Проектирование многоцелевого (много операционного) учебного аппаратно-программного комплекса в области машиностроения
 учебного аппаратно-программного комплекса в области машиностроения")
Автор: Индриков А.Н., Торпищин С.В., Хрипунова С.В.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 6 (6), 2015 года.
Бесплатный доступ
В настоящей статье рассмотрены проблемы подготовки специалистов машиностроительной отрасли и один из вариантов их решения (разработка и применение универсального современного оборудования), хотя в целом данная проблема должна решаться комплексно с участием государства, предприятий и учебных заведений.
Многоцелевой (многооперационный) учебный аппаратно-программный комплекс, мmultipurpose (multioperational) training hardware and software complex, машиностроение, обучение студентов
Короткий адрес: https://sciup.org/140267034
IDR: 140267034
Текст научной статьи Проектирование многоцелевого (много операционного) учебного аппаратно-программного комплекса в области машиностроения
Машиностроение является важнейшей отраслью экономики, определяет технический прогресс страны и оказывает решающее влияние на создание материальной базы всего народного хозяйства.
Вопросы подготовки кадров для машиностроительного производства в настоящее время у всех на слуху. Нужны грамотные люди, обученные не вообще чему-то, а именно специалисты для конкретного производства.
В настоящее время и в ближайшей перспективе высокопрофессиональный труд станет самым дефицитным ресурсом в России.
Основной проблемой существующей на сегодняшний день системы профессионального образования является инерционность, ориентированность на технологии, унаследованные еще в советское время и отсутствие соответствующего социального заказа со стороны промышленности и государства.
Любой специалист выходит на рынок труда со своим специфическим «товаром» - знаниями и умениями. И этот специалист должен быть «покупаем» на рынке. Улучшение качества подготовки специалистов, рост их рыночной конкуренции способствует созданию привлекательного образа отечественного образования.
В настоящее время данный вопрос сдвинулся с «мертвой точки» – осуществляется кооперация вузов и предприятий, для реализации проектов модернизации производства и одновременно с этим подготовкой кадров для него.
За последние десять лет производство, а так же металлообрабатывающее оборудование претерпели революционные изменения: станки с ручным управлением вытеснены станками с ЧПУ, и этот процесс необратим. Изменились и технологии производств использующих современное оборудование, прежде всего это конечно в оборонно-промышленном комплексе.
Финансирование программы перевооружения учебных заведений новым оборудованием для обучения, облегчило подготовку технических специалистов. Однако, поставляемые в учебные заведения различные лабораторные стенды, относящееся к настольным станкам с ЧПУ, зачастую ненаглядны, и не дают полной картины самостоятельной работы обучающегося на реальном станке.
Этих недостатков лишен спроектированный многоцелевой (многооперационный) учебный аппаратно-программный комплекс, охватывающий различные технологические процессы производства, и позволяющий обучать студентов различным сферам деятельности: от проектирования и обслуживания, до программирования.
Предлагаемый АПК спроектирован на основе легко приобретаемых комплектующих с минимальными финансовыми затратами, и который может собрать любой студент даже «на коленке».
Основной целью разработки учебного подобного (данного) комплекса является
– научить студентов проектированию технологических процессов, принципам действия основных типов оборудования и грамотной эксплуатации технологического оборудования, с помощью учебного аппаратно-программного комплекса.
Задачи, которые можно решить с помощью данного комплекса:
-
– подготовка универсального специалиста технолога;
-
– овладение студентами системой знаний и практическими профессиональными навыками проектирования технологических процессов изготовления деталей и сборки машин;
-
– выработка у обучающегося умений и способностей для быстрого включения в производственный процесс.
Разрабатываемая система обладает модульной структурой. Каждый модуль определен функциональными возможностями системы и является логически независимой частью системы. Данный подход позволяет модернизировать комплекс по своему усмотрению, распределять производство системы между различными предприятиями, а так же заменять устаревшие блоки на более современные не вдаваясь во внутреннюю архитектуру каждого узла будущими пользователями системы.
Аппаратная составляющая комплекса является универсальным конструктором, позволяющая формировать любой вид технологического производства: токарный, фрезерный, сверлильный. При этом, система может управляться как в ручном режиме, так и под управлением компьютера и программного модуля.
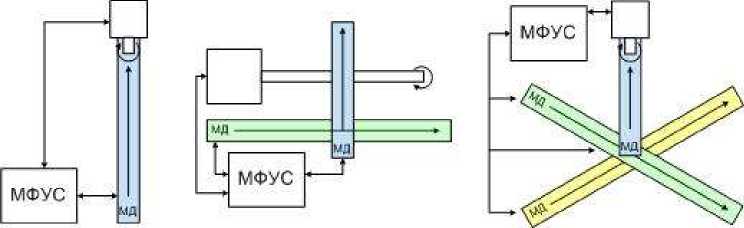
Рисунок 1 – Формирование вида производства комплекса.
Модуль формирования управляющих сигналов (далее МФУС) преобразует, поступающие сигналы от компьютера или модуля ручного управления в управляющие сигналы двигателем и распределяет их между модулями управления двигателями.

Рисунок 2 – Состав комплекса.
Комплектации и виды компьютеров достаточно разнообразны, начиная от стационарного системного блока с периферией заканчивая моноблоками и планшетами. И возможности подключения МФУС ограничиваются набором стандартных аппаратных интерфейсов, которыми обладают практически любой компьютер. К ним можно отнести универсальный последовательный интерфейс USB, сетевой интерфейс Ethernet.
Реализацию обработки поступающих сигналов можно осуществить несколькими способами, но наименее дорогостоящая – это использование микроконтроллеров. При этом с данной функцией вполне справляются простейшие AVR или PIC микроконтроллеры, коих на ранке с избытком и, даже если он выйдет из строя, его достаточного быстро и легко можно заменить на месте. Для этого предусматривается его установка в специальный разъем (сокет) на плате МФУС. Единственным ограничением может стать – это отсутствие универсального разъема под все виды корпусов микроконтроллеров, поэтому придется ограничиться одной серией корпуса DIP или QFP.
Практически все современные микроконтроллеры данных семейств имеют в своем составе последовательные порты, обладают энергонезависимой памятью, и поддерживают неоднократное перепрограммирование.
Реализацию интерфейсов USB и Ethernet можно использовать и уже имеющуюся. На ранке компьютерного оборудования существует множество готовых плат под PCI-E интерфейс. Данный интерфейс тоже последовательный. И все что остается – это использовать данный стандарт в обработке сигналов при реализации программной части микроконтроллера. А так же предусмотреть данного типа разъем на плате МФУС.
Модуль ручного управления комплексом по своей сути представляет собой кнопочную конструкцию по передаче входящего сигнала на выходные контакты. Данный подход избавляет необходимость разработки отдельного модуля формирования сигналов, что существенно удешевит себестоимость модуля. Ремонт же блока в данном виде можно вполне осуществлять в любых «кустарных» условиях. Однако это не отменяет возможности создания других вариантов блоков ручного управления, все что нужно – соответствовать формату управляющих сигналов и скорости их передачи во МФУС.
Любые цифровые схемы нуждаются в гарантированном и надежном питании с определенными параметрами. Формирование данных параметров можно возложить на, уже имеющиеся на рынке системы питания. Так, например, по уровням напряжения и силе тока подходят ATX блоки питания для стационарных корпусных компьютеров. Они достаточно дешевы и их замена не составляет особого затруднения у любого человека. Средняя мощность данных блоков варьируется от 250 Вт до 700 Вт. Базовый разъем питания, предусмотренный для материнской платы ATX12 или Molex 39-012040, можно использовать для питания основного блока МФУС. А дополнительные разъемы, такие как Molex 8981, Molex 88751 и их эквиваленты, можно применять для питания модулей двигателей.
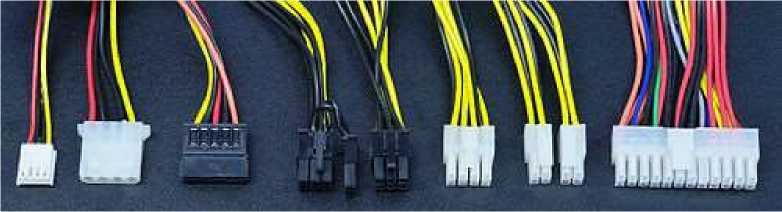
Рисунок 3 – Разъемы питания ATX блока питания.
Модуль управления двигателем представляет собой корпус с секциями для крепления шагового двигателя и контактной площадкой, передаточного звена для движения и фиксирующих платформ. В качестве передаточного звена может выступать, как ходовой винт [1] с закрепленной на нем передвижной платформой, так и зубчатой рейкой [1] и передвижной шестеренкой на двигателе.
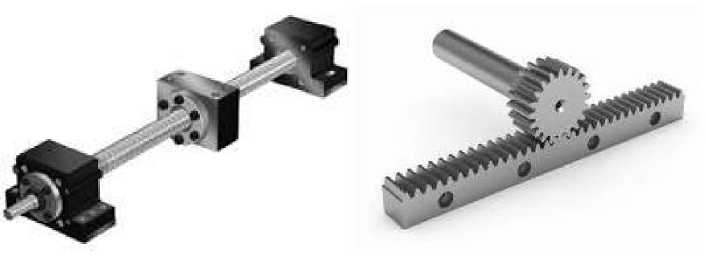
Рисунок 4 – Передаточное звено.
Модель креплений позволяет с легкостью менять различные конфигурации валов и рельсов, что позволяет менять шаг прохода инструмента или платформы.
Подобное многообразие раскрывает множество аспектов сервисного обслуживания различных видов и конфигураций станков. А программное обеспечение позволяет автоматизировать управление всем комплексом.
Выводы: с помощью проектируемого учебного АПК возможно обучать студентов работе на различных видах технологического оборудования при этом предоставив возможность самостоятельного выбора этого оборудования.
Список литературы Проектирование многоцелевого (много операционного) учебного аппаратно-программного комплекса в области машиностроения
- Сайт «Оборудование и ремонт», Современные станки с ЧПУ. [Электронный ресурс]. - Режим доступа: http://www.webrarium.ru/data-cat.html
