Применение серебра (обзор)
")
Автор: Денисова Л.Т., Белоусова Н.В., Денисов В.М., Иванов В.В.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 3 т.2, 2009 года.
Бесплатный доступ
Проведен обзор работ, посвященных применению, начиная с древних времен и до настоящего времени. Сделан анализ использования серебра в различных областях техники, биологии, медицины, в производстве ювелирных изделий. Отмечены особенности свойств и применения наносеребра.
Серебро, электроконтакты, припой, полупроводники, наносеребро, стекла, медицина, биология, ювелирное дело
Короткий адрес: https://sciup.org/146114500
IDR: 146114500 | УДК: 541.182.023.4+546.57+621.315.592+541.121+543.7
Application of silver (review)
Published works on the application of silver from the antiquity and until recent times were reviewed. The analysis of the use of silver in different fields of techniques, biology and medicine and in the production of jewelry was carried out. Features of properties and the utilization of nano-silver were marked.
Текст научной статьи Применение серебра (обзор)
Серебро известно еще с древних времен и всегда играло достаточно большую роль в нашей жизни [1]. Лидийский царь Крез (561-546 гг. до н.э.), о несметных богатствах которого слагали легенды, впервые ввел золото и серебро как монетные металлы [2]. Широкое использование серебра связано, в первую очередь, с его химическими и физическими свойствами, красивым внешним видом. Серебро и его сплавы применяются в различных областях техники, биологии и медицины, производстве ювелирных изделий. На основе серебра созданы припои с уникальными эксплуатационными свойствами (пайка вакуумных приборов, керамических и композиционных материалов, соединений разнородных материалов, обладающих весьма различными коэффициентами теплопроводности). При этом чем выше требования к коррозионной стойкости паяного шва, тем с более высоким содержанием серебра применяются припои [3-5].
1. Традиционные применения серебра
Фотография
Почти все соединения серебра (Ag(I)) на свету разлагаются до свободного серебра и при этом окрашиваются в серый или черный цвет, что используется в фотографии [1]. Лишь в последнее время на изготовление кино- и фотоматериалов с созданием цифровой техники стало расходоваться меньшее количество серебра. Варианты переработки отходов такого производства рассмотрены в [6, 7].
Катализ
Серебро и его сплавы используются в качестве катализаторов. Катализаторы Ag/оксиды металлов эффективно восстанавливают NO в избытке кислорода. Установлена важная роль восстановителей в селективном каталитическом восстановлении NO (эффективность восстановления зависит от типа восстановителя) [8]. Известно, что алюмооксидный носитель не является индифферентным по отношению к нанесенным на него металлам (Pt, Pd, Ag), оказывая тем самым заметное влияние на их свойства и степень взаимодействия с поверхностью [9, 10]. Изучению особенностей взаимодействия в системе Ag-Al 2 O 3 посвящен ряд работ [11-13]. Данные по установлению взаимосвязи каталитической активности и концентрации кислотных центров поверхности серебряных катализаторов приведены в [9].
Использование серебра в электротехнике
Большое количество серебра идет на изготовление электроконтактных материалов для нужд электротехники и электроники [14, 15]. Они весьма разнообразны по назначению, области применения, характеру работы: скользящие и разрывные; контакты, предназначенные для вакуумных выключателей и для работы в газе (воздух, элегаз), в масле, для высоковольтной и низковольтной аппаратуры и т.п.
Разрывные электроконтакты низковольтной (до 1000 В) аппаратуры - основной потребитель серебра в этой области техники - изготавливают, как правило, из материалов с содержанием Ag около 80-90 %, в то время как в высоковольтных электроаппаратах используется медь.
Работоспособность и надежность электрических контактов в значительной степени определяется физическими и связанными с ними химическими процессами, имеющими место при их работе [16-33].
Одним из главных факторов, определяющих срок службы коммутационных аппаратов, является износ контактов, обусловленный переходным процессом при размыкании электрической цепи – дуговым разрядом. Считается обычно, что при размыкании тока более 0,5 А и напряжении более 15 – 20 В между контактами возникает электрическая дуга, вызывающая так называемую дуговую эрозию контактного материала. Прерывание меньших значений тока и напряжения сопровождается только небольшими искрами и может приводить к «мостиковой эрозии», характерной для слаботочных реле. При этом наблюдается перенос материала с одного электрода на другой с образованием кратеров и наростов в зависимости от полярности и материала контактов. Образованию дуги часто предшествует мостиковая стадия процесса. В момент размыкания цепи в точках контактирования локально выделяется тепло, металл плавится и между расходящимися поверхностями вытягивается жидкий мостик. Так как через него течет весь ток, он разогревается до температуры кипения металла и разбрызгивается, при этом часть металла вылетает за пределы межконтактного промежутка.
Оптимальным выбором материала электроконтактов можно в определенной степени влиять на процесс развития и гашения дугового разряда. Материал с высоким свойством дуго-гашения слабее подвержен дуговой эрозии. Наличие этого свойства – одно из требований к контактному материалу. Ряд других требований, с точки зрения ослабления воздействия дуговых разрядов на износ, также следует из изложенного: высокие тепло- и электропроводность. В условиях слабого теплоотвода катодное пятно может разогреваться за счет джоулева тепла – 251 – до высоких температур, обеспечивающих термоэмиссию электронов в катодный слой, снижая тем самым способность к восстановлению прочности дугового промежутка и затягивая время горения дуги.
В результате многократного повторения циклов замыкания-размыкания (В-О) вся поверхность контактов обрабатывается дугой. Это сопровождается высокотемпературными процессами взаимодействия твердого и жидкого металла с компонентами атмосферы и плазмой дуги с образованием оксидов и других плохопроводящих соединений. В результате на рабочих поверхностях образуется так называемый слой наработки толщиной до десятков и сотен микрометров, состоящий из продуктов окисления, застывших микрокапель металла, атмосферных частиц, пузырьков газа и т.п. Этот слой в дальнейшем оказывает определяющее влияние на контактное сопротивление в замкнутом состоянии и вообще на работоспособность контактной пары.
Условия работы электроконтактов в замкнутом состоянии определяются совокупностью теплофизических процессов в площадке их соприкосновения. Эта площадка представляет собой только кажущуюся контактную площадь. Истинный механический контакт поверхностей осуществляется на отдельных участках - контактных пятнах, площадь которых может состав -лять десятые и сотые доли процента от кажущейся площади соприкосновения.
От площади контактирования в значительной степени зависит весьма важная характеристика контактов - переходное сопротивление R K . Сложным образом на величину R K влияет температура. Рабочая температура контактных элементов (или ее превышение над температурой окружающей среды ∆ Т) нормируется [34].
Другие эффекты проявляются при длительном прохождении токов перегрузки. Результат – проплавление контактных площадок и их сваривание. Каждому материалу соответствует величина граничного тока сваривания [35]. При прохождении сквозь контакты токов, близких к критическим, все контакты в той или иной степени свариваются. Кроме того, существует «холодное сваривание» при длительной работе на номинальных токах. Поэтому свойство сваривания характеризуется также отрывным усилием приварившихся контактов F св .
Эрозионный износ и сваривание наблюдаются не только при размыкании цепи, но и при включении. В момент включения контакты упруго деформируются и коммутационное устройство из-за пружинящего эффекта на короткое время размыкается. Размыкания могут многократно (2-5 колебаний) повторяться, а амплитуда таких колебаний достигает 0,2 мм [36]. Это явление называют вибрацией или дребезгом контактов. Во время дребезга возникает короткая дуга и проявляются все эффекты, с ней связанные, в том числе и сваривание.
Рассмотренные физические явления и их следствия в виде действующих разрушающих факторов, которые имеют место при работе электрических контактов, позволяют сформулировать требования к материалу и его свойствам (электрофизическим, теплофизическим, механическим и химическим).
Разрушающие факторы: электрическая дуга, искра, прохождение номинального тока, токов перегрузки и короткого замыкания, динамические нагрузки различной природы и термические напряжения, коррозионное действие среды.
Результаты воздействия разрушающих факторов на материал контакта: плавление материала, испарение, разбрызгивание, перенос материала с контакта на контакт, пластическая де-– 252 – формация; образование трещин, отколов, раковин, кратеров, осаждение капелек из брызг и паров; сварка, холодная сварка, задиры, вырывы, выкрашивания; химическое взаимодействие с атмосферой, образование слоев наработки.
Физико-химические свойства контактного материала, снижающие отрицательное влияние воздействия разрушающих факторов:
-
• высокие температуры плавления Т пл и кипения Т кип , теплоты плавления Q^ и испарения Q исп , теплоемкость с р , теплопроводность λ ;
-
• низкая упругость паров, высокое поверхностное натяжение расплава;
-
• высокие электропроводность ϖ , работа выхода электрона А е , потенциал ионизации ϕ ;
-
• высокие прочность, усталостная прочность, ударная вязкость; оптимальная твердость;
-
• высокие коррозионная стойкость, летучесть продуктов коррозии и их электропроводность, оптимальные прочность поверхностных слоев и сила их связи с основой.
Концентрированное выражение все перечисленные физико-химические свойства электро-контактного материала находят в кратких формулировках основных служебных свойств электрического контакта:
-
• высокая электроэрозионная стойкость под воздействием дуги;
-
• низкое и стабильное переходное сопротивление при работе в коррозионно-активной атмосфере;
-
• низкая склонность к свариванию под действием дуги, тока, динамических и статических нагрузок;
-
• высокая механическая износостойкость.
Сопоставление всего комплекса требований к свойствам материала показывает их многообразие и противоречивость. Казалось бы, взаимоисключающие свойства, несовместимые в одном металле, удается объединить в композитах, псевдосплавах, которые получают методами порошковой металлургии [37]. Тем не менее ясно, что основой электроконтактного материала могут служить лишь благородные металлы и, в какой-то степени, медь, обладающие набором ключевых свойств.
К настоящему времени разработаны сотни электроконтактных материалов на основе благородных металлов и меди, но наибольшие объемы производства приходятся на электроконтакты с серебром. Причина этого понятна: серебро, кроме высоких тепло- и электропроводности, пластичности, имеет малое сродство к кислороду, а его оксиды Ag 2 O и AgO разлагаются уже при небольшом нагревании до 470 К [4, 38]. К тому же они имеют относительно малое удельное сопротивление – соответственно 1,0 и 0,012 Ом∙см при комнатной температуре [39, 40]. Вследствие этого серебро обеспечивает низкое переходное сопротивление контактной пары. При окислении поверхности контактные области стягивания тока нагреваются (вплоть до нескольких сотен градусов [41]), оксиды разлагаются и металлический контакт восстанавливается.
Материалы для электроконтактов на основе серебра используются как в виде чисто -го металла, его сплавов, так и гетерофазных композитов с металлами, оксидами, карбидами и т.п. Области применения отдельных композиций перечислены далее по тексту, а также приведены в таблицах, основанных на информации из ряда источников [4, 20-22, 25, 26, 30, 36-38, 42].
Серебро – слаботочные реле различного назначения, сигнальная аппаратура, контакты вспомогательных цепей, термостаты, бытовые приборы, управление флуоресцентными лампами, командоконтроллеры, нагреватели воды, светоустановочные аппараты; покрытия электроосаждением на контактные детали устройств радио- и электронной техники, работающих в бездуговом режиме.
Серебро-медь - реле, сигнальная аппаратура, светотехнические выключатели, радиоаппаратура.
Серебро-медь-никель – стенные бытовые выключатели, реле уличных сигналов, тепловые выключатели, преобразователи тока, выключатели связи, реле автоматики, выключатели и реле авиационные легконагруженные, электромагнитные счетчики, управление флюоресцентными лампами, автомобильные и железнодорожные сигнальные реле, регуляторы освещения.
Серебро-кадмий - реле, бензино- и маслоизмерители, контрольные реле легко- и среднена-груженные авиационного оборудования, выключатели перегрузки и термостаты холодильников, уличные сигналы, тепловые выключатели, стартеры.
Серебро-кадмий-никель-железо – реле-регуляторы напряжения, автоприборы.
Серебро-кадмий-никель, серебро-кадмий-индий – реле в диапазоне токов 0-30 А.
Серебро-палладий - сигнальная аппаратура, телефонные реле и номеронабиратели, регуляторы напряжения, управление флюоресцентными лампами, бензино- и маслоизмерители, защитные устройства электродвигателей, выключатели холодильников и термостатов, контактные кольца.
Серебро-платина – радиоаппаратура, приборы автоматики и радио, радиовибраторы и устройства питания от сети радиоаппаратуры, электромагнитные счетчики.
Серебро-магний-никель, серебро-золото-магний-никель, серебро-магний-цирконий, серебро-магний-никель-цирконий, серебро-палладий-магний - заменители контактов из сплавов платина-иридий, золото-палладий-платина, золото-никель, золото-платина в малогабаритных и миниатюрных электромагнитных реле радиоэлектроники.
Серебро-оксид циркония – микровыключатели, реле на токи в диапазоне 0,01-100 А.
Существенное улучшение электроконтактных свойств серебра путем его легирования невозможно, поскольку достигаемое при этом улучшение твердости, износостойкости обязательно сопровождается снижением температуры плавления, тепло- и электропроводности. Композиционные материалы сочетают свойства отдельных компонентов без их значительного снижения (электро- и теплопроводность, температура плавления) и имеют, как правило, прочное каркасное строение.
Поэтому основные типы применяемых в настоящее время электроконтактных систем являются гетерогенными композиционными материалами с компонентами, ограниченно растворимыми в твердой фазе. Наибольшие объемы промышленного выпуска электроконтактной продукции приходятся на системы: Ag-CdO, Ag-SnO 2 , Ag-Ni, Ag-W(WC), Ag-C [4, 26, 36-38, 41]. Типичные примеры составов и качественная оценка служебных свойств [43] приведены в табл. 1. Типичные примеры применения материалов к различным типам аппаратов сведены в табл. 2.
Обозначения в таблице: Св - стойкость против сваривания, Кс - контактное сопротивление, Э - эрозионная стойкость, Пд - подвижность дуги, Дг - дугогасящие свойства; о - отличное, у – удовлетворительное, п – плохое.
Таблица 1. Типичные примеры и электроконтактные свойства композиционных материалов на основе серебра
|
Типичные составы |
Основные свойства |
||||
|
Св |
Кс |
Э |
Пд |
Дг |
|
|
Ag-10CdO |
у |
о |
у |
о |
о |
|
Ag-15CdO |
о |
о |
о |
у |
о |
|
Ag-12SnO2In2O3 мд |
о |
п |
о |
у |
у |
|
Ag-12SnO2Bi2O3 мд |
о |
п |
о |
у |
у |
|
Ag-12SnO 2 WO 3 |
о |
у |
о |
у |
у |
|
Ag-12SnO 2 MoO 2 |
о |
о |
о |
у |
у |
|
Ag-8ZnO |
о |
п |
о |
у |
у |
|
Ag-(10-20)Ni |
п |
о |
п |
о |
у |
|
Ag-(30-40)Ni |
у |
у |
у |
о |
у |
|
Ag-(3-5)C |
о |
о |
п |
п |
у |
|
Ag-(50-70)W |
у |
п |
о |
п |
п |
Итак, разрывные электроконтакты, основой которых является серебро, в качестве функциональной добавки, придающей контактам высокий уровень служебных свойств, часто используются оксиды металлов. Наиболее эффективными в этом отношении признаны: оксид кадмия (CdO), используемый для этих целей уже более 60 лет (впервые предложен в 1939 г. [44]), и диоксид олова (SnO 2 – предложен в 1949 г. [45]). Диоксид олова широко используется только в последние десятилетия, приходя на замену токсичному оксиду кадмия. По этой системе опубликовано множество патентов, см., например [46]. Нашли также некоторое применение оксиды меди и цинка [47-50].
Для больших токов и относительно высоких напряжений используют композиции с тугоплавкими металлами Mo, W (табл. 1, 2) и карбидами WC, TiC [51].
Еще в 1939 г. для тяжелонагруженных реле был предложен материал Ag-Ni [52]. Контакт-детали из этого псевдосплава широко используются и в настоящее время. Их область применения охватывает средненагруженные контакторы и магнитные пускатели, реле автоматики железных дорог. В паре с контактом Ag-C он имеет прекрасные характеристики сваривания и применяется в автоматических выключателях. Есть также предложения использовать псевдосплавы с железом [53, 54].
Композит Ag-Ni получают прямым смешением порошков Ag и Ni и совместным осаждением солей из растворов. Детально технология этих псевдосплавов описана в [55] и включает обязательную холодную деформацию после твердофазного спекания порошков (экструзию, прокатку, волочение). Таким путем получают текстурированный материал с упорядоченно-ориентированной структурой [4]. Контакты системы Ag-Ni кроме высокой пластичности и хорошей прирабатываемости обладают также высокими тепло- и электропроводностью, коррозионной и эрозионной стойкостью, стабильным и низким переходным сопротивлением.
Возможно получение материала Ag-Ni внутренним окислением [4]. Разработан способ получения мелкодисперсной смеси порошков 0,5 – 1 мкм помолом смеси солей в вибромельнице – 255 –
Таблица 2. Типичные приложения контактных материалов к различным типам низковольтных аппаратов
Большое преимущество контактов Ag-Ni – их технологичность: они не нуждаются в дополнительном слое (так называемом подслое) для пайки на контактодержатель. Немаловажное обстоятельство – возможность экономии до 40 % серебра. В связи с этим до сих пор продолжаются работы по совершенствованию материала [57-59]. Ранее [60] изучены контакты состава Ag-10Ni-3C, показавшие не только высокое сопротивление привариванию, но и высокую скорость эрозии в дуге. Авторы [57] к той же основе добавляли малое количество графита – 0,5 и 1 %. Выяснилось, что скорость эрозии в аппарате и свариваемость заметно возрастают. В патентах [58, 59] предлагается в композицию Ag-Ni ввести оксид никеля, что, по мнению авторов, улучшает служебные свойства контактного материала.
Таблица 3. Свойства некоторых серебросодержащих сплавов и композиционных материалов электроконтактного назначения (состав, мас. %)
|
сЗ S & 5 2 |
g Н о Н С |
о н |
S 5 8 S 2 у ч о £ Й ч » Н Q § Я 2 g С л 8 |
* н « я ® Н 5 у Й л и & 2 о с |
s ООН |
сЗ 2 ч и |
5 х СО \ Н Щ |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ag |
10,5 |
960 |
1,59 |
4,1 |
419 |
79 |
3-7 |
|
Ag-10Cd |
10,3 |
910-925 |
4,3 |
1,4 |
150 |
60 |
3,6-10 |
|
Ag-15Cd |
10,1 |
850-875 |
4,8 |
2 |
109 |
60 |
4,0-11,5 |
|
Ag-3Cu |
10,4 |
900-934 |
1,92 |
3,2 |
385 |
85 |
4,5-9,5 |
|
Ag-5Cu |
10,4 |
905-940 |
1,96 |
3 |
380 |
85 |
5-10 |
|
Ag-10Cu |
10,3 |
779-875 |
2,08 |
2,8 |
335 |
85 |
6,5-12 |
|
Ag-20Cu |
10,2 |
779-810 |
2,17 |
2,7 |
335 |
85 |
8-13 |
|
Ag-30Pd |
10,9 |
1150-1220 |
15,6 |
0,4 |
60 |
116 |
7-14 |
|
Ag-40Pd |
11,1 |
1225-1285 |
20 |
0,36 |
46 |
134 |
7,5-15 |
|
Ag-50Pd |
11,2 |
1290-1340 |
33,3 |
0,23 |
33,5 |
137 |
8-16 |
|
Ag-60Pd |
11,4 |
1330-1385 |
41,7 |
29,3 |
10-18 |
||
|
Ag-30Pd-5Cu |
10,8 |
1120-1165 |
15,4 |
0,37 |
108 |
9-17 |
|
|
Ag-0,15Ni |
10,5 |
960 |
1,7 |
4 |
414 |
85 |
4,5-9 |
|
Ag-10Ni |
10,2 |
960 |
2,0 |
3,5 |
310 |
84 |
5-11 |
|
Ag-20Ni |
10,0 |
960 |
2,2 |
3,5 |
270 |
98 |
6-10,5 |
|
Ag-30Ni |
9,8 |
960 |
2,4 |
3,4 |
240 |
115 |
6,5-11,5 |
|
Ag-40Ni |
9,7 |
960 |
2,7 |
2,9 |
210 |
129 |
7,5-12 |
|
Ag-50Ni |
9,6 |
960 |
3,1 |
185 |
145 |
7,5-13 |
|
|
Ag-60Ni |
9,4 |
960 |
3,7 |
155 |
160 |
8-14 |
|
|
Ag-70Ni |
9,3 |
960 |
4,0 |
140 |
170 |
8-15,5 |
|
|
Ag-3C |
9,0 |
960 |
2,1 |
3,5 |
325 |
4,2 |
|
|
Ag-5C |
8,5 |
960 |
2,3 |
3,3 |
318 |
4,0 |
|
|
Ag-10C |
7,4 |
960 |
2,9 |
3,1 |
|||
|
Ag-15C |
6,5 |
960 |
4,5 |
2,6 |
|||
|
Ag-25C |
5,1 |
960 |
14,5 |
||||
|
Ag-50C |
3,2 |
960 |
23 |
||||
|
Ag-70C |
2,6 |
960 |
53 |
||||
|
Ag-90C |
2,14 |
960 |
87 |
||||
|
Свойства некоторых материалов для скользящих контактов |
|||||||
|
Ag-5Cu-10C |
6,8 |
905-940 |
4,7 |
||||
|
Ag-48,5Cu-3C |
8,3 |
779-875 |
4,0 |
5,2 |
|||
|
Ag-47,5Cu-7C |
7,4 |
779-875 |
8,0 |
||||
|
Ag-35Cu-30C |
4,2 |
779-815 |
63,6 |
||||
|
Ag-69,75Cu-5C |
8,2 |
779-945 |
3,2 |
5,2 |
|||
|
Ag-72Cu-3C |
8,3 |
779-960 |
5,3 |
7,1 |
|||
Ряд серебросодержащих составов материалов электроконтактного назначения и их свойства обобщены в табл. 3 [26].
В некоторых применениях важнейшим свойством контактов является стойкость к свариванию, которое обеспечивает надежное отключение тока при аварийных ситуациях. Такое требование предъявляется к автоматическим выключателям, реле сигнализации железных дорог, терморегуляторам (например, электроутюгов) и т.п. Для этих целей используются спеченные материалы Ag-C с содержанием углерода в виде графита обычно в пределах 2-5 %, а иногда, в случае больших токов, до 10-20 % [4, 43, 61]. Присутствие в матрице 3-5 % С практически исключает приваривание контактов за счет разупрочнения материала и снижения площади соприкосновения металла. Твердость такого материала низка – HV ≅ 40 [36], а дуговая эрозия велика. Причины этого – малая прочность включений и отсутствие адгезионной связи матрицы и включений. Опубликованы [62] результаты исследований влияния технологических особенностей и размера частиц графита на свойства контактов Ag-5C. Уменьшение размеров графитовых включений ведет к росту потерь от воздействия дуги, но стойкость к свариванию возрастает.
Есть предложения [63] по введению углерода в виде волокон, которые, по-видимому, несколько упрочняют материал, по сравнению с добавками графита, что ведет к улучшению эксплуатационных свойств.
Для увеличения прочности в контакты с углеродом добавляют никель. Комбинированный контакт Ag-(10...30)Ni-3C сохраняет высокую стойкость против сваривания, низкое контактное сопротивление при лучших механических характеристиках и меньшей стоимости. Известен состав Ag-29Ni-3C-1Cd, имеющий НВ = 84 [4]. Дополнительное легирование кадмием несколько улучшает эрозионную стойкость. Здесь также сообщается об отрицательном эффекте измельчения графитовых частиц в таком материале.
Не умаляя значения других электроконтактных материалов, необходимо отметить доминирующее положение по совокупности служебных свойств контактов на основе композиций Ag-CdO. Используется материал уже более 60 лет, но, несмотря на его экологическую опасность, до настоящего времени продолжаются исследования, направленные на его совершенствование и углубленное изучение свойств [64-67].
По современным представлениям использование CdO в электроконтактном материале дает многогранный эффект: дисперсионное твердение улучшает механические свойства, присутствие частиц CdO в расплавленной ванне катодного пятна увеличивает вязкость расплава, уменьшая разбрызгивание, диссоциация CdO приводит к понижению тепловой нагрузки на матрицу и одновременно способствует понижению стабильности дуги и ее температуры; испарение и разложение CdO дают большой объем газа, который сдувает дугу и заставляет ее перемещаться по контакту, способствуя деконцентрации тепловой энергии (отдувной эффект). Кроме того, CdO, обладая высокой летучестью и малым удельным сопротивлением (r = 0,01...0,5 Ом см) [40], не создает изолирующей пленки на поверхности контакта, оставляя переходное сопротивление низким и стабильным. Кроме того, считается, что присутствие кислорода (являющегося мощным акцептором электронов) в плазме дуги способствует дугогашению за счет снижения в ней концентрации электронов.
Однако полной ясности в этом вопросе нет. Испытано множество других оксидных добавок, обладающих сходными свойствами, но ни один из них не сравним с CdO. Наглядный – 258 – пример – испытания материалов на основе серебра с добавками 12,5 об. % оксида в контакторе переменного тока U = 220 В, I = 160 А. Получены следующие значения эрозионного износа, г/циклх106 (всего сделано 20 000 циклов В-О) [36]:
Оксид-добавка CdO CuO Sb 2 0 3 ZnO МП 3 О 4 PbO
Cкорость эрозии 1,45 5,60 4,08 20,0 4,05 22,5
Единственный оксид, в какой-то мере составивший конкуренцию CdO (в значительной степени - из-за экологической безопасности), - оксид олова SnO 2 . Контакты с добавкой 12 % SnO 2 или SnO 2 +In 2 O 3 (Bi 2 O 3 , WO 3 , MoO 3 ) известны достаточно давно, они отвечают экологическим требованиям, и их изучение интенсивно продолжается (обычно в сравнении с Ag-CdO) [64, 66-70]. Судя по литературным данным, контакты Ag-SnO 2 обладают хорошими эрозионными характеристиками и в некоторых применениях вполне заменяют кадмиевые, хотя встречается много противоречивых результатов. Наряду с углубленным изучением фундаментальных особенностей электроконтактного поведения данной системы публикуется большое количество патентов с предложениями по новым составам и технологическим вариантам реализации статистически однородной, высокодисперсной микроструктуры композита (см. например, [48, 71-75]).
В работе [64] на основе исследований и анализа даются заключения по токовому диапазону применения серебро-оксидных композиций: Ag-CdO - 50-3000 А, Ag-SnO 2 - 500-3000 А, Ag-ZnO – 3000-5000 А. Ограниченно применим также материал с оксидом меди Ag-CuO [47, 64, 76]. Он иногда используется в сильно нагруженных контактах постоянного и переменного тока, переключателях тепловозов и т.п.
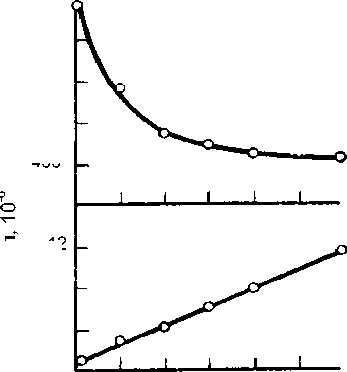
Контакты системы Ag-CdO содержат, как правило, 10-15 мас. % CdO и производятся различными методами: (1) – традиционным смешением порошков Ag и CdO, (2) – совместным осаждением солей, (3) - внутренним окислением порошков сплава Ag-Cd или заготовки контакта из такого же сплава. Второй и третий способы дают мелкодисперсную структуру с размером включений 0,1-10 мкм, в то время как смешение порошков дает включения 30-50 мкм. Практически все свойства мелкодисперсного сплава выше, чем у традиционного (табл. 3). Особенно высока эрозионная стойкость: в 2-5 раз выше порошкового контакта [30]. На рис. 1 приведены зависимости твердости и удельного электрического износа контактов из материала 85Ag-15CdO от дисперсности частиц оксидной фазы [77]. Как видно, и прочностные свойства, и сопротивление дуговому износу весьма существенно зависят от этого параметра. Измельчение второй фазы в данном случае благоприятно.
Это пытаются объяснить особыми условиями формирования плазменных факелов на мелкодисперсных материалах Ag-CdO и Ag-Ni [78]. Еще одно возможное объяснение: скорость движения основания дуги на мелкодисперсных контактах выше, так как перескок места привязки дуги здесь облегчен [79, 80]. Концентрация тепла снижается, а значит, падает и тяжесть локальных повреждений поверхности. Это объяснение представляется более вероятным, хотя, по-видимому, и не исчерпывающим.
Технологические способы (2) и (3) дают приблизительно одинаковую дисперсность CdO (<1 мкм), но при тяжелых режимах работы оказался более предпочтительным спеченный материал. Плавленый, внутриокисленный контакт разрушается раньше из-за появления трещин, – 259 – as
CD
Средний размер частиц, мкм
0 50
Рис. 1. Влияние дисперсности включений оксидной фазы на служебные свойства контактов 85Ag-15CdO [77]
идущих с поверхности по границам зерен [36]. Несколько улучшает положение следующая за окислением холодная деформация.
Еще более сильное влияние оказывает структура материала на работоспособность слаботочных контактов. В табл. 4 приведены результаты исследования износа контактов из серебра (99,99 %) и сплава серебра с палладием (70 Ag-30 Pd) при коммутации постоянного тока I = 2 А, U = 24 В [81]. Те и другие контакты изготовлены двумя методами: литьем и порошковой металлургией.
Если не принимать во внимание различия химического состава на уровне малого содержания примесей, то контакты отличаются только структурой материала (плавленые – более крупнозернистые) и, в некоторой степени, прочностными свойствами, пластичностью. Однако характер износа существенно различен. На литых контактах наблюдается мощный перенос с катодного на анодный электрод с образованием кратера и пика соответственно, в то время как на порошковых скорость эрозии несравненно меньше на обоих электродах.
Более-менее полного, убедительного и обоснованного объяснения обнаруженному явлению не найдено. Это, однако, еще раз свидетельствует в пользу электроконтактных материа- лов, получаемых методами порошковой металлургии, позволяющими в широких пределах ва- рьировать состав и структуру материала за счет различных технологических вариантов.
Для улучшения качества пайки композитов на контактодержатель делают подслой из серебра или никеля, прессуя его одновременно с основным рабочим слоем материала. Толщина подслоя составляет обычно 0,15-0,25 мм.
Описана технология изготовления Ag-CdO и Ag-SnO 2 контактов из распыленных порошков Ag-Cd и Ag-Sn [66] (метод IOAP – internal oxidation of alloyed powder). Жидкий сплав при температуре около 1470 К распыляли водой под давлением 34 МПа с получением порошка размером – 44 мкм. Порошки окисляли при различных температурах от 753 до 973 К, от чего зависела морфология оксидных включений. Далее прессовали заготовки (Р = 175...700 МПа), спекали в течение часа при 1083 К, а затем допрессовывали (Р = 1230 МПа). Полученный материал, как сообщают, имел хорошие электроконтактные свойства.
Подобный процесс лежит в основе производства контактного материала, предложенного в патенте [73]: расплав Ag-Sn-Bi распыляется и далее порошок подвергается внутреннему окислению. Из внутриокисленного порошка прессуются заготовки, которые затем подвергают горячей экструзии и прокатке. Способ дает размер оксидных включений в диапазоне 0,1-1,0 мкм. Здесь же предложен и второй способ, приводящий приблизительно к тому же результату, который заключается в распылении растворов солей серебра и олова при температуре порядка 950 ° С. Полученный порошок далее используется для получения целевого материала.
Таблица 4. Сравнительная характеристика износа контактов, полученных различными методами
|
Материал контакта |
Метод изготовления |
Изменение массы электрода, A g x 10 8 , г/цикл В-О |
|
|
Анод |
Катод |
||
|
Ag |
Литье |
+49,0 |
-32,0 |
|
Ag |
Порошковый |
-15,0 |
-1,7 |
|
Ag-30Pd |
Литье |
+18,0 |
-22,0 |
|
Ag-30Pd |
Порошковый |
+2,2 |
-3,4 |
Улучшения качества материала пытаются достичь также малыми добавками оксидов, способствующих лучшему смачиванию CdO расплавом серебра: это например, оксиды меди, германия, тантала [65], добавленные в количестве 0,15...0,43 %. Добавка 0,15 % GeO 2 увеличивает стойкость к дуговой эрозии при длительной работе, в то время как Cu 2 O приводит к появлению трещин и ускоренному разрушению контактов. Отмечается, что все добавки приводят к росту эрозии на токах более 50 А, особенно Та 2 О 5 .
Интересный состав композиционного материала и способ его изготовления предложены в патентах [82, 83]: Ag-(4…15)CdO-(2…8)Ni. Тонкие включения никеля оксидированы, т.е. заключены в тонкую оболочку оксида никеля, что предотвращает деградацию материала из-за восстановления оксида кадмия никелем.
Изучено влияние добавок оксидов висмута, олова, индия и вольфрама в количестве 5 % к композиции Ag-10CdO [84]. Авторы измеряли эрозионную стойкость в условиях стационарного межконтактного промежутка при токовых нагрузках 100 и 150 А на контактах, приготовленных по одинаковой технологии. Скорость эрозии на контактах Ag-10CdO-5Bi 2 O 3 (относительно стандартного состава) снизилась почти в два раза. Такая же добавка SnO 2 почти не изменила износ, а добавки In 2 O 3 и WO 3 увеличили его, соответственно, в 1,9...2,4 и в 4,5...5,5 раз. Авторы объясняют эти результаты на основании металлографических и рентгенофазовых данных изменениями в слое наработки с учетом химического взаимодействия добавки с основой. Отмечается определяющая роль теплофизических свойств частиц-добавок в воздействии на эрозионные характеристики материала.
Эти же авторы изучали влияние деформации на структуру и эрозионную стойкость AgCdO-контактов [80]. Оказалось, что существует явная тенденция снижения стойкости к дуговому износу при увеличении предварительной деформации осадкой. После некоторой пороговой степени деформации (29...43 %) стойкость резко снижается (примерно в два раза). Авторы объясняют это появлением микронесплошностей в материале.
Изложенное демонстрирует многогранность материала электрического контакта. Даже в таком известном материале, как Ag-CdO, до сих пор находятся возможности его улучшения и неизвестные нюансы влияния состава, технологии и структуры (см. также, например, [82, 83]).
В табл. 5 приведен перечень основных электроконтактных материалов, применяемых и производимых в России [4, 38, 77]. Для сравнения здесь же перечислены материалы аналогичного назначения на медной основе. Электропроводность, твердость, плотность материалов, а следовательно, и их эрозионная стойкость существенно зависят от применяемой технологии. В – 261 –
Таблица 5. Материалы разрывных средне- и сильноточных контактов [4, 38, 77]
|
н § о $ —г О |
04 |
04 |
04 |
04 |
Я |
ад |
8 |
8 |
8 |
1 |
1 |
1 |
40 |
о |
8 |
1 |
1 |
1 |
||||
|
s „ н S о а к с С 5 2 с с |
ОО |
8 |
о |
m |
8 СЧ |
ад |
8 СЧ |
8 |
ад |
8 |
8 |
о |
о |
8 |
8 |
о |
||||||
|
н" 3 § й и 2 а Я ~р £ g и |
о |
m |
8 |
СЧ |
8 |
8 |
о |
% |
8 |
о |
8 |
|||||||||||
|
„ о у 2 ® m 2 Я о S >> а 2 с |
40 |
04 |
ОО о |
ОО о |
8 |
о |
04 О |
ОО О |
о" |
о" |
О |
о" |
о" |
40 О |
о" |
о |
§ |
§ |
||||
|
Як 02 Н |
о |
о |
о |
о |
8 |
о |
о |
ад |
8 |
о |
о |
8 |
О |
8 |
8 |
ад |
||||||
|
Л С |
8 8 |
о |
ад 8 |
о |
ад 8 |
8 |
о. |
оС |
ад оС |
оС |
ад" |
ад" |
04" |
ад 04" |
О |
40 ад" |
8 ад" |
8^ ад" |
8 ад" |
|||
|
02 Н о |
m |
04 оС 04 |
ОО |
ОО |
8 |
8 |
о |
о |
о |
S |
S |
ад 04 |
04 ОО 40 |
04 04 40 |
9° 8^ |
^ 9 |
04" 04 8 04" 04 |
04" 04 |
8 04 |
8 04 |
||
|
3 и |
СЧ |
< |
о О "Во < |
о О "Sb < |
о я о "Sb < |
о я о "Sb < |
2 "Sb < |
"Sb < |
2 "Sb < |
2 "Sb < |
2 "Sb < |
о "Sb < |
О "Sb < |
о "Sb < |
О 2 'Sb < |
2 "Во < |
я •о я О о 'Во < |
О и |
О и |
75 и 8 и |
75 и 8 и |
|
|
сЗ сЗ 2 |
2 |
2 < Ы |
ч < 2 |
2 ri < |
ОО 2 о о |
< 2 |
2 В m о р * ^ |
ч < |
< |
< |
8 = |
р |
ч < til |
< |
ч 2 |
S til |
2 |
2 tii |
||||
Продолжение табл. 5
2. Новые применения серебра
В [85] сообщено о возможности создания высокочувствительных к СО сенсоров на основе наноструктур SnO 2 , легированных серебром. Для создания сенсоров сероводорода H 2 S использованы SnO 2 -Ag 2 O и SnO 2 -Ag [86].
Авторами работы [87] показано, что легирование 3-5 масс. % Ag сверхпроводящей керамики YBaCuO приводит к увеличению ее микропластичности и прочности.
Для изменения электрофизических свойств элементарных полупроводников и полупроводниковых соединений применяют легирование серебром. Естественно, что на такие цели расходуется незначительное количество серебра. Но для понимания особенностей поведения Ag в таких материалах проводятся специальные исследования [88-93].
На основе галогенидов серебра созданы инфракрасные световоды [94, 95].
На основе серебра исследуются полупроводниковые соединения [96-100], халькогенидные [101-118], оксидные [119-121] и смешанные [122-125] стекла.
В последние годы уделяется много внимания наноматериалам, в том числе и из серебра [126-152]. Это связано с тем, что наночастицы серебра обладают уникальным набором ценных свойств, благодаря которым они служат материалом для создания электронных, оптических, сенсорных устройств нового поколения [140]. Тем не менее, не стабилизированные наночастицы серебра подвергаются быстрому окислению и легко агрегируют в растворах. Это, естественно, затрудняет их применение при создании сенсорных и оптических устройств. Поэтому много работ посвящено разработке методов получения эффективной стабилизации таких частиц и взаимодействию серебра с различными средами [133, 136, 138, 140, 146-148, 153-163].
С древности по настоящее время серебро (в последние годы - особенно наносеребро) применяется в медицине для лечения ран, язв, для стерилизации и увеличения сроков хранения лекарственных препаратов, в стоматологии, а также в биологии [1, 126, 164-188]. Препараты, содержащие серебро, активны против многих возбудителей раневых инфекций (Staphylococus spp., E. Coli, P. aeruginosa, Proteus spp., Klebsiella spp.).
Согласно [189, 190] серебро проявляет высокую бактерицидную активность как по отношению к аэробным и анаэробным макроорганизмам (в том числе и антибиотикорезистентным штаммам), так и к некоторым вирусам и грибам. При этом нужно принимать во внимание тот факт, что резистентность микроорганизмов редка, и ее можно преодолеть увеличением концентрации препарата. В то же время большие концентрации ионов серебра могут оказывать на организмы ядовитое действие. В течение длительного времени считалось однозначно доказанным, что лечебными свойствами обладают ионы Ag+, а не металлическое серебро. Тем не менее вопрос о механизме действия наночастиц серебра на вирусы, бактерии и клетки до настоящего времени остается окончательно не выясненным и требует дополнительных исследований.
При передозировке серебра возможно развитие аргирии (возникновение пигментаций кожи, слизистых оболочек, внутренних органов, глаз) [191]. Замечено, что люди с признаками аргирии не подвержены инфекционным заболеваниям.
При работе с антибиотиками установлено, что спектр их действий узок, а вредные микроорганизмы слишком быстро к ним адаптируются. Поэтому в последнее время уделяется пристальное внимание хорошо проверенным средствам терапии с участием серебра.
Серебро и сплавы на его основе используются для создания омических контактов к полупроводникам Ge, Si, GaAs, GaP, GaSb, CdS, ZnTe [192].
Фотоэмиссионные катоды с высокой эффективностью работают на следующих материалах: Ag-O-Cs, Bi-Ag-O-Cs [192].
В ювелирных изделиях по-прежнему важную роль играют серебро и сплавы на его основе [193-199].
Аналитическая химия серебра достаточно полно изложена в монографии [200], а также в более поздних трудах [174, 201]. Наночастицы серебра сами могут использоваться для усиления сигнала органических соединений в спектроскопии [140] и электрохимическом анализе биологических объектов [174].
Необычные оптические свойства частиц серебра использовали древние стекловары [140, 202]. В кубке Ликурга (IV век н.э.), находящегося в экспозиции Британского музея, в бронзовой оправе содержатся вставки из окрашенного стекла. Проведенный анализ этого стекла показал, что оно содержит металлические наночастицы со средним диаметром порядка 40 нм. В своем составе эти наночастицы содержат 70 % Ag и 30 % Au. Благодаря им стекла приобретают красный цвет в проходящем свете и зелено-серый – в отраженном [140]. Серебро применено для придания лимонно-желтого цвета стеклам, используемым в старых соборах Европы. Желтый цвет стеклу можно придать разными способами: оксидами железа (трудно добиться постоянства окраски); сульфидом кадмия (при некоторых условиях он превращается в оксид кадмия, что делает стекло непрозрачным); азотнокислым серебром (в процессе варки стекла из AgNO 3 выделяется мелкодисперсное серебро, равномерно распределенное по стеклу). В последнем случае образуется бесцветное стекло, а окраска появляется при наводке - повторном нагреве уже готовых изделий. Заметим, что с помощью солей серебра можно наносить золотистожелтую окраску на отдельные участки стеклянных изделий. Особенно хорошо окрашиваются высококачественные свинцовые стекла. Кроме коллоидного серебра, желтую окраску стеклам придают еще CrO 3 и NiO [203].
Заключение
Трудно перечислить все современные отрасли применения серебра. Тем не менее основной принцип его применения, обусловленный дефицитностью и высокой стоимостью («экономить везде, где это возможно, применять только там, где это абсолютно необходимо» [4]), еще никто не отменял, или, по крайней мере, не создал предпосылки для его отмены. Можно полагать, что будут выявлены новые области и направления применения серебра (как это было, например, с наносеребром).
