Проблемы и направления развития цифровизации системы менеджмента качества автосборочного предприятия

Автор: Благовещенский Д.И., Айдаров Д.В., Кудашева Н.В., Козловский В.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Информатика, вычислительная техника и управление
Статья в выпуске: 2 т.23, 2021 года.
Бесплатный доступ
В статье представлены исследования проблемы цифровизации системы менеджмента качества автосборочного предприятия. Предложены направления развития процессов информатизации и цифровизации системы управления качеством в производстве.
Управление качеством, автомобильная промышленность, цифровизация
Короткий адрес: https://sciup.org/148322161
IDR: 148322161 | УДК: 004.413 | DOI: 10.37313/1990-5378-2021-23-2-57-65
Problems and directions of development of digitalization of quality management system of auto assembly plant
The article presents research on the problem of digitalization of the quality management system of an automobile assembly plant. The directions of development of the processes of informatization and digitalization of the quality management system in production are proposed.
Текст научной статьи Проблемы и направления развития цифровизации системы менеджмента качества автосборочного предприятия
Кудашева Наталья Владимировна, младший научный сотрудник.
ровизации, стали достаточно активно внедрять соответствующие инструменты на этапах жизненного цикла, но делают они это без учета первостепенной важности СМК и корпоративной службы качества [4]. При этом, естественно, не удается получить полный синергетический эффект от внедрения прогрессивных инструментов, просто потому, что важнейший инструмент управления предприятиями – служба качества, остаются в некоторой степени в стороне от процессов развития. Вот какой вывод, мы периодически наблюдаем на наших предприятиях: «Система менеджмента качества – на бумаге. Процессы дирекции (департамента) качества практически не затронуты автоматизацией, единая информационная среда отсутствует».
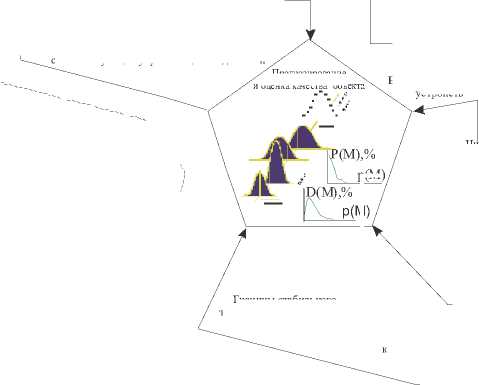
Как должна выглядеть модель цифровизации СМК? Данный вопрос не является простым, но можно попробовать найти ответ, через ключевые инструменты управления качеством, которые в массе своей уже нашли устойчивую практику применения на предприятиях отрасли (рисунок 1).
Исходя из анализа предложенной концептуальной модели, можно сделать заключение о том, что одним из возможных направлений цифровизации СМК, является процесс цифрового формирования соответствующих взаимосвязанных инструментов управления качеством используемых на этапах жизненного цикла продукции.
Обобщенный анализ проблем, препятствующих развитию процессов цифровизации на предприятиях отечественного автомобилестроения можно свести к классификатору по двум направлениям. Первое направление – отсутствует инструмент управления внутренними несоответствиями и корректирующими мероприятия-
Управление
несоответствиями
Аудит
опроводительныв
Управление отклонениями
APQ.P
DFMEA
PFMEA
Планирование контроля
Управление средствами измерений
РРАР
развитр
Управление проектами
Управление рисками
Одобрение поставок

Входной контроль
Управление закупками

MES
Промежуточный контроль
Управление производством
5РС

Выходной контроль
Управление поставками

Материальные процессы
Рис. 1. Концептуальная модель по объектам цифровизации в рамках действующих СМК на автосборочных предприятиях ми, который включает в себя: отсутствует взаимосвязь между дефектами и корректирующими мероприятиями по внутренним (производство) и внешним (эксплуатация) несоответствиям; основная работа в подразделениях в Excel, Word и не связана в единую базу и сеть; не сохраняется история по результатам решения проблем, связанных с качеством; отсутствует оперативная информация по статусу решения проблем, по результатам анализа по причинам, количеству, затратам, времени на устранение и т.д. Второе направление – отсутствует инструмент управления аудитами, которое включает в себя пункты: ручное управление всей документацией по аудиту (от планирования до отслеживания выполнения корректирующих мероприятий); большое количество печатных форм создаёт сложности в управлении аудитами; отсутствует взаимосвязь корректирующих мероприятий по результатам различных аудитов (аудит системы, технологических процессов, продукта, поставщиков).
Сегодня, одним из активно развивающихся рынков, является как раз рынок инструментов цифровизации. Проведем анализ возможностей предлагаемых на рынке, в настоящее время, программных решений по выделенной области проблем цифровизации национальных автопроизводителей (таблица 1).
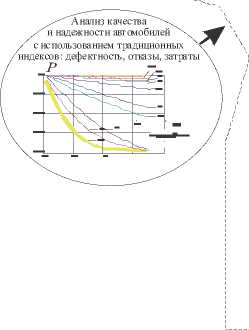
В части развития подходов к управлению качеством в условиях цифровой трансформации производства, требуется увязать на математическом языке, используя инструменты статистики, вероятностного моделирования, логики и т.д., индексы реального производственного процесса с моделирующими его ключевыми индексами результативности, путем разработки и реализации комплексных моделей [5 – 7]. Такие комплексные модели, говоря современным языком, и образуют так называемые цифровые двойники. Создавая модели двойников продуктов и процессов, основанных на реальных
данных производственных процессов, можно формировать двойники первого уровня. Идеализируя модели первого уровня, путем исключения из них особых точек, связанных с проблемами исполнительской дисциплины, выхода из строя оборудования, недостаточной производственной культурой (шумы), можно получить модели или двойники второго уровня, которые мы предлагаем рассматривать в качестве комплексных целевых индексов качества. Как это показано на рисунке 2.
При математическом моделировании продукта (создании цифрового двойника), предлагается исходить из определения его наиболее важных технических характеристик, а также исходить из выделения ключевых конструктивных параметров (параметры входа процесса), которые наиболее существенным образом влияют на формирование самых важных технических характеристик продукта (параметры выхода процесса). Устанавливая математическую связь между ключевыми конструктивными параметрами и важными техническими характеристиками продукта, можно промоделировать процесс изменчивости, который свойственен производственным процессам, также без учета особых причин (рисунок 2). Это реализуется путем синтеза генератора случайных чисел в заданном законе распределения вероятности событий, свойственном конкретному производственному процессу. В этом случае удается не только установить математическую связь между ключевым параметром и важной технической характеристикой объекта, но, что более важно, установить связь между изменчивостью входного ключевого параметра и изменчивостью выходной технической характеристики. И, в конечном счете, определить влияние такого изменения входного параметра на изменение выходного. На основании полученных моделей можно выстраивать цифровую систему управле-
Таблица 1. Анализ программных решений
|
№ п/п |
Функциональные возможности |
Продукт |
||
|
CASQ-it (Boehme&Weihs) |
SAP QM |
Siemens QMS |
||
|
1 |
2 |
3 |
4 |
5 |
|
Общий функционал |
||||
|
1 |
Российская локализация всех компонентов системы |
Полная локализация |
Полная локализация |
Частичная локализация |
|
2 |
Возможность интеграции системы для автоматического сбора данных с измерительного оборудования |
Поддержка интеграции со всеми современными электронными системами измерения |
Частичная интеграция |
Частичная интеграция |
|
3 |
Понятность интерфейса |
Система очень проста в освоении |
Интерфейс очень сложен для понимания |
Система требует специализированной подготовки |
|
4 |
Удобство интерфейса |
Работа с системой организована по принципу работы с браузером, что очень удобно. |
Интерфейс перегружен информацией, работать в нем без практики неудобно |
Интерфейс не слишком удобен, используются старые решения |
|
5 |
Автор разработанного ПО |
Собственник |
Система приобретена у сторонней организации |
Система приобретена у сторонней организации |
|
6 |
Наличие WEB-клиента |
Есть |
Есть |
Есть |
|
7 |
Возможность адаптации интерфейса под нужды пользователей |
В пределах прав доступа пользователь может сам настраивать свой интерфейс |
Каждое изменение требует работы с разработчиками |
На данный момент недоступно для пользователей |
|
8 |
Интеграция с продуктами Microsoft |
Есть |
Ограниченная |
Только с Outlook |
|
9 |
Система прав доступа |
Доступная для настройки система прав (ролей)с возможностью детализации до конкретного поля |
Жесткая система прав. Очень сложно настраивается |
Доступная система прав |
|
10 |
Возможность интеграции с существующей ERP-системой (SAP) |
Есть (сертифицированный партнер SAP) |
Есть |
Есть |
|
11 |
Возможность прикреплять фото, |
Есть |
Есть в виде отдельного модуля |
Есть |
|
видео и другие типы материалов к компонентам системы (например чертежи) |
||||
|
12 |
Планирование качества продукта (APQP, FMEA, PPAP, MSA, технологическая документация, Администрирование Средств измерений) |
Полный комплект |
Отсутствует FMEA, MSA, PPAP |
Отсутствует MSA анализ |
|
13 |
Контроль качества изделий (Входной контроль, производственный контроль, выходной контроль, SPC, лабораторный контроль) |
Полный комплект |
Полный комплект |
Полный комплект |
|
14 |
Обеспечение качества (управление рекламациями, проблемами, гарантиями, аудитами, корректирующими мероприятиями, поставщиками) |
Полный комплект |
Полный комплект |
Полный комплект |
|
15 |
Постоянные улучшения (Анализ показателей качества, сводные таблицы, Парето анализ, визуализация методов обнаружения корневых причин несоответствий, анализ затрат на качество) |
Полный комплект |
Отсутствуют инструменты визуализации методов обнаружения корневых причин несоответствий, функционал анализа затрат на качество ограничен |
Полный комплект, Функционал анализа затрат на качество ограничен |
|
Сервисная поддержка и компетенция |
||||
|
16 |
Русскоязычная сервисная поддержка |
Есть |
Есть |
Нет |
|
17 |
Обучение персонала |
Обучение работе с одним компонентом занимает не больше двух дней. Имеются |
Обучение занимает длительное время |
Наличие квалифицированных русскоязычных специалистов для |
|
доступные инструкции на русском языке для работы с модулями |
обучения персонала не подтверждено |
|||
|
18 |
Компетенция в области качества |
Является специалистом в области управления качеством. Предоставляет услуги в области внедрения системы собственной разработки и консультации по СМК |
Компания занимается внедрением продукта, приобретённого у сторонней компании и не специализируется на управлении качеством |
Компания занимается внедрением продукта, приобретённого у сторонней компании и не специализируется на управлении качеством |
|
19 |
Опыт реализации проектов на предприятиях в области машиностроения |
Rolls-Royce, Safran Group, Harting, Emerson |
Северсталь, Алмаз-Антей, |
BMW, Porsche, Daimler, Liebherr, Caterpillar |
|
20 |
Возможность провести аудит процессов с точки зрения эффективности существующей системы управления качеством. |
Возможность есть. Рекомендации предоставляются в виде отчета. |
Аудит возможен. Рекомендации для улучшения процессов не предоставляются |
Рекомендации для потенциальных улучшений процессов не предоставляются |
XI
Коэффициенты корреляции
Установление связей через количественно-качественное определения влияния новых индексов качества с традиционными индексами качества продукции
Группа первичных, единичных параметров качества объекта
Оценка влияния
К1
Теоретическая оценка влияния стабильности единичных параметров на комплексные технические параметры объекта
_______________Xozi
Теоретическая и фактическая оценка и сопоставление статистических индексов качества производственного процесса
Традиционные
индексы кач
X2 ____ К2-----► входных параметров -- ►
К2
Xn
на технические
-► характеристики
Kn;
значимых параметров
Параметры реального производственного процесса
Оценка стабильности параметров

Xoz2
Xozn
Главная группа * размерных параметров XozL, -----
Модуль изменяющихся параметров
Xozii.
Xozi2.
Xozin-
Не изменяющиеся
Р1

Новые производственные индексы качества

Расчет единичных значений критерия качества
Изменяющиеся pi р2 pn
----------------,------ II,,, I входные параметры входны е парам етры V V V ____, ,____
Единичные значения критерия качества
X

Моделирование технических
Анализ технологического процесса производства
Модуль постоянных параметров
Виртуальная выборка устройств
Обеспечение требуемого уровня качества, через реализацию постоянного сопоставления параметров идеализированного цифрового двойника с данными реального производственного процесса и системы соответствующих управляющих воздействий
рМ)
Прогнозирование и оценка качества объекта
характеристик объекта
Расчет обобщенного критерия качества
Р
X
Формирование идеализированной цифровой модели (двойника) и комплексных целевых индексов качества
Объем партии N _
Обобщенное значение критерия качества
Риск поставщика
Построение ^---------
плана приемочного контроля качества
Риск заказчика
Границы стабильного технологического процесса производства
Цифровые идеали зированные параметры объекта
Параметры плана статистического приемочного контроля качества

Организация виртуальной партии устройств объемом N
Объем выборки n
Приемочное, браковочное числа С, R
технологического
Случайная выборка объемомn
■ процесса
Построение границ стабильного
Рис. 2. Концепция научно-практического комплекса инструментов экспертного и встроенного статистического управления качеством в автомобильном производстве ния качеством, через разработку и реализацию планов контроля качества, определения границ стабильности процесса, а, главное, можно применить в качестве целевого индекса качества интегральный показатель, в структуре которого отсутствуют шумы реального процесса. В цифровых системах, управляя через единый интегральный показатель, всегда есть возможность проведения его декомпозиции на образующие его единичные индексы качества. Далее, можно реализовать схему по оценке уже совокупного влияния всех входных ключевых параметров на выходную техническую характеристику.
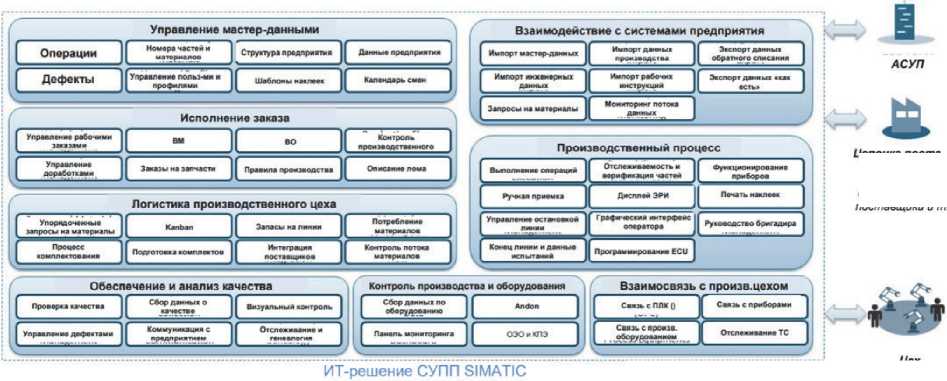
Рассмотрим несколько ключевых прикладных элементов цифровизации автомобильного производства на примере внедрения технологии фирмы Siemens. При внедрении программных продуктов SIMATIC IT MOM в автомобильном производстве обеспечивает появление функционального решения, с интуитивно понятной и удобной для использования системы. Решение MES SIT нацелено на конфигурирование и осуществление процесса производства автомобилей для автомобильной промышленности. На рисунке 3 представлен общий обзор основных модулей продукта для автосборочного производства.
Представленные на рисунке 3 модули обеспечивают необходимые функции для поддержки процессов автомобильного производства во всех цехах (сборочный цех, цех производства двигателей и силовых агрегатов, цех прессования и сборки рам), как видно из схемы, приведенной ниже.
Применение системы в практики автосборочного предприятия позволяет решать целый комплекс производственно-технических задач: обмениваться информацией с системами предприятия; использовать различные форматы и варианты отображения данных; поддержка оперативного управления заказами на уровне предприятия; координирует выполнение операций, собирает результаты от контрольно-измерительных приборов и технологического оборудования, предоставляет операторам поддержку в процессе выявления и предотвращения ошибок, автоматически останавливает линию в случае возникновения проблем и в реальном времени обеспечивает прослеживаемость производства для руководителей; обеспечивает процесс управления логистикой поставок материалов и комплектующих (система Kanban, система «точно вовремя», система «в строгой последовательности»), а также обеспечивает расчет потребления, управление инвентаризацией на линии и подготовка комплектации; поддерживает функции, связанные с управлением качеством продукта и процесса, модуль позволяет идентифицировать и документировать дефекты автомобилей, собирать данные в процессе проверок и определения границ качества, управлять генеалогией продукта для целей анализа качества; сбор, анализ и управлением всеми данными об эффективности оборудования и переменными процесса для повышения эффективности, качества и устранения потерь, модуль также связан с управлением и представлением в реальном времени состояния оборудования, пропускной способности и предупреждений, а также интеграции с системой технического обслуживания; взаимодействие между подразделениями через различные инструменты, протоколы и стандарты (например, OPC (UA/DA)); управление основными данными и конфигурацией
Управление производственным процессом. Модуль координирует выполнение операций в соответствии с заказами, отправленными на линию, и продуктами, находящимися на каждой станции/подузле. Поддерживаемые операции: сканирование деталей; отслеживание и проверка компонентов; ручная приемка; функционирование измерительных приборов (рисунок 4).
"■■ль с ПЛК |)
Цепочка поставок Система управления складом, внешние поставщики и т.д.
Терминалы, планшеты и т.д.
Рис. 3. Модули системы управления промышленным производством SIMATIC
-
• Операции с инструментами (собрать результаты отверток, технологического оборудования ...)
-
• Проверка деталей (проверка установки номеров деталей)
-
• Прослеживаемость (регистрационные номера деталей и серийные номера, установленные на транспортном средстве)
-
• Ручная приемка (подтверждение выполнения ручных операций)

Дефекты могут быть объявлены оператором и/или автоматически открыты в случае отбраковки

Результаты работы и соответствующие данные собираются СУПП и связываются с продуктом (заказом) для всего процесса
Обратная связь для инспекторов и операторов в режиме реального времени
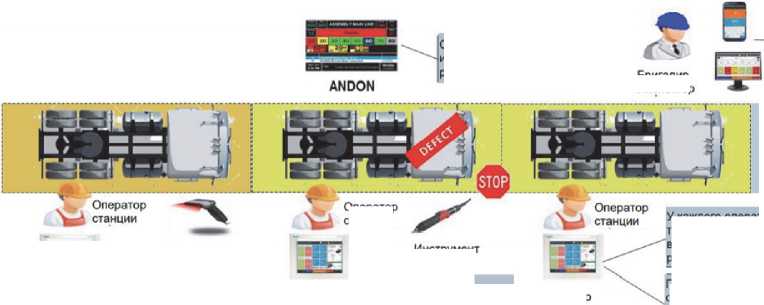
Информирование
__ бригадира и ответы операторам в реальном времени
Инструмент
Отслеживаемость
Оператор станции

Прослеживаемость и проверка детали: неправильные или пропущенные материалы - оповещения бригадира и/или остановка пинии
Управление инструментами и сбор данных: в результате бригадиры могут получить оповещение, либо линия будет остановлена ______
Оператор терминала
Бригадир Инспектор
СБОРОЧНАЯ ЛИНИЯ

Quality Gate
У каждого оператора есть терминал для приемки и ввода дефектов в режиме реального времени
Профилактика ошибок: оператор получает помощь от ЭРИ и системы

Инспектор по качеству
Рис. 4. Обзор возможностей модуля выполнения операций
Управление логистикой и материальными ресурсами (рисунок 5). Логистический модуль для цехов решения MES Siemens реализует функции, необходимые для управления материалами на производственных линиях в соответствии с процессами цепи поставок на автосборочном предприятии, чтобы обеспечить доступность подходящих материалов в нужное время. Здесь доступны следующие основные функции: прослеживаемость материалов на линии; расчет расхода материала; расчет запаса на линии; запрос по системе Kanban (расходуемые материалы); запрос по системе «точно вовремя» (JIS); запрос по системе «в строгой последовательности» (JIT); процесс комплектования и подготовки товара; сдаточная ведомость материалов «как есть»; управление заказами на транспортировку.
Мониторинг производства и технологического процесса (система мониторинга линии).

Рис. 5. Модуль решения логистических операций
Мониторим
Панель Andon для участка
Высокий уровень (руководство)
Руководитель завода
Персонал завода Руководители участков
Комната управления
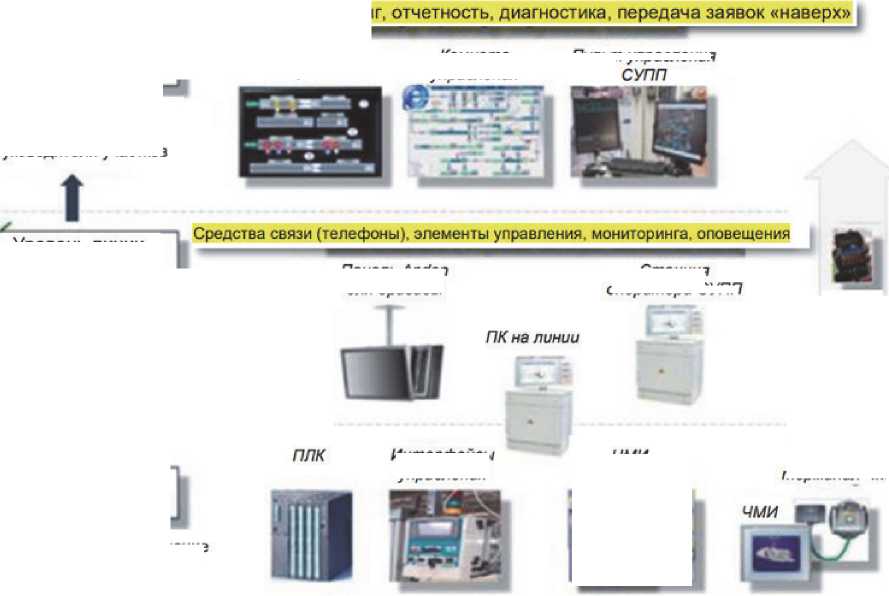
Аотомати
Мобильный терминал ЧМИ эскалации мобильных устройств
Уровень линии (производство)
Техническое обслуживание ИКТ поддержка завода
Операторы
Бригадиры
Участок технического обслуживания Контроль производства Контроль качества
Уровень цеха (оборудование/ тех. часть)
Рис. 6. Модуль мониторинга производства
Пульт управления
Панель Andon для бригады
Интерфейсы управления
Станция оператора СУПП

Этот модуль включает в себя все функции, связанные со сбором всех данных об эффективности оборудования (например, диагностика, состояние механизмов, длительность цикла) и переменных технологического процесса (например, температура, давление, расход, уровень). Также система обеспечивает анализ и управление собранными данными (в реальном времени), представление состояния оборудования, пропускной способности и оповещений (рисунок 6).
Таким образом, в представленной статье проведен комплексный анализ проблемы развития цифровизации в автомобильном производстве с точки зрения создания цифровой СМК, предложена концептуальная модель цифрового встроенного статистического управления качеством производства продукции, рассмотрены существующие на рынке программные продукты в области цифровизации СМК автомобилестроения, показаны конкретные инструменты (модули) управления на действующем автосборочном производстве.
Список литературы Проблемы и направления развития цифровизации системы менеджмента качества автосборочного предприятия
- Немцев, А.Д. Моделирование - инструмент управления качеством продукции / А.Д. Немцев, В.Н.Козловский //Автомобильная промышленность. 2003. № 10. С. 1.
- Внедрение единой информационной системы по управлению качеством. Доклад. ПАО "КАМАЗ" 2017.
- Козловский, В.Н. Комплексная оценка удовлетворенности потребителей качеством автомобилей / В.Н. Козловский, В.И. Строганов, С.И. Клейменов // Стандарты и качество. 2013. № 5. С. 94-98.
- Козловский, В.Н. Комплекс электронных систем управления движением легкового автомобиля с комбинированной силовой установкой. Часть 1. / В.Н. Козловский, В.И. Строганов, В.В. Дебелов, М.А. Пьянов // Электротехнические и информационные комплексы и системы. 2014. Т. 10. № 1. С. 40-49.
- Клейменов, С.И. Разработка комплекса инструментов экспертного и встроенного статистического управления качеством в автомобильном производстве [Текст]:автореф. дис. … канд. техн. наук: 05.02.23 / Клейменов С.И. - Самара, 2020. - 16 с.
- Козловский, В.Н. Методология анализа и прогнозирования качества автомобилей в эксплуатации / В.Н. Козловский, Д.В. Антипов, А.В. Заятров // Актуальные проблемы экономики. 2016. Т. 186. № 12. С. 387-398.
- Panyukov, D.I. Higglights of russian experience in implenting ISO/TS 16949 / D.I. Panyukov, V.N. Kozlovskiy // Life Science Journal. 2014. Т. 11. № 8s. С. 439-444.
