Применение сварки для изготовления кольцевых заготовок из жаропрочных никелевых сплавов

Автор: Еремин Евгений Николаевич, Филиппов Юрий Олегович, Бородихин Сергей Александрович, Ильясов Равиль Ильдарович, Губина Анастасия Сергеевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Сварка, родственные процессы и технологии
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Кольцевые детали, изготавливаемые из трудносвариваемых жаропрочных дисперсионно-твердею¬щих никелевых сплавов, в настоящее время производятся в раскатном варианте. Применение таких технологических процессов является вынужденным решением, к которому прибегают из-за низкого качества сварных соединений. Изыскание технологии изготовления таких колец в сварном варианте является весьма актуальной задачей. Основными трудностями сварки этих сплавов являются их низкие механические свойства металла шва и жаропрочность. Предложено для изготовления кольцевых заготовок из никелевых жаропрочных сплавов применять электрошлаковую сварку комбинированным электродом, осуществляемую одновременным вводом в шлаковую ванну неплавящегося и плавящегося электродов. Сварка осуществляется под флюсом АНФ-21 на установке, созданной на базе унифицированных узлов электрошлаковых аппаратов и источника ТШС-3000. Для повышения свойств металла шва применено модифицирование его ультрадисперсными тугоплавкими частицами карбонитрида титана (0,04 %) с помощью нетоковедущей порошковой проволоки на никелевой основе. Установлено, что механические свойства модифицированного металла шва значительно повысились и превышают требования технических условий, в том числе длительная прочность превышает требуемую более чем в два раза. Показано, что модифицирование приводит к подавлению столбчатого характера кристаллизации, измельчению кристаллической структуры литого сплава, улучшению морфологии и топографии карбидных фаз, совершенствованию γ’-фазы, что обуславливает повышение механических свойств металла шва и его жаропрочности.
Электрошлаковая сварка, модифицирование, жаропрочный сплав, структура, механические свойства
Короткий адрес: https://sciup.org/147156917
IDR: 147156917 | УДК: 621.791.793
Welding for producing ring blanks of heat-resistant nickel alloys
Ring blanks made from difficult-to-weld heat-resistant dispersion-hardened nickel alloys are currently produced in a rolling form. Application of this technology is forced by a poor quality of welded joints. Choosing a technology for producing such rings in a welded form is a very urgent task. The main difficulties in welding these alloys are their low mechanical properties of the weld metal and their heat resistance. Electroslag welding with a combined electrode by simultaneous introduction into the slag pool nonconsumable and consumable electrodes was offered to manufacture nickel superalloy ring blanks. Welding is performed with an ANF-21 flux by the welding machine based on standardized units of electroslag devices and a TSHS-3000 source. To improve the quality of weld metal it was modified with refractory ultrafine particles of titanium carbonitride (0.04 %) using non-current-carrying flux cored nickel wire. The mechanical properties of modified weld metal were found to be improved significantly. They exceed specification requirements and the long-term strength surpasses the required one more than twice. Modifying process is shown to result in suppression of columnar nature of crystallization, in refinement of cast alloy crystal structure, in improvement of carbide phase morphology and topography, in improvement of γ''-phase which in its turn enhances mechanical properties of weld metal and its heat resistance. The results allow converting the technology of manufacturing of nickel superalloy blank rings from the rolling form into the welding one that provides a significant economic effect.
Текст научной статьи Применение сварки для изготовления кольцевых заготовок из жаропрочных никелевых сплавов
Кольцевые детали, изготавливаемые из труд-носвариваемых жаропрочных дисперсионно-твер-деющих никелевых сплавов типа ХН77ТЮР, в настоящее время производятся в раскатном варианте. Применение таких технологических процессов является вынужденным решением, к которому прибегают из-за низкого качества сварных соединений. Поэтому изыскание технологии изготовления таких колец в сварном варианте является весьма актуальной задачей.
В этом отношении применение электрошла-кового способа сварки, обладающего большими металлургическими и технологическими возможностями, является перспективным. Однако широко зарекомендовавшие себя способы электрошлако-вой сварки пластинчатым, проволочным и пластинчато-проволочным электродами не обеспечивают необходимого качества сварных соединений из жаропрочных никелевых сплавов.
Основными трудностями сварки этих сплавов являются их низкие механические свойства металла шва и жаропрочность. Предпочитается применение металлургических путей увеличения сопротивляемости гетерофазных сплавов образованию кристаллизационных трещин при сварке и повышения механических свойств и жаропрочности металла шва [1]. К ним относят подавление столб- чатого характера кристаллизации и измельчение кристаллической структуры путем легирования элементами-модификаторами, а также элементами, способствующими образованию высокотемпературных вторых фаз при кристаллизации.
В связи с вышеизложенным для повышения качества сварных соединений из сплава ХН77ТЮР использовали электрошлаковую сварку «расщепленным» комбинированным электродом, осуществляемую одновременным вводом в шлаковую ванну неплавящегося и плавящегося электродов, а также устройства сигнализации оплавления корня шва и вывода усадочной раковины [2, 3]. Сварку осуществляли под флюсом АНФ-21 на установке, созданной на базе унифицированных узлов элек-трошлаковых аппаратов и источника ТШС-3000. Предварительные эксперименты проводились на образцах с толщиной 22 мм.
Результаты механических испытаний показали, что свойства металла шва, полученного только с применением проволоки ЭП-533, не удовлетворяют требованиям технических условий по всем показателям. Низка также и длительная прочность швов, которая составляет 60–70 % от требуемой.
В связи с этим для повышения свойств металла шва было применено модифицирование его ультрадисперсным порошком карбонитрида тита-
Сварка, родственные процессы и технологии
на (0,04 %) с помощью нетоковедущей порошковой проволоки на никелевой основе [4].
Результаты испытаний показали (см. таблицу), что механические свойства модифицированного металла шва значительно повысились и превышают требования технических условий, в том числе длительная прочность превышает требуемую более чем в 2 раза.
Исследования макроструктуры показали, что разрушение всех образцов носит межзеренный характер. Макроструктура немодифицированного шва характеризуется развитой транскристаллизацией от зоны сплавления к оси. В средней части шва наблюдается область встречи двух кристаллизующихся фронтов. Столбчатые кристаллы имеют радиально-осевое направление с небольшим углом наклона. Такое расположение границ зерен представляет собой наиболее уязвимые места.
При изучении мест разрушения образцов из немодифицированного металла шва после длительных жаропрочных испытаний установлено, что оно всегда происходит в зоне направленной кристаллизации.
В макроструктуре модифицированного шва имеют место зерна, границы которых в основном приблизительно одинаково удалены от центра. Размер зерна при этом уменьшается до 1,0–2,0 мм. Дефектов металла шва на всех шлифах не обнаружено. Разрушение образцов во время длительных жаропрочных испытаний происходит в зоне равноосных зерен.
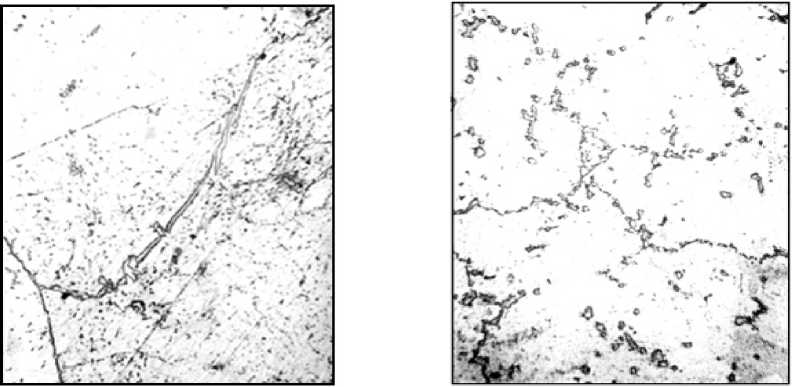
Микроструктура немодифицированного металла шва характеризуется наличием большого количества строчечных карбидов, иногда игольчатой формы, боридных эвтектических фаз на границах и значительным количеством мелких неметаллических включений вблизи границ (рис. 1, а).
Боридные эвтектики, имея относительно низкую температуру плавления, способствуют появлению кристаллизационных трещин при сварке.
Изучение микроструктуры металла модифицированного шва показало, что карбиды в этом случае скоагулированны, они имеют компактную округлую форму, расположены большей частью на границах зерен, что, по-видимому, и упрочняет их, обусловливая повышенную жаропрочность такого металла (рис. 1, б). Количество неметаллических включений в этом случае незначительно.
Изучение γ′-фазы показало, что образующиеся при распаде твердого раствора выделения упрочняющей фазы уже в литом состоянии являются достаточно мелкими и равномерно распределёнными для модифицированного металла шва, кристаллизующегося при относительно высоких скоростях (рис. 2, а).
В структуре немодифицированного шва наблюдаются обширные выделения вторичных фаз, занимающих значительную часть γ-матрицы,
Результаты испытаний сплава
|
Объект |
σ в, МПа |
σ т, МПа |
δ , % |
ψ , % |
KCU, Дж/м2 |
750 τ 350 , ч |
|
Немодифицир. шов |
830–856 843 |
676–689 684 |
9,2–9,8 9,6 |
12,3–13,1 12,8 |
0,22–0,29 0,26 |
31–42 36 |
|
Модифицир. шов |
982–1012 996 |
756–769 762 |
19,2–19,7 19,4 |
20,2–21,4 20,7 |
0,78–0,85 0,81 |
92–98 94 |
|
Требования ТУ |
≥ 950 |
≥ 650 |
≥ 12 |
≥ 14 |
≥ 0,3 |
≥ 50 |
а)
б)
Рис. 1. Микроструктура металла шва: а - без модифицирования ( х 240); б - с модифицированием ( х 520)
Еремин Е.Н., Филиппов Ю.О., Бородихин С.А., Ильясов Р.И., Губина А.С.
Применение сварки для изготовления кольцевых заготовок из жаропрочных никелевых сплавов
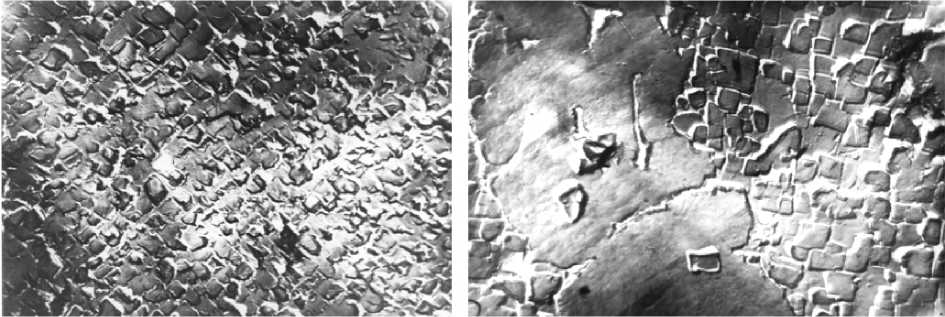
Рис. 2. Строение у'-фазы в швах ( х 8000): а - с модифицированием; б - без модифицирования
вследствие чего количество γ′-фазы существенно меньше (рис. 2, б).
Таким образом, проведенные исследования показали, что повышение механических свойств металла шва и его жаропрочности связано с улучшением морфологии и топографии карбидных фаз и совершенствованием γ′-фазы.
Полученные результаты позволяют перевести технологию изготовления колец из никелевых жаропрочных сплавов из раскатного варианта на сварной, что дает значительный экономический эффект.
Список литературы Применение сварки для изготовления кольцевых заготовок из жаропрочных никелевых сплавов
- Медовар, Б.И. Сварка жаропрочных аустенитных сталей и сплавов/Б.И. Медовар. -М.: Машиностроение, 1966. -430 с.
- Еремин, Е.Н. Применение комбинированного электрода при электрошлаковой сварке материалов малых толщин/Е.Н. Еремин//Автоматическая сварка. -2005. -№ 12. -С. 54-56.
- Еремин, Е.Н. Устройство для формирования шва при электрошлаковой сварке/Е.Н. Еремин//Автоматическая сварка. -2005. -№ 9. -С. 50-51.
- Еремин, Е. Н. Электрошлаковая сварка элементов протяжки для производства трубных отводов/Е.Н. Еремин, С.Н. Жеребцов, В.Г. Радченко//Сварочное производство. -2002. -№ 12. -С. 18-23.
