Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций

Автор: Болдырев А.М., Григораш В.В.
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Юбилеи и юбиляры
Статья в выпуске: 3 т.3, 2011 года.
Бесплатный доступ
Рассмотрены проблемы модифицирования металла шва при сварке плавлением. Дан анализ причин снижения эффективности модификаторов в сварочной ванне. Обосновано применение наномодификаторов в комплек- се с макрочастицами, выполняющими роль микрохолодильников.
Эффективность модифицирования сварных швов, дезактива- ция модификаторов, нанокомплексы
Короткий адрес: https://sciup.org/14265559
IDR: 14265559 | УДК: 621.791:
Problems of micro- and nanomodified joints under building metal structure welding
The problems of metal joint modification when fusion welding is used have been considered. The analysis of the causes leading to reduction of modifiers efficiency in weld pool is given. The application of nanomodifiers in combination with macroparticles functioning as microrefrigerators is justified.
Текст научной статьи Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций
А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций еталлические конструкции изготавливают в основном из проката, имеющего мелкозернистую структуру и высокие прочностные показатели (листы, профили, трубы). Однако в процессе дуговой сварки вследствие теплового воздействия сварочной дуги, температура которой превышает 6000 оС, в шве и околошовной зоне формируется крупнозернистая структура с пониженными механическими свойствами. При этом самой слабой зоной соединения оказывается металл шва. Поэтому вопросам улучшения структуры и повышения механических свойств сварных соединений уделяется постоянное внимание исследователей. В машиностроении улучшение структуры сварных соединений в ответственных узлах осуществляют с помощью последующей термической обработки сварных узлов. Однако при изготовлении и монтаже строительных и других крупногабаритных металлоконструкций производить такую обработку даже в заводских условиях, не говоря о монтажных, весьма затруднительно и экономически невыгодно. В таких конструкциях основным способом получения благоприятной структуры сварных соединений является управление кристаллизацией сварочной ванны непосредственно в процессе сварки [1].
Одним из способов получения мелкозернистой структуры кристаллизующегося металла является введение в расплав небольшого количества веществ, тормозящих рост кристаллов или увеличивающих число центров кристаллизации. Эти вещества называют модификаторами, а сам процесс – модифицированием. Модифицирование кристаллизующегося металла широко применяется в литейном производстве. В сварочном производстве успехи в модифицировании сварных швов более скромны.
Образование сварного соединения при сварке плавлением осуществляется в сварочной ванне путем локального расплавления и совместной кристаллизации металла кромок соединяемых элементов. Сварочная ванна представляет собой небольшой объем расплавленного металла, образующегося под действием мощного источника тепла (электрическая дуга, электронный или лазерный луч). В ней одновременно протекают 2 процесса – плавление свариваемого металла по линии MNM
А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций в головной части и кристаллизация по линии MOM – в хвостовой (см. рисунок, а).
Условия кристаллизации металла сварного шва при электродуго-вой сварке значительно отличаются от кристаллизации отливок.
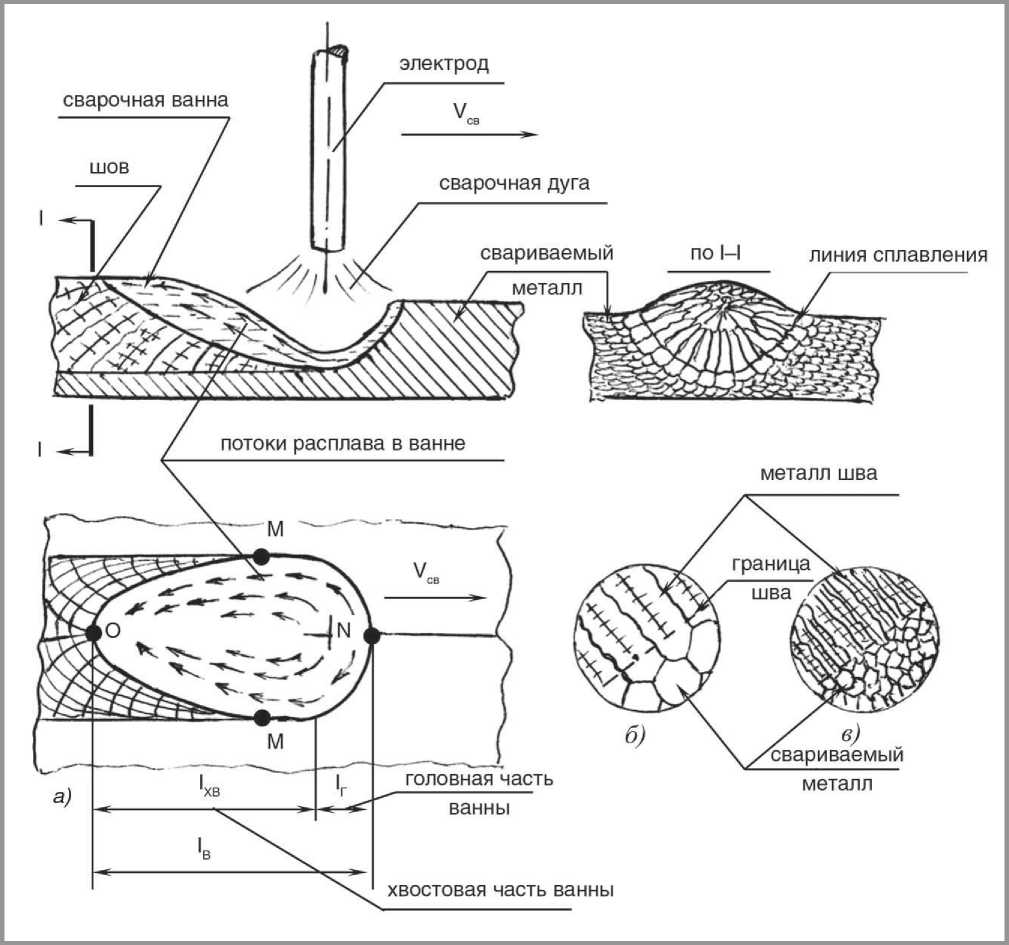
Рис. Схема образования шва при: а) дуговой сварке, б) формирование структуры шва при сварке аустенитной стали с крупным, в) мелким зерном [2]: lг, lхв, lв – длина головной части, хвостовой и общая длина сварочной ванны;
Vсв – направление движения сварочной дуги; MNM – и MOM – фронт плавления и кристаллизации
А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций
Во-первых, в сварочную ванну небольшого по сравнению с отливкой объема от высокотемпературного источника – электрической дуги – непрерывно вводится тепловая энергия. Температура столба дуги превышает 6000 оС, в активном пятне поверхность сварочной ванны нагрета до температуры кипения металла, а граница сварочной ванны представляет собой изотермическую поверхность с температурой плавления свариваемого металла. Такое распределение температуры в расплаве обусловливает высокий градиент ее в зоне кристаллизации сварочной ванны. Так, если при литье в кокиль этот градиент находится на уровне 10 град/см [3], то при сварке он на 2–3 порядка выше (100–500 град/см на оси шва и 1000–2000 град/см на линии сплавления [4]). Во-вторых, на границе сварочной ванны уже существуют готовые двумерные зародыши на поверхности частично оплавленных зерен свариваемого металла, имеющих размерное и структурное соответствие кристаллизующемуся расплаву, поэтому размер зерна в металле шва вблизи линии сплавления в основном определяется размером зерен свариваемого металла (см. рисунок, б , в ).
Таким образом, основным направлением в решении проблемы получения мелкозернистой структуры металла шва остается модифицирование кристаллизующегося металла, которое обеспечивало бы увеличение числа центров кристаллизации. Однако перечисленные особенности термических условий в зоне сварки приводят к снижению эффективности модификаторов в сварочной ванне.
В настоящей работе предпринята попытка проанализировать процессы дезактивации модификаторов в сварочной ванне и сформулировать требования к их физико-химическим свойствам и технологическим параметрам процесса сварки.
Известно, что модификаторы по механизму воздействия на процесс кристаллизации делятся на 2 типа – ингибиторы (тормозящие рост кристаллов) – модификаторы I рода и инокуляторы (поставляющие в расплав центры кристаллизации) – модификаторы II рода [5]. В настоящей работе дан анализ процесса потери эффективности модификаторов II рода используют частицы тугоплавких элементов, а также их оксидов и нитридов, поверхность которых служит подложкой для осаждения атомов из кристаллизующегося расплава. Предполагаем, что основной причиной дезактивации модификатора в сварочной ванне является длительное пребывание его в высокотемпературной зоне.
А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций
В этой зоне интенсифицируются процессы нагрева модифицирующей частицы, ее плавления и растворения в жидком металле.
Будем считать, что сферическая частица модификатора с радиусом r, введенная в головную часть сварочной ванны со скоростью Vм, перемещается с потоками расплава и за время τ м достигает фронта кристаллизации MOM (см. рисунок, а ). За это время в сварочной ванне протекают процессы, снижающие активность модификатора. Очевидно, что для сохранения активности модификатора время его пребывания в высокотемпературной сварочной ванне τ м не должно превышать время полной дезактивации модификатора τ д, т. е. должно выполняться условие:
τ м< τ д. (1)
Значит для повышения активности частицы модификатора необходимо сокращать время ее пребывания в сварочной ванне τ м и увеличивать время дезактивации τ д.
Максимальное время пребывания модифицирующей частицы в сварочной ванне длиной lв, перегретой на ∆ Тм и движущейся со скоростью сварки Vсв, получим из выражения:
1 AT
τ = B + — м V + ,
CB M где ∆Тм = Тр –Тм; Тр и Тм – температура расплава и температура плавления модификатора; G – градиент в сварочной ванне по оси шва; Vм – скорость движения частицы с потоками расплава в сварочной ванне (см. рисунок) относительно фронта кристаллизации.
Для упрощения анализа дезактивацию сферической частицы представим как процесс, состоящий из 3 следующих друг за другом этапов: нагрев частицы от начальной температуры То до температуры ее плавления Тм, полное ее расплавление и растворение. Тогда время дезактивации частицы можно записать как сумму длительностей каждого этапа:
τ д = τ 1 + τ 2 + τ 3,
где τ 1, τ 2, τ 3 – время нагрева, расплавления и растворения частицы.
Используя решение задачи об изменении температуры в сферическом теле радиусом r [6], получим:
k-r2(T -T)
1 v P 07 τ 1 = a -AT ,
M M
А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций где k – коэффициент пропорциональности, Тр и То – температура расплава и начальная температура модификатора, ам – температуропроводность модификатора, ∆Тм – величина перегрева модификатора.
Время полного расплавления сферической частицы определим с помощью решения задачи о плавлении шара в перегретом расплаве [7]:
k9 • r2L • p 2 м r м τ ,
м м где Lм, λм и ρм – скрытая теплота плавления, теплопроводность и плотность модификатора.
Растворение в диффузионном режиме модификатора в сварочной ванне при начальной концентрации См можно уподобить процессу распространения тепла от нагретого сферического тела в однородной среде [7]. При этом будем считать, что граница раздела модификатор – расплав исчезнет при достижении в центре шара предельной растворимости модификатора (Спр) в расплаве, а время растворения частицы определится выражением:
к • r2 C 3 м
τ3 = • , np где D – коэффициент диффузии модификатора в расплаве.
Таким образом, условие (4) можно записать в следующем виде:
1 AT к r2(T - T ) к • r2L p к r2C в M 1 v p о7 . 2 м 3 м
+ < + + .
V GV a -AT XAT DC
СВ м M M M np
Из этого выражения следует, что для сокращения времени пребывания модификатора в высокотемпературной зоне (левая часть неравенства) необходимо увеличить скорость движения модификатора в расплаве Vм относительно фронта кристаллизации (например, с помощью электромагнитного поля). А для торможения процессов дезактивации (т.е. для увеличения правой части неравенства) необходимо: уменьшать перегрев модификатора ∆ Тм, за счет применения тугоплавких модификаторов, использовать модификаторы с малой тепло- и температуропроводностью, применять малорастворимые в расплаве модификаторы (Спр → 0).
Приведенный анализ в силу ряда допущений может быть использован только в первом приближении для качественной оценки путей повышения эффективности модификаторов II рода при сварке.

А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций
Применение поверхностно-активных веществ (модификаторы I рода) при сварке, насколько нам известно, мало исследовано, хотя, судя по имеющимся публикациям, в условиях литейного производства это направление весьма перспективно. Поэтому необходимы поиски поверхностно-активных модификаторов, эффективно работающих в условиях дуговой сварки, требуется анализ взаимодействия расплава и модификаторов с использованием современных представлений об электронном строении их атомов. Необходимы также технологические разработки, обеспечивающие максимальную эффективность модификатора в условиях сварки (способы введения модификатора в сварочную ванну, оптимальные режимы сварки, комбинированное воздействие модификаторов и внешних возмущений и т.д.).
Новые возможности в управлении формированием структуры кристаллизующегося металла появились при использовании наноструктурных материалов – наномодификаторов в качестве модифицирующих добавок [8, 9].
Одними из первых в качестве наномодификатора для измельчения зерна отливок из чугуна и углеродистых сталей применили углеродные наночастицы [9]. В нанопорошках графита были обнаружены кластеры углерода, состоящие из 70 и 80 молекул (С70 и С80), имеющие форму мяча и названные фуллеренами. Доказано, что углеродистые фуллерены являются устойчивыми кластерами в жидких чугунах и сталях, и их применение позволило в 3–4 раза уменьшить размер зерна в отливках.
Из всех перечисленных в неравенстве (7) теплофизических и геометрических характеристик модификатора при заданном его химическом составе время дезактивации в широком диапазоне можно варьировать в основном только за счет гранулометрического состава, т.е. размера частицы. Это время пропорционально квадрату радиуса сферической частицы, что также свидетельствует о резком возрастании химической активности модификатора при уменьшении размеров частицы. Но отсюда также следует, что непосредственное введение в сварочную ванну наноразмерных частиц порядка 10–9 м малоэффективно, т. к. время дезактивации такой частицы пропорционально 10–18 с, т.е. ее дезактивация произойдет практически мгновенно. Следовательно, наномодифицирование сварных швов представляет большую научную и практическую проблему.
А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций
Одним из способов повышения эффективности мордификаторов при сварке плавлением является введение в сварочную ванну модификаторов в смеси с охлаждающим порошком, размеры частиц которого превышают размеры частиц модификатора, и по составу близким к свариваемому металлу [10]. Эта идея успешно развивается в Воронежском государственном архитектурно-строительном университете при наномодифицировании сварных швов. Для сохранения модифицирующей активности наночастицы необходимо прикрепить ее к макрочастице, выполняющей роль микрохолодильника, т.е. создать комбинацию, названную нами нанокомплексом. Эта задача решается с помощью механохимической обработки порошковой смеси из макро-и наночастиц в высокоэнергетических мельницах. В настоящее время получены такие нанокомплексы и ведутся исследования эффективности наномодифицирования металла шва в условиях электродуговой сварки.
Повышение активности модификаторов в сварочной ванне всегда было сложной проблемой, а в случае применения наномодификаторов она многократно усложняется. Тем не менее, эта проблема весьма актуальна, а ее решение сулит хорошие перспективы.
Выводы
-
1. Вследствие специфических условий кристаллизации металла в сварочной ванне (высокий перегрев, наличие двумерных центров кристаллизации на границе сварочной ванны, высокие градиенты температуры в зоне кристаллизации и скорость роста кристаллов) металл шва, как правило, имеет неблагоприятную крупнозернистую столбчатую структуру, направленную от границы сплавления к центру шва, со сравнительно низкими прочностными свойствами.
-
2. Управление кристаллизацией металла шва при сварке плавлением с целью получения мелкозернистой структуры путем введения в сварочную ванну модификаторов II рода – перспективный и экономичный путь повышения прочностных и эксплуатационных характеристик сварных соединений крупногабаритных металлоконструкций, не проходящих последующую термическую или механическую обработку. Однако особенности термических условий в сварочной ванне приводят к значительному по сравнению с литьем снижению актив-
- А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций
-
3. Установлено, что время дезактивации сферической частицы модификатора II рода пропорционально квадрату радиуса частицы. Поэтому с уменьшением размеров модифицирующих частиц время дезактивации и эффективность модифицирования резко уменьшаются.
-
4. Одним из перспективных способов получения мелкозернистой структуры металла шва является наномодифицирование. Однако введение их в сварочную ванну в связи с высокой активностью весьма проблематично, поэтому назрела необходимость интенсификации исследовательских работ в решении этой проблемы.
ности модификаторов. Поэтому исследование способов повышения активности модификаторов в условиях дуговой сварки является актуальной задачей.
Уважаемые коллеги!
При использовании материала данной статьи просим делать библиографическую ссылку на неё:
Болдырев А.М., Григораш В.В. Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций // Нанотехнологии в строительстве: научный Интернет-журнал. М.: ЦНТ «НаноСтроительство». 2011, Том 3, № 3. C. 42–52. URL: (дата обращения: ______________).
Dear colleagues!
The reference to this paper has the following citation format:
Boldyrev A.M., Grigorash V.V. Problems of micro- and nanomodified joints under building metal structure welding. Nanotechnologies in Construction: A Scientific Internet-Journal, Moscow, CNT «NanoStroitelstvo». 2011, Vol. 3, no. 3, pp. 42–52. Available at: (Accessed _____________). (In Russian).
А.М. БОЛДЫРЕВ Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций
