Процессы образования и предотвращения пригара на стальных отливках

Автор: Швецов Владимир Иванович, Иванов Михаил Александрович, Кулаков Борис Алексеевич, Каркарин Александр Михайлович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Литейное производство
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Пригар на стальных отливках, получаемых в неметаллических формах, до сих пор остается актуаль-ной проблемой в литейном производстве. Его удаление связано не только с большими затратами, но и с заметным ухудшением экологии производства. Однако в последние тридцать лет он оказался забытым несмотря на то, что в процессах пригарообразования еще осталось много невыясненного, особенно это относится к роли пригарной жидкости как «носителя» пригарных веществ. Этот вопрос изучен в лабораторных и промышленных условиях, уделено внимание возникновению и развитию пригарной жидкости, ее способности к смачиванию различных формовочных материалов, влиянию кислородного потенциала газовой атмосферы формы на отделение пригара от поверхности отливки. Термометрией форм из разных смесей показан механизм благоприятного влияния таких материалов, как хромит и ему подобных, в состав которых входят тугоплавкие оксиды и кислород в виде оксидов железа. Их влияние не только в том, что повышается скорость охлаждения отливки, скорее, в том, что снижается максимальный прогрев формы, и поэтому затвердевает пригарная жидкость и прекращается продвижение пригара в глубину формы. На основе проведенных исследований и с учетом промышленного опыта представлена концепция образования и предотвращения пригара на стальных отливках за счет повышения температуры плавления пригарной жидкости и снижения температуры максимального прогрева формы. Благоприятное влияние этих параметров на чистоту поверхности проявляется даже за счет введения в смесь легкоплавких компонентов в сочетании с тугоплавкими оксидами.
Пригар, стальные отливки, механизм пригарообразования
Короткий адрес: https://sciup.org/147156908
IDR: 147156908 | УДК: 621.74
Processes of formation and preventing burns on steel castings
Burns on steel castings produced in non-metallic forms remain an urgent problem in the foundry industry. Their removal is very costly and deteriorate the production ecology. However, for the last thirty years this process has been neglected despite the fact that in the process of burns formation there are still many obscure things, especially when the role of the burning fluid as “the carrier” of burning substances is concerned. This question has been studied in laboratory and industrial conditions, attention is paid to the emergence and the development of the burning fluid, its wetting ability of various moulding materials, the influence of the oxygen potential of the form gas atmosphere on the separation of the burns from the casting surface. The thermometry of forms made from different mixtures revealed the mechanism of the beneficial effect of such materials as chromite and the like, consisting of refractory oxides and oxygen in the form of iron oxides. Their influence is not only in the fact that the casting cooling rate increases, but rather, in the fact that the maximum form heating reduces, and therefore the burning fluid hardens, and the movement of burns in the form depth stops. Based on the conducted research and taking into account the industrial experience, the article presents the concept of formation and prevention of burns on steel castings by means of increasing the melting temperature of the burning fluid and decreasing the temperature of the maximum form heating. Favorable influence of these parameters on surface purity is evident even with the introduction in the moulding mixture low-melting components in combination with refractory oxides.
Текст научной статьи Процессы образования и предотвращения пригара на стальных отливках
Из всех пороков стальных отливок наиболее часто выявляется пригар, который представляет собой прочно связанный с отливкой сплошной слой или отдельные участки и даже частицы формовочной смеси или огнеупорного покрытия, наносимого на рабочую поверхность форм и стержней. Считается [1–3], что процесс формирования пригара протекает с участием механического проникновения жидкого металла в поры формы, физического смачивания и спекания этих двух фаз, а также химического взаимодействия с образованием новых промежуточных и временных жидких и твёрдых сред. Всё это приводит к прочному сцеплению сплошного слоя или отдельных участков формовочного материала с отливкой. Иногда пригар приходится удалять шлифовкой или снимать со слоем металла на станках. Эти операции не только повышают расходы на производство отливок, но и заметно ухудшают экологию цеха. Поэтому проблема получения стальных отливок без пригара остаётся до сих пор актуальной. Изложенная ситуация свидетельствует о сложности и недостаточной изученности сущности процесса образования пригара и факторов, которые влияют на его начало и развитие. С этой целью был использован способ, включающий сбор и анализ факторов, которые влияют на чистоту поверхности отливок. Была составлена таблица из 60 факторов с соответствующими символами влияния.
Попытка сгруппировать положительные и отрицательные факторы не увенчалась успехом, так как все они влияют двояко в зависимости от величины определяющего их свойства и большей частью представляют собой параметры литья, которые оптимизируются по двум уровням, чтобы исключить другие дефекты, иногда более значимые, чем пригар. Однако в результате анализа был выявлен механизм положительного влияния известных и давно применяемых в производстве формовочных материалов, таких как хромомагнезит (Cr2O3; MgO), хромит (FeO∙Cr2O3), циркон (ZrSiO4), корунд (Al2O3) и других им подобных. Положительное влияние на чистоту поверхности стальных отливок объясняют следующими их свойствами: высокой огнеупорностью, низкой химической активностью, повышенной теплоаккумулирующей способностью и пониженной смачиваемостью жидким металлом. При этом механизм влияния перечисленных свойств раскрыт неполно.
Процесс проникновения расплава в поры формы связывается только с металлостатическим давлением, а роль капиллярных явлений явно занижена. В этом кроется ошибка, в результате чего не замечено влияние пригарной жидкости на формирование пригара. Этот важнейший вопрос исследовали в данной работе по особой методике, по сути близкой к литейному производству.
Объектами изучения стали однородные дисперсные формовочные материалы и припылы, наносимые на поверхности таблеток из формовочных смесей на основе кварцевого песка и жидкого стекла, причём припыл выравнивали без уплотнения. На таблетки с припылом и без припыла засыпали определённую дозу по объёму сухого порошка окалины, собранной с поверхности охлаждённого слива стали. Такую систему вносили в печь Таммана, нагретую до 1000 °С и расположенную горизонтально. После минутной выдержки темпе- ратуру печи доводили до 1500 °С. Расположение и форму образующейся жидкости фиксировали кинокамерой, а скорость растекания её оценивали по изменению радиуса (RT – R0) или площади пятна.
Установлено, что жидкие оксиды одного и того же состава при постоянной температуре взаимодействуют с материалами литейных форм по-разному: от полного несмачивания до мгновенного растекания, трудно фиксируемого камерой угла смачивания. Качественная картина этого различия в смачивании припылов из различных материалов показана на рис. 1.
На них хорошо видны «следы» оксидной фазы на поверхности и в разрезе таблеток с различными припылами. На этой основе условно все испытанные материалы были разделены на три группы: несмачиваемые (графит и угольные порошки), слабо смачивемые (пылевидный кварц, кварцевый песок и формовочная смесь) и мгновенно смачиваемые (порошки металлургического магнезита (MgO), марганцевой руды (MnO2), оксида железа (Fe2O3) и других).
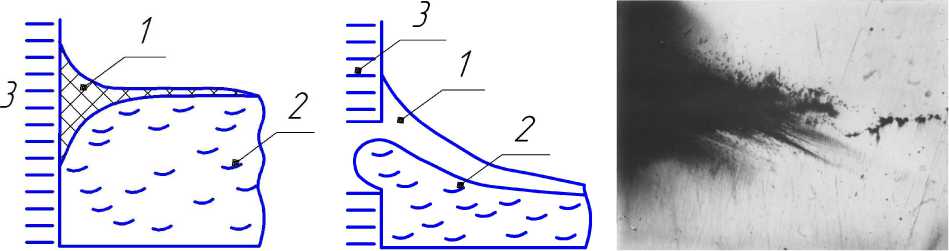
Особое внимание следует обратить на возможное перемещение жидкой фазы с поверхности металлической пластины и с таблетки из слабо смачиваемых материалов на наклонную стенку с припылом из материалов третьей группы, что отражено на рис. 2. Здесь приведены результаты испытаний образцов с использованием в качестве оксидной фазы продуктов окисления стальных пластин, расположенных на горизонтальных плоскостях таблеток.
Не вызывает сомнений, что при заливке реальных литейных форм с окислительной газовой атмосферой жидкие оксиды образуются на зеркальной поверхности стали и перемещаются на их вертикальные стенки из материалов второй и третьей групп быстрее и раньше перемещения и контакта металла с формой. Этим создаются благоприятные условия для проникновения металла в поры формы (рис. 3) из материалов второй группы и формирования трудноотделяемого пригара.
Однако в зависимости от температурных режимов прогрева форм условия формирования при-
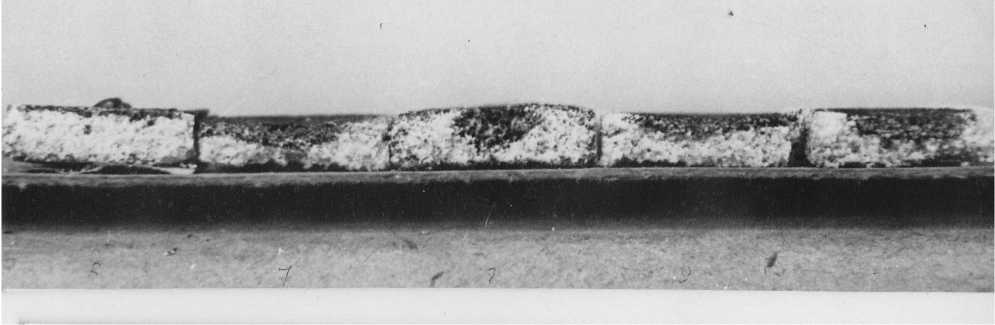
Рис. 1. Разрезы таблеток со следами затвердевшей оксидной фазы

Рис. 2. Вид на таблетки с вертикальными стенками и окисленными стальными пластинами
а) б) в)
Рис. 3. Схема перемещения жидкой фазы 1 с металла 2 в форму 3: а – начальная стадия; б – после прогрева слоя формы; в – натуральный вид поверхностного слоя отливки
гара заметно изменяются, что хорошо прослеживается по качеству поверхности отливок с различной толщиной стенок. При толщине стенок менее 30 мм и соблюдении минимальной температуры расплава при заливке форм пригар удаляется в процессе очистки отливок дробью, при толщинах больше 30 мм до примерно 260 мм необходимое качество их поверхности достигается обнаждачи-ванием. Отливки с ещё большей толщиной стенок (более 260 мм) имеют блестящий металлический вид после выбивки вследствие наличия оксидного слоя, состоящего из вюстита (FeO), магнетита (Fe 3 O 4 ) и гематита (Fe 2 O 3 ) в указанной последовательности от поверхности металла. Он легко отделяется от металла после термообработки, но поверхность отливок оказывается неровной, что для обрабатываемых отливок не снижает качество. Такой результат свидетельствует о заметном влиянии кислородного потенциала на формирование пригара и условия его лёгкого отделения от металла. Замечено [4], что в этих условиях формируется зазор между отливкой и формой, который способствует лёгкому отделению пригарной корки от металла при интенсивной усадке отливки в аустенитной области.
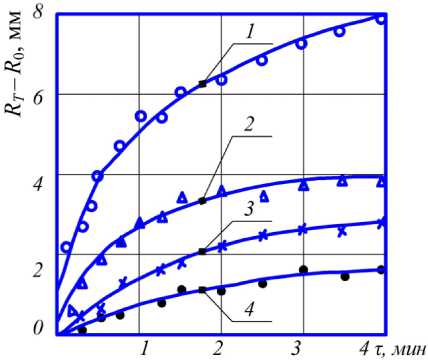
Рис. 4. Кривые скоростей растекания жидкой фазы по различным припылам: 1 – по магнезиту; 2 – по двуокиси марганца; 3 – по окиси железа; 4 – по маршалиту
Материалы третьей группы быстро смачиваются окислами (рис. 4), которые растекаются по поверхности и уплотняют поверхностный слой.
Это явление проявляется в снижении стойкости футеровки свода плавильных агрегатов [5]. Такие материалы используются успешно в качестве наполнителей облицовочных смесей. Однако механизм их положительного влияния на качество поверхности стальных отливок поясняется в приведённых источниках неполно [6, 7], только с позиции ускоренного охлаждения отливки, тогда как чёткая связь проявляется с прогревом формы, от которого зависит движение пригарной жидкости и утолщение пригара.
Положительный эффект от таких материалов кроме благоприятного смачивания заключается в снижении температуры прогрева формы. На рис. 5. зафиксирована разница в значениях максимальных температур форм из хромомагнезита и песчаноглинистой смеси в точках, удалённых от отливки на равные расстояния.
Максимальные температуры отличаются на 200 °С, и если основа пригарной жидкости FeO с температурой плавления 1360–1420 °С, очевидно, при этих условиях развитие пригара прекращается, и чем раньше и ближе к поверхности отливки это происходит, тем слабее его связь с металлом, так как успевает сформироваться слой вюстита, по которому происходит отслоение пригара.
Подобное снижение максимального прогрева создаётся за счёт продувки формы воздухом через трубку с боковыми отверстиями (см. рис. 5, в), где эффект от прекращения продувки виден по резкому повышению температуры прогрева формы в точках, удалённых на большем расстоянии от отливки после выдержки её 12 мин.
В литературных источниках [2, 6, 7] приведены примеры пригарных жидкостей эвтектического и близких к нему составов с низкой температурой плавления, которые увеличивают их массу и повышают интенсивность развития пригара. К сожалению, не исследовано противоположное направление с положительным эффектом, которое логически вытекает из анализа. Такой эффект можно ожидать за счёт
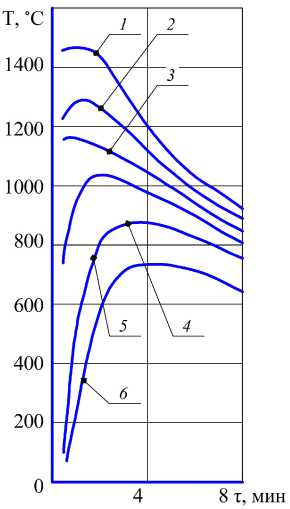
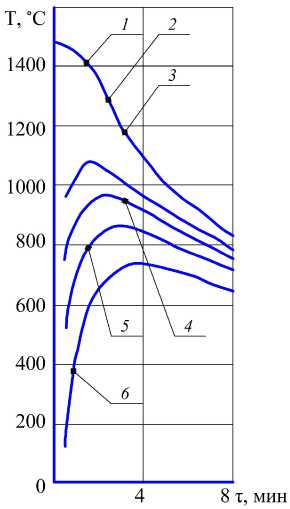
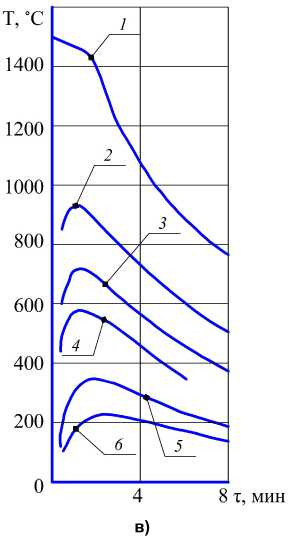
Рис. 5. Результаты термометрирования литейной формы из песчаной самотвердевающей смеси (а), магнезито-хромитовой смеси (б), магнезитохромитовой смеси с продувкой воздухом через трубку с боковыми отверстиями (в). Цифры обозначают расстояния от центра отливки: 1 – центр отливки; 2 – 10 мм; 3 – 20 мм; 4 – 30 мм; 5 – 50 мм; 6 – 70 мм введения в формовочную смесь или в противопригарное покрытие материалов, повышающих температуру плавления образующихся в контакте с расплавом жидких фаз и снижающих их подвижность.
Снижение текучести пригарной жидкости равносильно прекращению развития пригара на ранней стадии охлаждения отливки и стимулированию появления на границе металла с формой вюстита, который при затвердевании в температурном интервале 1360–590 °С создаёт легкоотде-ляемый слой пригара. Благоприятное влияние на качество поверхности стальных отливок хромита и других подобных ему материалов не противоречит изложенному положению. В них присутствуют необходимые компоненты, в том числе оксиды магния, хрома и алюминия, а также FeO в количестве более 10 %. Апробирован с этой целью природный материал глауконит в качестве наполнителя противопригарного покрытия (рис. 6, а) и облицовочной смеси (рис. 6, б). Пригар отделился от металла так же, как от массивных отливок. На рис. 7 видно отслоение пригарной корки от металла (показано стрелками). В составе глауконита были определены следующие компоненты: 49,56 % SiO 2 , 21 % Fe2O3, сумма (Al2O3 +K2O+MgO) 25 %, температура плавления 1160 °С.
Изучение исследований и опыта промышленных предприятий позволило создать следующую концепцию образования пригара на стальных отливках.
-
1. Формирование пригара начинается с появления пригарной жидкости, которой является оксид FeO с температурой плавления 1360–1420 °С.
-
2. Такая жидкая фаза хорошо смачивает кремнезём вследствие химического взаимодействия с образованием в начальной стадии легкоплавкого силиката 2Fe·SiO2 с температурой плавления, близкой к 1200 °С [2, 6 ,7].
-
3. Расплав железа с небольшим содержанием углерода хорошо смачивает свой оксид и по его «следам» проникает в поры формы [8, 9].
-
4. По мере прогрева формы до соответствующих температур проникновение жидкой системы «2Fe∙SiO2 – расплав» продолжается при достаточной величине кислородного потенциала газовой атмосферы формы.
-
5. С понижением температуры формы или с повышением температуры плавления пригарной жидкости движение указанной системы прекращается, что чётко видно по корке пригара.
-
6. Пригарная корка легко отделяется от металла, если между этими фазами формируется вюстит, при его отсутствии и наличии магнетита и гематита пригар связан с металлом так, что удаляется только со слоем металла.
-
7. Формирование вюстита происходит при наличии в смеси окислителей с содержанием примерно 10–20 % FeO.
Таким образом, с целью получения стальных отливок без пригара необходимо выполнять следующий комплекс технологических приёмов:
-
– выдерживать на допустимом уровне температурно-временной режим заливки форм;
-
– использовать в качестве облицовки материалы с высокой теплоаккумулирующей способностью и температурой плавления, которые позво-

а)
б)
Рис. 6. Вид на отливки, полученные в формах: а – с покрытием из 100 % глауконита; б – с добавкой в облицовку 50 % глауконита

Рис. 7. Отслоение пригарной корки (показано стрелками)
ляют получать отливки с чистой поверхностью за счёт снижения и смещения максимальной температуры прогрева форм в сторону их поверхностей;
– наносить противопригарные покрытия из материалов третьей группы толщиной не менее 0,5 мм;
– для массивных отливок использовать формовочную смесь и противопригарные покрытия из материалов второй группы, которые растворяются в оксидной фазе и способствуют формированию зазора на границе металла с формой и лёгкому отделению пригарной корки, для этих отливок рекомендуются дополнительные приёмы сниже- ния температуры литейных форм перед их заливкой расплавом и во время прогрева.
Список литературы Процессы образования и предотвращения пригара на стальных отливках
- Василевский, П.Ф. Технология стального литья/П.Ф. Василевский. -М.: Машиностроение, 1974. -408 с.
- Баландин, Г.Ф. Физико-химические основы литейного производства/Г.Ф. Баландин, В.А. Васильев; под ред. Г.Ф. Баландина. -М: Машиностроение, 1971. -224 c.
- Васин, Ю.П. Формирование качества поверхности отливок/Ю.П. Васин//Формирование качества поверхности отливок: сб. -М.: Наука, 1969. -С. 74-76.
- Образование пригара на стальных отливках/П.В. Черногоров, Ф.П. Никифоров, Г.П. Ким, В.М. Жихарев//Формирование качества отливок: сб. -М: Наука. -1969. -С. 71-73.
- Шерстобитов, С.М. Взаимодействие металла и шлака с материалом футеровки агрегатов сталеплавильного производства: автореф. дис. … канд. техн. наук/С.М. Шерстобитов. -Магнитогорск, 2003. -16 с.
- Дорошенко, С.П. Получение отливок без пригара в песчаных формах/С.П. Дорошенко, В.Н. Дробязко, К.И. Ващенко. -М.: Машиностроение, 1978. -206 с.
- Валисовский, И.В. Пригар на отливках/И.В. Валисовский. -М.: Машиностроение, 1983. -192 с.
- Скорости проникновения оксидных расплавов в пористые материалы с различной обработкой поверхности/В.Г. Бабкин, Б.В. Царевский, С.И. Попель//Физическая химия поверхностных явлений в расплавах: сб. -Киев: Наукова Думка, 1971. -С. 246-249.
- Роль поверхностных явлений на границе металл-форма в процессе образования неметаллических включений в стальных отливках/В.И. Швецов, Ю.П. Васин, П.В. Черногоров//Физическая химия поверхностных явлений в расплавах: сб. -Киев: Наукова думка, 1971. -С. 241-243.
