Применение разрушающих методов испытаний для контроля качества строительных конструкций

Автор: Коротин А.И., Лазарев А.Л., Святкина Г.Н., Танякин И.А.
Журнал: Огарёв-online @ogarev-online
Статья в выпуске: 11 т.5, 2017 года.
Бесплатный доступ
Приведены основные принципы контроля качества соединений строительных конструкций в современных условиях. Представлены реальные результаты работ по разрушающему контролю качества ответственных конструкций.
Изделий и конструкций, контроль качества, методы контроля строительных материалов, разрушающие испытания, структура материала
Короткий адрес: https://sciup.org/147249352
IDR: 147249352 | УДК: 691.714
Destructive Testing Methods for Quality Control of Construction Structures
The article considers the main principles of quality control of construction joints in the modern conditions. The test results of destructive quality control of critical structures are presented.
Текст научной статьи Применение разрушающих методов испытаний для контроля качества строительных конструкций
Надежность и долговечность строительных конструкций не возможна без обеспечения надежной совместной работы их элементов, без потери прочности, жесткости, устойчивости и пространственной геометрической их неизменности. Выполнение узлов конструкций зачастую обеспечивается объединением в одно целое материала конструкции и соединительного элемента. Для обеспечения надежности конструкций и узлов должны применяться методы контроля и испытания материала конструкции и соединительных элементов узлов. Качество материала определяется состоянием его структурных составляющих как на микро, так и на макроуровнях.
Структура материала определяется его внутренним строением. Внутреннее строение строительных материалов определяется пространственным расположением частиц разной степени дисперсности (измельченности) с совокупностью устойчивых взаимных связей и порядком сцепления их между собой. Кроме того, в понятие структуры входит расположение пор, капилляров, поверхностей раздела фаз, микротрещин и других структурных элементов.
Качество строительных материалов определяется совокупностью свойств, удовлетворяющих определенные потребности в соответствии с назначением конкретного строительного материала. Уровень качества определяется соответствующими показателями, представляющими собой количественную характеристику одного или нескольких свойств 1
конкретных строительных материалов, которые определяют их качество применительно к конкретным условиям изготовления и эксплуатации. Показатели по количеству характеризуемых параметров качества подразделяются на единичные и комплексные. Единичный показатель качества характеризуется только одним свойством (например, прочность или твердость). Комплексный показатель характеризуется сразу несколькими значимыми свойствами материала. При этом изделие или конструкция считается качественной только в том случае, если весь комплекс оцениваемых свойств удовлетворяет установленным требованиям качества. Характерными комплексными показателями качества материала являются химический состав, физико-механические свойства материала, его микро- и макроструктура. Комплексные показатели качества устанавливаются нормативными документами [1].
Свойства строительных материалов, определяющие их качество, зависят от структуры материалов, которая в свою очередь, зависит от их химического состава. Поэтому при контроле качества строительных материалов и изделий определяют свойства и состав, а также оценивают их структуру.
Существуют различные методы изучения структуры материалов. Макроструктура, в целом, характеризуется их фазовым составом. Исследование макроструктуры выполняют, как правило, органолептическими методами. При визуальном осмотре выявляют зоны и участки, различающиеся пористостью, окраской, зерновым составом и другими особенностями, а также различные дефекты макроструктуры. Анализ и исследование микроструктуры производится с помощью разнообразной приборной базы. Выделяют три типа микроструктур: кристаллическую, аморфную и смешанную.
Применяемые методы контроля качества строительных материалов в современных условиях подразделяются на разрушающие и неразрушающие [2]. По стадиям определения качества строительных материалов и конструкций различают контроль предварительный, промежуточный и окончательный. При предварительном контроле оценивается качество исходных компонентов, при промежуточном — соблюдение установленного технологического процесса производства или монтажа конструкций. Окончательный контроль определяет качество конечного продукта, которым может быть строительный материал, изделие, конструкция или здание (сооружение) и соответствие их определенным стандартам. Изделия и конструкции, имеющие дефекты и отклонения от стандартов считаются браком [3].
В работе выполнен комплексный контроль качества сварных соединений газопровода, выполненного автоматической сваркой на объекте «Южный коридор» из труб класса прочности К60 диаметром 1420 мм и толщиной стенки 21,6 мм. Контроль включал в себя все 2
три этапа: предварительный (контроль сварочных материалов), промежуточный (контроль процесса сварки) и окончательный (разрушающий контроль сварных соединений) [4]. Для проверки качества выполнения шва и обеспечения внутренней геометрии слоев выполнялся контроля сварного соединения по макрошлифам.
Для получения образцов для испытаний из каждого пятисотого стыка вырезают элемент для получения макрошлифа (рис. 1). Осуществляется шлифование и травление поверхности для проведения испытаний. Заключение по результатам испытаний сводится в типовую таблицу (см. табл. 1).
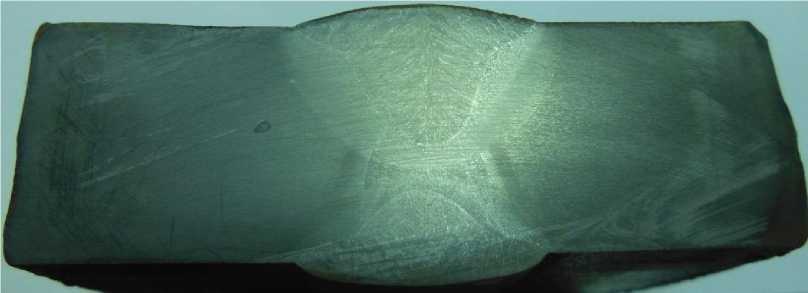
Рис. 1. Макрошлиф для исследования геометрических параметров сварного соединения.
Таблица 1
Протокол оценки геометрических параметров сварного шва и сплошности соединения по макрошлифам
|
Номер соединения |
№КСС-13, стык №Б-800 |
||||||
|
Основной металл |
Труба Ø1420x21,6 мм из стали класса прочности К60 |
||||||
|
Сварочный материал |
OK Autrod 12.24, Ø3,0 мм + флюс OK Flux 10.71 |
||||||
|
Методика испытаний |
СТО Газпром 2-2.2-115-2007 |
||||||
|
Тип образца |
Макрошлиф |
||||||
|
Номер образца |
Геометрические параметры шва |
||||||
|
a – перекрытие слоев шва. мм |
с – смещение осей слоев от условной оси , мм |
h H – глубина проплавления первого наружного слоя шва, мм |
h в – глубина проплавления внутреннего слоя шва, мм |
В н – ширина облицовочного слоя шва, мм |
В в – ширина внутреннего слоя шва, мм |
||
|
КСС-13 |
3,7 |
1,0 |
12,7 |
10,3 |
21,7 |
21,8 |
|
|
Требования |
≥3,0 |
1,0 |
>12,3 |
≤12,3 |
20,0±3,0 |
20,0±3,0 |
|
|
Заключение: по результатам проведенных измерений геометрических размеров шва стыковое сварное соединение соответствует требованиям СТО Газпром 2-2.2-115-2007. Нормируемые параметры находятся в пределах допуска, регламентированного НД. Несплавлений, нор, шлаковых включений, выходящих на поверхность шлифа, не обнаружено. |
|||||||
Интересным примером разрушающих испытаний болтовых соединений металлоконструкций является работа, выполненная авторами настоящей статьи, по испытанию болтов М27х140 класса прочности 10.9 в комплекте с гайками и шайбами производства ММК-МЕТИЗ. Исследование партии болтов включало следующие испытания [5; 6]: определение твердости; испытание болтов на разрыв на косой шайбе; определение коэффициента закручивания (болтокомплект).
Измерения твердости по методу Бринелля проведены на торце стержней болтов на твердомере Константа. Результаты представлены в таблице 2.
Результаты измерения твердости болтов
Таблица 2
|
Условный № болта |
Твердость (измерение в трех точках), НВ |
||
|
1 |
2 |
3 |
|
|
1 |
340 |
347 |
351 |
|
2 |
344 |
342 |
348 |
|
3 |
359 |
360 |
355 |
По результатам испытаний был сделан вывод, что исследованные болты М27х140 по твердости удовлетворяют требованиям, предъявляемым ГОСТ Р52643-2006 к высокопрочным болтам из стали 40Х класса прочности 10.9.
Определение коэффициента закручивания проводили на пяти болтокомплектах (болт М27х140, гайка М27, две шайбы) с применением предельного динамометрического ключа. Отсчет величины осевого усилия натяжения испытываемого болта производился по шкале измерительного прибора, отградуированного с ценой деления до 500 Нм. Испытания проводились по методике, изложенной в ГОСТ 52643- 2006 (приложение Е), с адаптацией под реальные условия испытаний и применяемое оборудование.
Перед проведением испытаний для снижения погрешности болты и гайки специальным образом обрабатывались. Первоначально производилась очистка от технологической смазки и загрязнений окунанием в емкость с бурлящим щелочным раствором при температуре не менее 90 °С на 10-15 мин. Затем смывка остатков щелочного раствора окунанием в емкость с бурлящей водой при температуре не менее 90°С на 10-15 мин и выдержка при температуре не ниже 20 °С до полного высыхания. Смазка производилась окунанием в емкость со смазочным составом из 80 % неэтилированного бензина по ГОСТ Р 51866 и 20% минерального масла при температуре состава 20°С.
Коэффициент закручивания определялся путем измерения фактического крутящего момента, приложенного к гайке, в момент достижения в теле болта нормативного усилия натяжения. Была изготовлена оригинальная испытательная установка, смонтированная на 4
разрывной машине EU 40. Фактический крутящий момент определялся комбинированным устройством на основе динамометра ДПУ-500-2 и динамометрического стрелочного ключа Tohnichi DBR4500N-S.
При проведении испытаний крутящий момент создавался закручиванием гайки со скоростью закручивания не более 10 об/мин. Коэффициент закручивания К определяют по формуле:
К = 1000 —
Nd где M – фактический крутящий момент, приложенный к гайке, создающий в теле болта нормативное усилие натяжения, Н·м; N – нормативное усилие натяжения болта; d – наружный диаметр резьбы болта, равный 27 мм.
Значения нормативных усилий натяжения для болтов различных классов прочности приведены в таблице Е.1 ГОСТ Р 52643-2006. Согласно указанной таблицы, для болтов М27 класса прочности 10.9 нормативное усилие натяжения болта равно 335000 Н.
Исследованные болтокомплекты имеют коэффициенты закручивания 0,168; 0,160; 0,160; 0,170; 0,165, среднее значение К3=0,16; крутящий момент 1520, 1450, 1450, 1540 и 1490 Нм, т.е. удовлетворяют требованиям ГОСТ Р 52643-2006 (0,14 < К< 0,17).
Определение прочности на разрыв на косой шайбе проводилось при испытании пяти болтов с применением косой шайбы, изготовленной в соответствии с положениями п.8.6 ГОСТ Р 52627-2006. Результаты испытаний представлены в таблице 3.
Результаты испытания болтов на разрыв на косой шайбе
Таблица 3
|
Условный № болта |
Начальная площадь поперечного сечения, мм2 |
Нагрузка разрушающая, Н |
Прочность на разрыв, Н/мм2 |
Место разрушения |
Результат испытания (соответствует/не соответствует требованиям ГОСТ Р 52627-2006 |
|
1 |
426,2 |
467000 |
1096 |
Стержень болта по резьбе |
Соответствует |
|
2 |
426,2 |
490000 |
1150 |
Соответствует |
|
|
3 |
426,2 |
490000 |
1150 |
Соответствует |
|
|
4 |
426,2 |
481600 |
1130 |
Соответствует |
|
|
5 |
426,2 |
490100 |
1150 |
Соответствует |
Результаты эксперимента наглядно демонстрируют актуальность проведения разрушающих испытаний образцов-спутников элементов и узлов строительных конструкций, например, для отработки технологии изготовления конструкций и узлов. Подобные методы испытаний дают четкую визуализацию работы элементов под эксплуатационными нагрузками. Кроме того, в работе показана необходимость адаптации методик к реальным условиям при проведении испытаний и применяемому испытательному оборудованию.
Список литературы Применение разрушающих методов испытаний для контроля качества строительных конструкций
- Корчагина О. А. Материаловедение: оценка качества строительных материалов. -Тамбов: Изд-во ГОУ ВПО ТГТУ, 2010. -96 с.
- Коротин А. И., Лазарев А. Л., Святкина Г. Н. Ультразвуковой контроль металлических конструкций: учебное пособие. -Саранск.: Изд-во Мордов. ун-та, 2015. -112 с.
- Коротин А. И., Лазарев А. Л., Святкина Г. Н. Применение УЗ методов контроля для оценки качества соединений металлических конструкций в современных //Огарев-online. Раздел «Технические науки». -2015. -№ 13. -Режим доступа: http://journal.mrsu.ru/arts/primenenie-ultrazvukovyx-metodov-kontrolya-dlya-ocenki-kachestva-soedinenij-metallicheskix-konstrukcij-v-sovremennyx-usloviyax. EDN: TZHRZV
- СТО Газпром 2-2.2-115-2007 Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно.
- ГОСТ Р 52643-2006 Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия.
- ГОСТ Р 52627-2006 (ИСО 898-1:1999) Болты, винты и шпильки. Механические свойства и методы испытаний.
