ионизированного воздуха при высокоскоростном фрезеровании
Муратов Карим Равилевич, кандидат технических наук, доцент
Хурматуллин Олег Гаднанович, генеральный директор
С распространением технологии HSC задача повышения эффективности воздушного охлаждения становится всё более и более актуальной. Основным недостатком воздуха в роли СОТС является плохая смазывающая способность. Одним из высокоэффективных методов воздушного охлаждения зоны резания является применение охлаждённого ионизированного воздуха (ОИВ).
Разработанные в МГТУ им. Н.Э. Баумана способ охлаждения зоны резания и устройства его реализующие предназначены для повышения производительности оборудования, снижения затрат на его эксплуатацию и ремонт, увеличения стойкости инструмента, создания комфортных санитарно-гигиенических условий в зоне обслуживания. Принцип действия устройства основан на перераспределении энергии сжатого воздуха между двумя потоками, образующимися в вихревой трубе, при его расширении и последующей ионизации холодного потока коронным разрядом. Затем слабо ионизированный воздух под давлением подаётся непосредственно в зону резания, в результате происходит охлаждение режущего инструмента и образование на его контактных поверхностях защитных окисных наноплёнок. Эффективность процесса резания в среде ОИВ обеспечивается за счёт его значительного влияния на контактное взаимодействие инструмента с обрабатываемым материалом и окружающей средой во всём интервале температур. Создание окисных защитных плёнок является эффективным методом повышения износостойкости, что неоднократно доказано в работах, проводимых в МГТУ им. Н.Э.Баумана, Ивановском ГУ, МГТУ СТАН-КИН [1-3].
В МГТУ им. Н.Э. Баумана на кафедре «Технологии обработки материалов» создан лабораторный стенд на базе токарно-винторезного станка 16К20 [4]. Проведены опытные работы по определению усадки стружки на различных скоростях резания. В качестве оценочного параметра использовали поперечную усадку стружки К а (в соответствии с ГОСТ 25762-83 – коэффициент утолщения стружки). Материал заготовки – 30ХГСА, инструмент – сборный резец с пластинами CNMM120408-PR из твёрдого сплава МС1460 (ТТ7К12). Параметры режима резания: S=0,2 мм/об, t=1,5 мм, v=130-290 м/мин (2,16-4,83 м/с). Сбор образцов стружки проводился после 5-7 секунд после начала обработки, для исключения влияния переходного процесса.
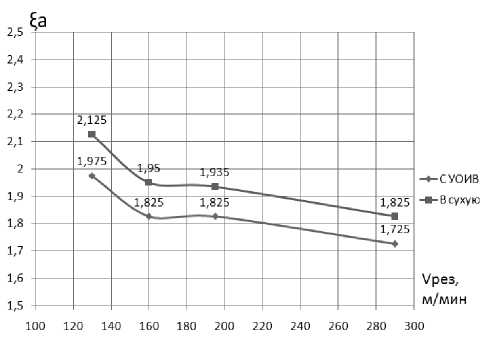
Рис. 1. Коэффициент поперечной усадки стружки при точении в сухую и с УОИВ (заготовка – 30ХГСА, резец – МС1460, s=0,2 мм/об, t=1,5 мм)
Как видно из рис. 1, применение устройства охлаждения ионизированным воздухом (УОИВ) снижает коэффициент усадки стружки на 5-8% во всём диапазоне исследуемых скоростей, что свидетельствует о лучшем скольжении стружки по передней поверхности инструмента и, как следствие, снижении силы резания. Износ инструмента при обработке в сухую активно начал развиваться при скорости 194 м/мин (3,23 м/с), появилось искрение и задиры на заготовке, тогда как с применением УОИВ аналогичные симптомы появились при 290 м/мин (4,83 м/с). После проведения эксперимента при прочих равных условиях и одинаковой длительности обработки износ пластин по задней поверхности составил 0,2 мм при резании в сухую и 0,1 мм с применением УО-ИВ. Вышеописанный эксперимент подтверждает повышение смазывающих свойств воздуха путём его ионизации в коронном разряде. Стоит отметить, что эксперимент проводился в условиях непрерывного резания (токарная обработка), т.е. процесс образования окисных плёнок протекал при установившемся тепловом балансе и имел переходный процесс не менее 5-7 с.
Совсем другие условия резания при высокоскоростном фрезеровании. При прерывистом резании режущая кромка испытывает ударные нагрузки, оказываясь попеременно то в материале заготовки, то в смазывающе-охлаждающей среде. Прерывистое резание обеспечивает стабильное попадание СОТС на режущие кромки, а стружечные канавки подобно центробежному насосу прокачивают через инструмент всё новые и новые порции СОТС.
Для определения эффективности охлаждённого ионизированного воздуха при высокоскоростном фрезеровании в Учебно-демонстрационном центре ООО «Урал-инструмент-Пумори» и Пермского национального исследовательского политехнического университета (ПНИПУ) модернизирован фрезерный обрабатывающий центр MCV-450. На обрабатывающем центре смонтировано устройство охлаждения ионизированным воздухом. Проведены поисковые эксперименты по применению системы охлаждения зоны резания ОИВ при высокоскоростной фрезерной обработке. Измерения параметров полученных в результате экспериментов проведены в ПНИПУ.
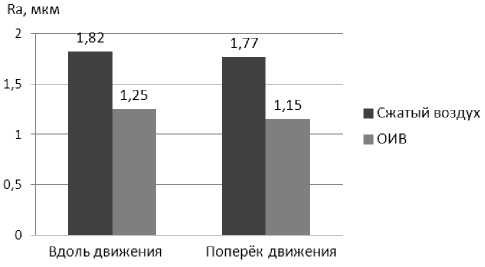
Рис. 2. Замеры шероховатости при фрезеровании (сталь 40Х)
Производилось высокоскоростное фрезерование заготовки из стали 40Х с обдувом инструмента ОИВ и стандартной системой обдува воздухом. Инструмент – фреза концевая твёрдосплавная TuffCut XR 4 FL End Mill 10ммх22х72 AL tima фирмы M.A. FORD (диаметр – 10 мм, количество зубьев – 4 шт.). Режимы обработки: частота вращения шпинделя n=8000 мин-1, продольная подача Sп=5000 м/мин, глубина фрезерования t=1 мм, ширина фрезерования b=10 мм. Сравнительные испытания проводились между стандартной системой подачи воздуха в зону резания и системы подачи ОИВ. Производилась обработка двух заготовок двумя одинаковыми фрезами. Замеры шероховатости производились вдоль и поперёк движения подачи. Результаты представлены на рис. 2. В результате испытаний установлено, что применение системы охлаждения зоны резания ОИВ по сравнению с базовой системой обдува воздухом при данных режимах обработки снижает шероховатость поверхности по показателю Ra на 10-30%.
Выводы: вследствие распространения высокоскоростных методов обработки применение обработки «в сухую» неуклонно растёт. Одним из эффективных способов повышения производительности (или стойкости инструмента) при обработке в сухую является охлаждение зоны резания ионизированным воздухом. Ионизация воздуха восполняет смазывающую функцию газообразных СОТС за счёт ускорения образования окисных плёнок на поверхностях инструмента. Простота подготовки и подачи в зону резания ОИВ, эффективность метода в области высоких скоростей обуславливают перспективность данной технологии.
Список литературы Применение охлажденного ионизированного воздуха при высокоскоростном фрезеровании
- Татаринов, А.С. Возможности и перспективы применения газообразного охлаждения при обработке резанием/А.С. Татаринов, В.Д. Петрова//Вестник МГТУ. Сер. Машиностроение. 1995. №4. С. 1-8.
- Латышев, В.Н. Трибология и проблемы СОТС/В.Н. Латышев, А.Г. Наумов//Инструмент и технологии. 2004. №18. С. 117-129.
- Кириллов, А.К. Новый подход к повышению экологической чистоты технологических процессов механообработки//Вестник МГТУ «Станкин». 2008. №4 (4). С. 172-179.
- Есов, В.Б. Модернизация системы охлаждения металлорежущих станков с применением устройства охлаждения ионизированным воздухом (УОИВ)/В.Б. Есов, К.О. Климочкин//Ремонт, восстановление, модернизация. 2011. №1. С.10-13.
