Припуск на заготовку детали

Автор: Багаутдинов И.З.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 7 (11), 2017 года.
Бесплатный доступ
В статье рассматривается основные ГОСТ для определения припусков заготовки детали.
Литьё, заготовка, допуски
Короткий адрес: https://sciup.org/140279319
IDR: 140279319
Runtime for preparing details
The article considers the basic GOST for determining the allowances for the workpiece preparation.
Текст научной статьи Припуск на заготовку детали
Порядок проектирования заготовок получаемых литьем следующий: выбираем способ литья;
-
• отрабатываем конструкцию детали на технологичность;
-
• выбираем положение отливки при заливке и положение плоскости разъема;
-
• разрабатываем эскиз литейно-модельными указаниями;
-
• определение степени точности поверхности;
-
• определение ряда припуска отливки ;
-
• определение минимального литейного припуска отливки ;
-
• определение класса размерной точности отливки;
-
• определение допуска размеров отливки;
-
• определение степени коробления отливки;
-
• определение общего допуска размеров отливки;
-
• определение общего припуска на размеры отливки;
-
• определение класса точности массы отливки;
-
• определение допуска массы отливки;
-
• определение шероховатости отливки;
-
• назначаем обозначение отливки;
-
• составляем чертёж заготовки;
-
• определение коэффициента использования материала;
-
• определение себестоимости заготовки получаемой литьем.
Исходными данными для расчета служит чертеж детали и программа выпуска, материал детали.
Программа выпуска детали стакан 1600 штук в год. Материал детали сталь 30 1ГСЛ ГОСТ 1050 - 88. Способ литья для детали корпус редуктора нижний - литьё оболочковые жидко стекольные формы, которое применяется в серийном производстве с массой детали до 100 кг.
Минимальный диаметр отверстия проливаемый в заготовке определяется по формуле (1):
Dmim = d 0 + 0,1* S (1)
где, d0- исходный диаметр минимального проливаемого отверстия для данного материала, для стали d0=10 мм.;
-
S- толщина стенок, для данного случая S=93mm.
Таким образом, по формуле (1):
Dmin=10+0,1х93=19,3 мм.
Деталь по конфигурации непростая , корпусная с большое колличество внутренних полостей , приливов и ребер жесткости[1]. Два расположенных по центру отверстия сквозных будут закончено сделаны в отливке. Отверстия обыкновенные и резьбовые- не может быть пролить, так как Dmin=19,3 мм.
Заготовка разовая станет иметь линию разъёмного соединения заготовки по наибольшей плоскости и двум отверстиям по центру расположенным. Отверстия будут размещены вертикально в заготовке.
Разрабатываем эскиз литейно-модельными указаниями (рис.1):
Линия
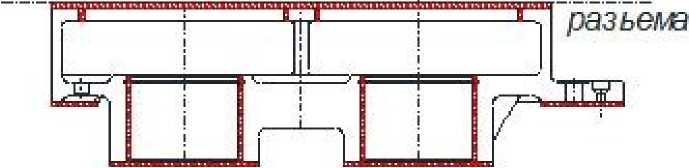
Рисунок 1. Литейная модель
Определяем класс размерной точности [2]. Он определяется в взаимосвязи технологического хода процесса формирования дела литья, типа сплава и габаритного самого большего величины габарита отливки. Для литья в модели содержания из водянистых самотвердеющих консистенций самым максимальным габаритный размер подробности 537 и сталью нетермообрабатываемой класс размерной точности подходит одинаково 9т…13-ть . Для среднесерийного производственного изготовления и сложной отливки необходимо хватать средние величины из интервала. Класс размерной точности отливки принимаем 11.
Определяем степень коробления .Она зависит от степени использования формы и соотношения минимального размера отливки к максимальному элементу отливки. и соотношения минимальной толщины отливки к максимальному размеру.
Форма разового употребления . Отношение минимально возможного величины габарита к наибольшему величине наверняка также 0,021 и покоится в промежутке до 0,025. Степень коробления составляющих отливки складывает 7…10. Для темных совместных составов и среднесерийному производственному изготовлению и непростых по форме отливок неизбежно необходимо воспринимать большие логичного подтекста величины интервала высоте уровня коробления. Примем высота уровня коробления составляющих отливки равной 10.
Определяем высота уровня точности поверхности для литья в кокиль с песчаными стержнями и самым максимальным габаритом 537 мм. для нетермообрабатываемые стали, высота уровня точности поверхности подходит одинаково 13….19-ть . Для серийного изготовления и не сложной отливки можно принять 15-ть по рекомендации сноски под самый конец приложения.
Определим шероховатость поверхности, которая зависит от степени точности поверхности. При степени 15 соответствует Ra 50.Определим класс точности массы,. В нашем случае 7….15. Принимаем по рекомендациям 12.
Определим ряд припуска на обработку , который зависит от степени точности поверхности. В нашем случае 13 степени точности соответствует 6…..9. Примем для нашего случая 7.
Определяем допуск габаритов. Допуск размеров отливки отыскивается в зависимости от класса размерной точности и номинального размера[3].
Для класса размерной точности 11-ть и размеров одинаково подходит допуск. Допуск на выпуклость поверхности распознаем по это величина соответственное высоте уровня точности поверхности[4].
Допуск массы отливки распознаем если верить , классу точности массы 12-ть и сумме веса отливки от 40 до сто кг. , Общий припуск распознаем по формулах. Согласно приобретённым уведомительно справочным сведениям составляем конечный чертеж заготовки подробности корпус нижний. Неуказанные радиусы литейные минимальные 5 мм
Список литературы Припуск на заготовку детали
- Технология машиностроения. Часть III: Правила оформления технологической документации: Учеб. пособие / Э.Л. Жуков, И.И. Козарь, Б.Я. Розовский, В.В Дегтярев, А.М Соловейчик; Под ред. С.Л. Мурашкина. СПб.: Изд-во СПбГПУ, 2002. 59 с.
- Вардашкин А. С. Справочник по станочным приспособлениям в 2-х томах. Том-1. Высшейша школа. 576 с
- Белкин И.М. Допуски и посадки (Основные нормы взаимозаменяемости). - М.: Машиностроение, 1992 - 528 с.
- Мисбахов Р.Ш., Мизонов В.Е., моделирование кинетики застывания жидкой капли при охлаждении. Математические методы в технике и технологиях - ММТТ. 2016. № 6. С. 72.
