Применение специальной технологической оснастки и гибких сверлильных шаблонов для сверлильных машин с автоматической подачей режущего инструмента

Автор: Пикалов Антон Александрович, Чайников Кирилл Константинович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.18, 2016 года.
Бесплатный доступ
В статье рассматривается опыт Разработчика и Изготовителя перспективного среднемагистрального самолёта по решению одной из практических задач - проектирование и внедрение на сборочном производстве универсальной технологической оснастки для сверлильных машин с автоматической подачей режущего инструмента (СМАП) при разделке отверстий в смешанных пакетах КМУ-Ti-Al, применяемых в конструкции хвостового оперения. Типовые моменты проделанной работы представлены в настоящей статье.
Сверлильная машина с автоматической подачей, специальная технологическая оснастка, гибкий сверлильный шаблон, кондуктор, струбцина, смешанные пакеты, композиционный материал углепластик, опытно-конструкторские работы
Короткий адрес: https://sciup.org/148204378
IDR: 148204378 | УДК: 629.735.33
Special jigs and drilling templates for automated drilling units
This report examines experiences in solving practical problems - Design and Implementation of a universal jig for Advanced Drilling Units (ADU) used for Drilling in CFRP-Ti-Al stacks which used in the Design of the tail of aircraft. Typical aspects of this work are presented in this article.
Текст научной статьи Применение специальной технологической оснастки и гибких сверлильных шаблонов для сверлильных машин с автоматической подачей режущего инструмента
Одной из основных проблем, возникающих при разделке отверстий в смешанных пакетах КМУ-металл ручным механизированным инструментом, является возникновение расслоений и вырыва волокон в слое КМУ на выходе режущего инструмента, а также недостаточное обеспечение перпендикулярности оси разделки по отношению к поверхности разделываемых деталей конструкций. В промышленности в целом и в авиастроении, в частности, для борьбы с вышеуказанной проблемой, т.е. для обеспечения повышенного качества отверстий, применяются прецизионные сверлильные машины с автоматической подачей режущего инструмента (СМАП). Успешное применение этого типа оборудования напрямую зависит в свою очередь от применяемой специальной технологической оснастки:
-
• толстостенный кондуктор;
-
• тонкостенный сверлильный шаблон;
-
• гибкая перенастраиваемая оснастка;
-
• гибридная комбинированная оснастка.
Конструкция специальной технологической оснастки для СМАП должна обеспечивать следующие требования:
-
• однозначность позиционирования;
-
• обеспечение перпендикулярности режущего инструмента к обрабатываемой поверхности как одинарной, так и двойной кривизны;
-
• абсолютная жёсткость фиксации специальной технологической оснастки на обрабатываемой поверхности;
-
• абсолютная жёсткость фиксации специальной технологической оснастки на обрабатываемой поверхности;
-
• высокая скорость перепозиционирования СМАП.
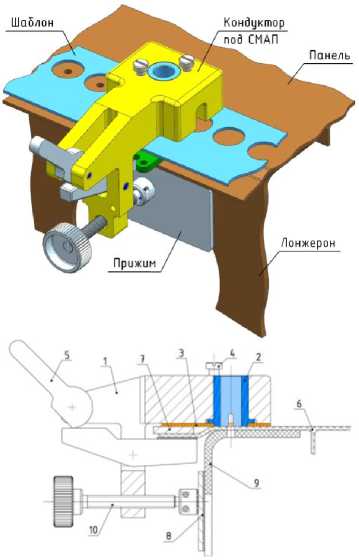
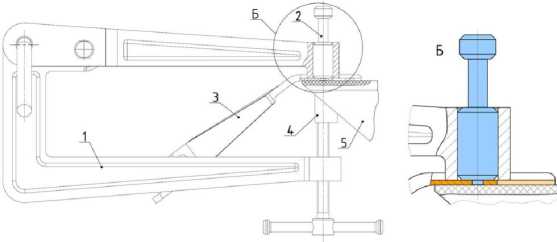
Традиционное решение - изготовление цельнометаллических толстостенных кондукторов, выполненных из алюминиевых сплавов на 5-ти координатном станке с ЧПУ. Существуют стандартные и специальные способы фиксации СМАП, спроектированные под конкретную задачу (рис. 1).
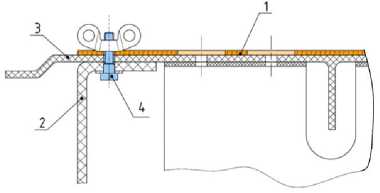
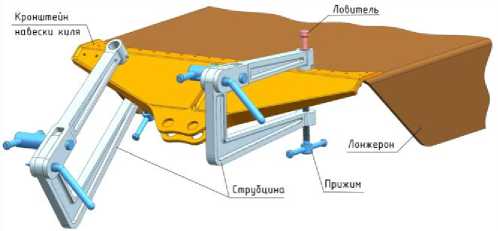
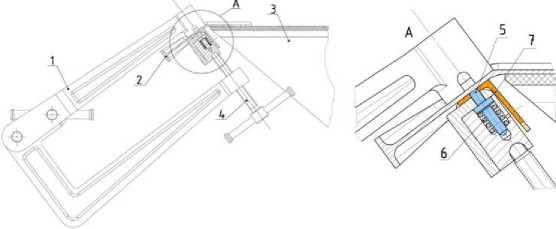
СМАП, оснащённые механизмами в ) , г ) , и д ), применяют в местах с ограниченным подходом и там, где позиционирование толстостенных кондукторов является невозможным или экономически не обоснованным. Перед авторами стояла практическая задача -разработка универсальной технологической оснастки для СМАП при разделке отверстий в смешанных пакетах КМУ-Ti, КМУ-Al в конструкции хвостового оперения до пуска в эксплуатацию автоматизированной сборочной линии. Учитывая единичный характер производства кессонов киля для статических испытаний и испытаний на птицестойкость, создавалась необходимость в применении упрощенного, универсального оснащения и СМАП стандартной конфигурации. В дополнение к традиционным толстостенным кондукторам разрабатывались также гибкие сверлильные шаблоны и кондукторы для мест с ограниченным подходом (на стыках узлов, поверхностях двойной кривизны и т.п.). Разработанный комплект оснастки для фиксации СМАП по стыкам панелей киля с лонжеронами и нервюрами включает в себя также переставляемые кондукторы струбцинного типа, позволяющие позиционировать СМАП при помощи концентрической цанги и байонета.
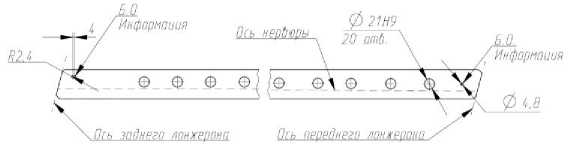
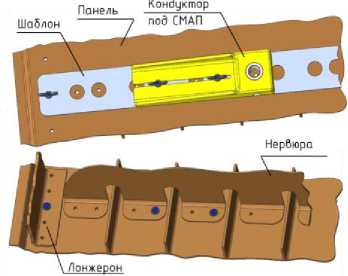
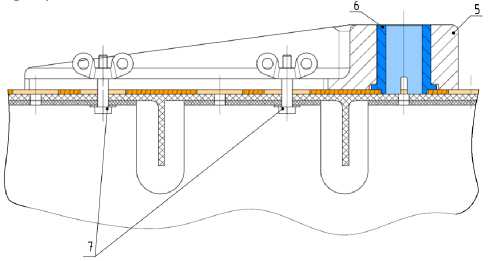
Гибкие сверлильные шаблоны для разделки отверстий по лонжеронам и нервюрам. Гибкие сверлильные шаблоны представляют собой полосы из стали толщиной 2 мм. Выбор стали обусловлен ее меньшим коэффициентом термического расширения по сравнению с алюминием. Шаблоны изготавливаются в плоском виде (модель развернута из ТК на плоскость) и используются для работы по правой и левой панели. Для удобства в работе шаблон разрезан на 3 части. Каждая пара шаблонов имеет одно общее базовое отверстие (БО) для исключения сбивки шага отверстий. Для этого БО на второй и третьей части шаблона выполнены с диаметром 4,8 мм. На шаблонах имеются отверстия диаметром 21 мм для позиционирования в них втулок для установки СМАП, а также информационные риски (рис. 2).
Шаблоны для разделки отверстий по нервюрам конструктивно аналогичны предыдущим и изготавливаются по той же технологии. В качестве БО на конструкции киля выступают отверстия, вскрытые ранее на лонжероне. Для компенсации возможных погрешностей БО на шаблоне в районе II лонжерона выполнено с удлинением в 4 мм (рис. 3), при этом сохраняется диа- нанесение пояснительных надписей для исключения метр БО диаметром 4,8 мм. Шаблоны изготавливаются его некорректной установки.
на каждую нервюру на один борт, на них предусмотрено
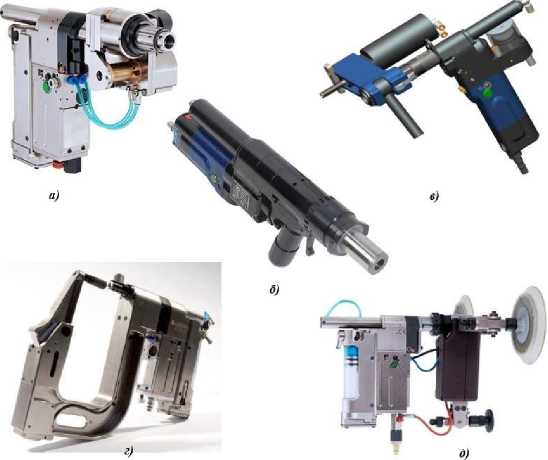
Рис. 1 . Способы фиксации СМАП на обрабатываемой поверхности: а ) цанговый механизм; б ) байонетный механизм; в ) механизм фиксации за соседнее отверстие; г ) клещевой механизм
фиксации; д ) вакуумная траверса
Информация
0 21Н9
440 отб.
„ 6.0. _
Информация'
оееееу