Применение пятнадцати принципов сборки на машиностроительных предприятиях как условие повышения производительности труда

Автор: Маев Дмитрий Владимирович, Гращенкова Наталья Васильевна
Журнал: Теория и практика общественного развития @teoria-practica
Рубрика: Экономические науки
Статья в выпуске: 7, 2018 года.
Бесплатный доступ
В статье охарактеризованы пятнадцать принципов, связанных с организацией сборочных позиций и процессов сборки автомобилей, учитываемых при проектировании и улучшении производственных процессов. Перечислены особенности применения каждого принципа. Приведена последовательность применения указанных принципов для улучшения производственных процессов на западных предприятиях. Представлен подход ПАО «КамАЗ» к применению указанных постулатов при реализации проектов с целью повышения производительности труда. Предложен авторский алгоритм применения пятнадцати принципов сборки при реализации кайдзен-проектов на предприятиях ПАО «КамАЗ». Показан пример оформления визуализированной оценки, отражающей соответствие деятельности предприятия перечисленным принципам сборки. Описаны эффекты, полученные при реализации проектов с учетом пятнадцати принципов сборки. Сделан вывод о важности применения пятнадцати принципов сборки в целях повышения производительности труда.
Производительность труда, принцип, потери, ценность, стандарт, такт, сборка, качество, персонал, бережливое производство
Короткий адрес: https://sciup.org/14939156
IDR: 14939156 | УДК: 331.101.6:621.71 | DOI: 10.24158/tipor.2018.7.11
The 15-principle assembly at machine-building enterprises as a way to increase the labor productivity
The study describes the fifteen principles of truck assembly applied to design and improve production processes. The distinctive features of each principle are highlighted. The paper presents the sequence of the above-mentioned principles used to improve the production principles at Western enterprises. The research analyzes the approach of KAMAZ PJSC to applying these postulates when implementing the projects in order to increase the labor productivity. The authors propose the algorithm for the 15-principle assembly that is a tool of kaizen projects at the enterprises of KAMAZ PJSC. The registration of a visualized assessment complying with the assembly principles is exemplified. The effects of such principles are described. The authors conclude that the 15-principle assembly is required to enhance productivity.
Текст научной статьи Применение пятнадцати принципов сборки на машиностроительных предприятиях как условие повышения производительности труда
ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
Сегодня, когда в России остро стоит проблема повышения производительности труда, крайне полезным становится изучение опыта развитых стран в выстраивании эффективных производственных процессов. Однако зачастую в бенчмаркинге исследователи имеют дело с конечным результатом улучшений в процессе, неким эталоном, и не всегда принимающая сторона готова или может ознакомить с началами, основополагающими идеями, которые инициировали изменения в процессах.
В связи с этим для российских специалистов, занимающихся улучшениями в процессах с целью повышения производительности труда, будет особенно полезным ознакомиться с так называемыми «пятнадцатью принципами сборки» (далее – ППС) – квинтэссенцией знаний и опыта выстраивания эффективных процессов и выработанной на их основе западными компаниями методикой проведения улучшений.
Первый принцип ППС называется « Стандартизированные процессы ». Согласно этому принципу, вся повторяющаяся работа должна быть документирована в стандартных операционных картах (СОК), тем самым формируя основу для постоянного улучшения. Конечная цель принципа – получить стабильные процессы.
Особенности данного принципа:
-
– стандарты должны описывать лучший из известных способов пошагового выполнения операции;
-
– СОК должны быть легкодоступны, находиться недалеко от конвейера;
-
– все рабочие процессы должны постоянно улучшаться, а изменения – документироваться в стандартах.
Представляется обоснованным размещение данного принципа именно на первой позиции. Наличие актуальных и детальных стандартов выполнения операций способно коренным образом повысить производительность труда. Так, Дж. Вумек в своей книге «Машина, которая перевернула мир» приводит пример, когда с появлением стандартизированной и унифицированной сборки время изготовления одного автомобиля на предприятии Г. Форда сократилось с 514 мин. при кустарной, нестандартизированной сборке до 2,3 мин. при работе по стандартам [1, с. 41].
Второй принцип – « Фиксированный такт ». Время такта используется для определения количества продукции, которое необходимо выпускать за единицу времени в соответствии с потребностью заказчика.
Согласно ГОСТ Р 56908–2016, время такта рассчитывается по следующей формуле [2, с. 4]: т _ ТДОСТ
-
1 ТАКТ — у ,
где Т такт - время такта,
Т д ОСт - доступное производственное время за определенный период (смена, сутки, месяц и т. д.),
-
V - объем потребительского спроса за этот период.
Фиксированный такт является основой для организации стандартизированной работы, которая обеспечивает качество и стабильность выполняемой работы. Зная время такта, можно точно спланировать циклы доставки комплектующих в минимально необходимых количествах, что приведет к уменьшению излишних запасов и увеличению показателя «оборачиваемость».
Принцип « Поточное производство » направлен на формирование ровного производственного потока, в котором основные операции сборки и подсборки должны работать с единым тактом. Благодаря этому достигается ровный производственный поток, снижаются потери от перемещений и запасы.
Особенности данного принципа:
-
– подсборка деталей и их доставка должны осуществляться в виде потока единичных изделий;
-
– работа в процессе должна осуществляться в режиме равномерного потока (нужно избегать всплесков или спадов активности, а также простоев).
Четвертый принцип называется « Работа в пределах позиции » и направлен на достижение стабильности процесса.
Цикл выполняемой оператором работы должен быть меньше такта, т. е. оператор должен успевать делать работу в пределах позиции. Разбиение работы на простые операции, цикл которых меньше такта, устраняет неравномерность процесса и позволяет обеспечить его стабильность.
Специфика применения принципа следующая:
-
– операции, которые оператор может выполнять в зависимости от своей квалификации, должны быть отражены в квалификационной таблице;
-
– инструменты, оборудование и материалы должны находиться в пределах позиции;
-
– многоцикличные операции должны быть исключением, а не правилом.
« Маркировка позиций » – пятый принцип. Все позиции должны иметь границы и цветовые обозначения: зеленая линия – начало работы, желтая – 70 % выполненной работы, красная – конец работы. Обозначение 70 % выполненной работы служит для самоконтроля и раннего выявления проблем с производством и качеством на ранней стадии. Кроме того, разграничение позиций и указание их на полу предоставляет возможность визуального контроля над ходом выполняемых работ.
Следующий принцип имеет название « Треугольник сборки ». Согласно этому правилу, оператор должен подходить к месту забора комплектующих только один раз, желательно, чтобы это происходило на обратном пути после завершения операции. Маршрут движения по такому принципу представляет собой треугольник, сокращая таким образом излишние перемещения и увеличивая время для производительного труда.
Особенности применения принципа:
-
– маршрут движения оператора и расположение материалов должны находиться в пределах цветовой маркировки на позиции;
-
– мелкие детали должны быть на расстоянии вытянутой руки от места окончательной сборки;
-
– расположение материалов должно обеспечивать хорошую эргономику, учитывая высоту, порядок установки, количество и размер деталей;
-
– движение оператора по треугольнику должно быть зафиксировано в СОК.
Седьмой принцип – « Расположение материалов в определенных местах ». В зоне сборки должны присутствовать только необходимые для операции материалы, которые должны быть расположены строго в отведенных местах. Благодаря этому снижаются излишние передвижения и появляется свободное пространство.
Особенности принципа:
-
– все контейнеры или детали должны располагаться только в одном установленном месте в пределах позиции;
-
– часто используемые материалы должны быть расположены наиболее близко к месту установки;
-
– логистика должна обеспечить точно определенные объемы поставок комплектующих. Материалы должны быть легкодоступны для оператора, располагаться в один ряд;
-
– применяемые стеллажи, подставки, тара должны быть стандартными;
-
– дополнительные действия, например распаковка, кантование, операции с тарой, выполняемые операторами, должны быть исключены.
Восьмой принцип – « Использование инструмента в пределах позиции ». Оборудование и инструменты должны быть под рукой и готовы к использованию. Благодаря этому уменьшается время на ненужные перемещения и ожидание. Свободное перемещение оборудования и инструмента должно быть ограничено пределами той позиции, для которой они установлены, тем самым исключается работа в задел.
Применяя принцип, необходимо учитывать следующее:
-
– использование возвратных механизмов с инструментом снижает непроизводительные действия персонала;
-
– при работе с оборудованием необходимо использовать различные подъемные устройства, если работа ведется с тяжелыми деталями;
-
– если при работе инструмент или оборудование покидает зону стандартного использования, то автоматически должен срабатывать сигнал «стоп»;
-
– предпочтительнее использовать стандартизированные инструменты с целью их легкой замены. Специальные инструменты следует использовать только в целях улучшения эргономики или более эффективных способов работ;
-
– использование инструмента не должно быть помехой основному процессу.
Следующий принцип называется « Исключение взаимоперекрестных движений ». Траектории перемещения операторов не должны создавать помех друг другу. Люди, не участвующие в процессе сборки, не должны создавать помех или влиять на последовательность сборки.
Особенности принципа:
-
– в зоне сборки продукта должны быть выделены области для работы каждого оператора для исключения их взаимоперекрестных перемещений;
-
– операторы с других позиций, выполняющие сборку или подготовительные работы, должны расцениваться как «гости» из других подразделений.
Согласно десятому принципу « Один работник – одна деталь », оборудование и инструменты должны быть устроены так, чтобы для работы с ними требовался один человек (если это не противоречит технике безопасности). Это снижает риск создания операторами помех друг другу и сокращает время на ожидание. Важно учитывать, чтобы вес, габариты и особенности управления инструментом и оборудованием были определены так, чтобы для перемещения и установки комплектующих требовался один оператор.
Следующий принцип имеет название « Последовательность сборки ».
При выполнении операций должна соблюдаться следующая последовательность работ:
-
1 . Выполняются действия, которые можно случайно забыть (часто с мелкими деталями).
-
2 . Выполняются редкие, сложные или необычные действия.
-
3 . Выполняются стандартные, легковыполнимые, простые действия.
Основная цель принципа – достижение высокого качества сборки.
Важные моменты:
-
– по возможности следует оставлять повторяющиеся операции на конец цикла. При вызове вспомогательного оператора он будет выполнять только легковыполняемые операции (не вникая в особенности сборки на позиции);
-
– если вспомогательный оператор закреплен за несколькими позициями, то на этих позициях должна существовать специальная кнопка вызова помощи.
Двенадцатый принцип называется « Сигнал “стоп-качество” ». Важный фактор эффективности производственного процесса – время реакции операторов и руководства на проблемы с качеством. Несвоевременная реакция на проблему приведет к остановке всего конвейера через некоторое время. Цель принципа – не допустить, чтобы некачественный продукт покинул пределы позиции.
Особенности внедрения принципа:
-
– для подачи сигнала о помощи обычно используются сигнальные лампы или табло (так называемый «андон»). Для их включения используются кнопки или шнуры;
-
– отметка «70 %» на позиции облегчает раннее обнаружение отклонения от цикла выполняемой работы;
-
– в случае включения сигнала «стоп-качество» специально назначенный человек должен быстро подойти к позиции, с которой подан сигнал, выяснить суть проблемы и помочь завершить работу за сборщика. В это время сборщик должен вовремя начать выполнять новый цикл, тем самым обеспечивая непрерывный поток.
Тринадцатый принцип – « Завершенная работа ». Перед запланированными остановками линии (обед, пересменка, технические перерывы и т. п.) должна быть выполнена вся предусмотренная циклом работа. Тем самым достигается одновременное начало стандартизированного цикла на всех позициях.
Цель принципа – исключение потерь времени на ожидание или определение места остановки в цикле.
При внедрении принципа необходимо учитывать следующее:
-
– длительные или операции с несколькими циклами должны быть разбиты на переходы;
-
– описание переходов должно быть включено в СОК;
-
– в случае сигнализации о помощи человек, пришедший на помощь, зная эти переходы, сможет быстро закончить работу.
Следующий принцип – « Предупреждение остановок линии при превышении такта ». Необходим контроль закладки моделей, в которых имеются операции со временем цикла на сборку бо́льшим, чем время такта. Это позволит заблаговременно запланировать оказание помощи оператору бригадиром или мастером. Тем самым у операторов не будет возникать необходимости выходить за пределы позиции.
Особенности внедрения:
-
– необходимо заранее информировать операторов о появлении моделей с увеличенным временем цикла. Это позволит уменьшить время, затрачиваемое на ознакомление с особенностями сборки;
-
– если время цикла регулярно превышает такт, сборщики должны выровнять свою рабочую нагрузку через определенный буфер предварительной сборки или получать необходимую помощь от подсборщиков, расположенных поблизости.
Последний принцип называется « Максимальное использование времени и добавление ценности ». Применяя этот принцип, важно мыслить категориями бережливого производства, такими как «ценность» и «потери».
Время, затрачиваемое сборщиком на создание ценности, должно быть максимизировано. Соответственно, действия, которые потребляют ресурсы, а ценности продукту не добавляют (потери: ожидание, перемещения, дополнительная обработка, дефекты и др.), должны быть определены и сокращены с помощью деятельности кайдзен (Kaizen).
Особенности внедрения:
-
– увеличение использования и добавление ценности означает работу с применением недорогих «умных» решений по исключению прежде всего ненужных, непроизводительных действий (потерь);
-
– в случае вариабельности сборки максимальное время цикла должно быть как можно ниже, тогда при сборке продукта с большим временем такт не будет превышен;
-
– работа, которая не создает ценности, должна разделяться на «действия, без которых нельзя обойтись» и «потери»;
-
– деятельность по максимизации загрузки персонала и добавлению ценности должна быть визуализирована на доске балансировки загрузки персонала (Yamazumi chart).
В западных компаниях практическое применение ППС для улучшения процессов происходит в рамках процедуры «Перебалансировка операций», основными целями которой являются: увеличение производительности труда, повышение безопасности на рабочих местах, улучшение показателей качества, сокращение потерь, повышение управляемости процессов.
-
П оследовательность шагов перебалансировки представлена на рисунке 1.
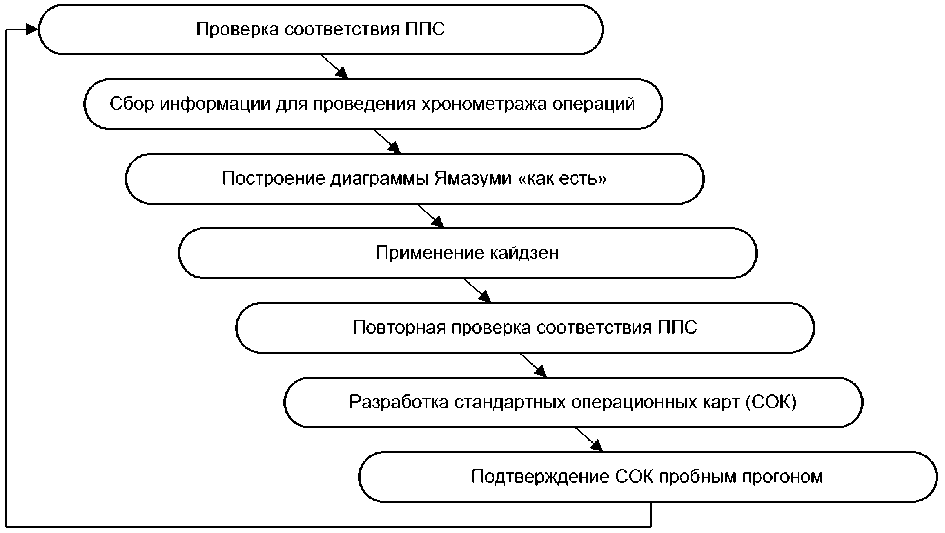
Рисунок 1 – Последовательность шагов проведения процедуры «Перебалансировка операций»
Проверка на соответствие ППС является первым шагом, который позволяет выявить наиболее проблемные места в процессе. Далее следует ряд практических шагов по сбору информации, ее структурированию и визуализации при помощи диаграммы перебалансировки (Yamazumi chart, или диаграмма Ямазуми). Диаграмма Ямазуми – эффективный инструмент распределения загрузки персонала, хорошо структурирует время создания ценности и время потерь и, самое главное, подходит для анализа как циклических, так и нециклических процессов [3, p. 16].
После того как текущее состояние определено, приступают к разработке состояния «как должно быть» и применяют методы и инструменты бережливого производства.
Повторная оценка на соответствие ППС позволяет оценить, насколько эффективными были улучшения, и, если улучшения состоялись, их закрепляют в стандартах, которые пока носят предварительный характер. Только после пробного прогона процесса по новым стандартам делается окончательный вывод, работают улучшения или требуется дополнительная работа по улучшениям в процессе.
Что касается практики применения ППС на российских предприятиях, проиллюстрируем применение данной процедуры в ПАО «КамАЗ».
Принципы сборки учитываются при анализе процессов с целью их последующего улучшения.
Сначала происходят выбор участка, определение операций и исполнителей. Далее производится сбор данных по показателям участка по состоянию «как есть». Здесь важно понимать, какого уровня производительности необходимо достичь и действительно ли внедрение улучшений на данном участке позволит его достичь.
Затем происходит сбор данных, в том числе оценка на соответствие ППС, результаты которой оформляются в виде «диаграммы-водопада» (рисунок 2). На диаграмме показывается идеальное состояние процесса – это 100 % соответствия. На противоположной стороне отображается процент соответствия ППС оцениваемого процесса. Между этими состояниями по каждому принципу отображается процент несоответствий, который он «забирает» у идеального состояния процесса.
Таким образом, можно увидеть, соответствие какому принципу (принципам) выполняется хуже всего, и сосредоточить усилия в этом направлении.
В частности, подобная оценка проводилась при реализации кайдзен-проекта в рамках выполнения целей производственной системы «КамАЗ». Данные из оценки помогли увидеть несоответствия, выявить их долю в общем состоянии и эффективнее выстроить последовательность реализации улучшений в проекте.
Точная и наглядная оценка наряду с другими улучшениями в проекте способствовала высвобождению 17 человек из численности работников бригады (сокращение с 26 человек в начале проекта до 9 человек), а коэффициент производительности труда вырос за полгода с 1,287 до 1,639 [4, с. 28].
Выполнение показателей, % 120%
Уровень соответствия 15 стандартам сборки 419-й цех, 711-я бригада БЫЛО
100%
80%
60%
40%
20%
0%
7% 7% 7%
7%
7% 7% 0% 7% 0%
7% 0% 7%
0%




5 СК S =г со о с
5 S У
00 I— о I—
0) Ф I-о
о
05 QI— О о
Q-с о ф
СК S
р

S I 05
I— О о
о ю
05 О.
Ф Н
га
Рисунок 2 – Пример оценки деятельности предприятия на соответствие ППС
Экономический эффект от снижения численности работников бригады за год составил 6 261,5 тыс. р. (таблица 1).
Таблица 1 – Расчет экономии от снижения численности работников бригады
|
Численность |
Было |
26 |
|
Стало |
9 |
|
|
Разница |
17 |
|
|
Стоимость 1 нормо-часа, р. |
122,92 |
|
|
Основная заработная плата основных рабочих в месяц, р. |
337 059 |
|
|
Дополнительная заработная плата (15,7 %) |
52 918,3 |
|
|
Социальное страхование (31 %) |
120 892,9 |
|
|
Средние затраты на содержание 1 работника в месяц без учета заработной платы, в том числе: |
затраты на спецодежду |
3 440,8 |
|
сумма компенсации на питание работникам |
7 480,0 |
|
|
Итоговый эффект за год, тыс. р. |
6 261,49 |
|
Кроме того, возросшая интенсивность труда позволила сократить объем незавершенного производства на участке: средний уровень запасов двигателей сократился с 83 до 28 единиц, в денежном эквиваленте эффект составил 2 970,4 тыс. р. в год.
Выстраивание процессов с учетом ППС привело к еще одному достижению – сокращению дефектности при выполнении сборочных операций на участке. Исключение затрат на доработку дефектной продукции добавило к эффекту еще 206,2 тыс. р.
Общий экономический эффект от реализации проекта составил 7 606,6 тыс. р. (за вычетом затрат на организацию рабочих мест и выстраивание нового состояния процессов сборки и логистики – всего 1 831,5 тыс. р.).
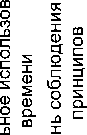
На основании опыта, полученного при реализации кайдзен-проектов с применением оценки на соответствие ППС, предлагаем следующий алгоритм проведения улучшений на предприятиях машиностроения с учетом описанных выше принципов (рисунок 3).
Таким образом, проведение улучшений с учетом пятнадцати принципов сборки – действенный способ повышения производительности труда, анализа и сокращения потерь, позволяющий комплексно оценить эффективность выстраивания процессов на предприятии, выявить зоны роста и обеспечить поддержание достигнутого уровня производительности процессов.
Операции выбраны верно?
Показатели улучшились?
Хронометраж операций, оценка на соответствие 15 принципам сборки
Создание межфункциональной рабочей группы, открытие кайдзен-проекта
Процедура перебалансировки в рамках кайдзен-проекта
Кайдзен
Расчет показателей участка «как стало»
Выбор участка
I
Определение операций и исполнителей
Расчет показателей участка «как есть»
Разработка новых стандартов, обучение персонала
Оценка на соответствие ППС «как стало»
Начало
Коней
Рисунок 3 – Алгоритм повышения производительности труда в сборочных процессах ПАО «КамАЗ» в рамках кайдзен-проектов
Ссылки:
-
1. Вумек Дж., Джонс Д., Рус Д. Машина, которая изменила мир : пер. с англ. Минск, 2007. 384 с.
-
2. ГОСТ Р 56908–2016. Бережливое производство. Стандартизация работы. М., 2016. 11 с.
-
3. Niederstadt J. Standardized Work for Noncyclical Processes. N. Y., 2010. 120 p.
-
4. Маев Д.В. Различие мнений в вопросах повышения производительности труда на российских предприятиях // Вест ник Удмуртского университета. Серия: Экономика и право. 2016. Т. 26, № 2. С. 23–32.
Список литературы Применение пятнадцати принципов сборки на машиностроительных предприятиях как условие повышения производительности труда
- Вумек Дж., Джонс Д., Рус Д. Машина, которая изменила мир: пер. с англ. Минск, 2007. 384 с.
- ГОСТ Р 56908-2016. Бережливое производство. Стандартизация работы. М., 2016. 11 с.
- Niederstadt J. Standardized Work for Noncyclical Processes. N. Y., 2010. 120 p.
- Маев Д.В. Различие мнений в вопросах повышения производительности труда на российских предприятиях//Вестник Удмуртского университета. Серия: Экономика и право. 2016. Т. 26, № 2. С. 23-32.
