Проектирование производства ассортимента строительных материалов на основе методов системного анализа

Автор: Кривогина Д.Н.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Информационные технологии, моделирование и управление
Статья в выпуске: 2 (76), 2018 года.
Бесплатный доступ
Выполнен анализ современного подхода к выбору технологических процессов производства изделий из тяжелого бетона и представлены его слабые стороны. Доказано, что технологический процесс как объект является слабо структурированной системой из-за большой степени неопределенности, связанной с человеческим фактором. Установлено, что одним вариантом решения данной проблемы может являться разработка нового ассортиментного подхода к выбору ТПП СМ, отличающегося предполагаемым учетом функционального назначения и условий эксплуатации строительных конструкций в объекте недвижимости. Разработана концепция выбора оптимальных ТППСМ, отличающаяся предполагаемым учетом функционального назначения и условий эксплуатации строительных конструкций объектов недвижимости. Разработаны технологии математической постановки и решения задач оптимизации технологических процессов производства ассортимента строительных материалов, отличающиеся повышением степени структурированности системных связей с внешними подсистемами на основе типовых механизмов субъектно-ориентированного учета функционального назначения и условий эксплуатации строительных конструкций, а также стандартных алгоритмов поиска оптимальных решений для заданного типа ассортимента...
Технологический процесс производства строительных материалов, структурные связи, неопределенность, функциональное назначения, условия эксплуатации, оптимизация производства
Короткий адрес: https://sciup.org/140238554
IDR: 140238554 | DOI: 10.20914/2310-1202-2018-2-130-137
Design of production of the range of construction materials on the basis of methods of the system analysis
The analysis of the modern approach to the choice of technological processes of production of heavy concrete products and its weaknesses were shown. It is proved that the technological process as an object is a weekly structured system due to the large degree of uncertainty associated with the human factor. It is established that development of new assortment approach to the choice of technological process of the production of construction materials differing in alleged accounting of functional purpose and service conditions of building constructions in a real estate object can be one version of the solution of this problem. The concept of the choice of optimum technological processes of production of construction materials distinctive in alleged accounting of functional purpose and service conditions of building constructions of real estate objects is developed. The technologies of mathematical statement and the solution of problems of optimization of technological processes of production of the range of construction materials differing in increase in degree of structure of system liaisons with external subsystems on the basis of standard mechanisms of the subject focused accounting of functional purpose and service conditions of building constructions and also standard algorithms of search of optimal solutions for defined the range are developed...
Текст научной статьи Проектирование производства ассортимента строительных материалов на основе методов системного анализа
Подсистемы строительной отрасли: поставки сырья, управление технологическим процессом производства и качеством строительных материалов и изделий, а также функциональным назначением и условиями эксплуатации в совокупности являются сложной системой. Данная система имеет иерархичную структуру и включает в себя большое число взаимосвязанных между собой элементов. Среди вышеперечисленных подсистем технологический процесс производства строительных материалов (ТПП СМ) является
центральным и достаточно сложным объектам по аспектам структурной, функциональной сложности и сложности поведения, предполагает модульное построение (рассмотрение как совокупность выделенных модулей), поэтому его необходимо исследовать при помощи применения методов системного анализа. В рамках реализации технологического процесса производства строительных материалов участвует комплексные бригады, которые включают рабочих с различными специальностями, различные многофункциональные машины и оборудование.
Деятельность всех этих элементов взаимосвязана и имеет слабую структурированность, в виду неопределенности, связанной с человеческим фактором, ведь каждый участник производства имеет свое представление о конечном продукте и оказывает соответствующее воздействие на технологический процесс. Это приводит к тому, что современный выбор оптимальных технологических процессов строится на принципе унификации, за счет установления области нормативных требований ^ноом к характеристикам строительных материалов ( x, х2,..., хт ) и удержании в ней результатов производств а(1).
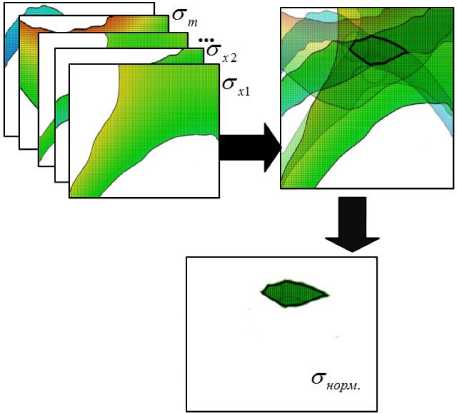
Рисунок 1. Установление области нормативных требований к характеристикам материала
Figure 1. Establishment of the area of regulatory requirements to the characteristics of the material
M m (1)
норм. норм.
m = 1
где &mpM - множество ТПП СМ, соответствующих нормативным требованиям.
Следует отметить, что в реальных условиях эксплуатации все строительные конструкции подвержены различным нагрузкам и воздействиям. Однако принцип унификации этого не учитывает (рисунок 1) . Поэтому можно выдвинуть гипотезу о том, что для любого применения строительной конструкции в объекте недвижимости, методами системного анализа [2 ,3 ,7, 8] можно учесть эксплуатационные воздействия и обосновать субъектно-ориентированный выбор оптимального ТПП СМ. Это позволит повысить степень структурированности системных связей между участниками производства, включая производственные отношения с поставщиками исходного сырья.
Отсюда можно сделать вывод об актуальности производства ассортимента строительных материалов, характеристики которого должны удовлетворять не универсальной нормативной области, а конкретному функциональному назначению и условиям эксплуатации. Под ассортиментом строительных материалов будем понимать хорошо подобранный состав однородной по технологии производства продукции, каждый элемент которого отличается постановкой и решением многокритериальной системной задачи выбора, связанной с функциональным назначением и условиями эксплуатации конструкции в объекте недвижимости.
Для реализации предложенного ассортиментного подхода к выбору ТПП СМ необходимо:
-
─ сформулировать концепцию выбора оптимальных технологических процессов производства ассортимента строительных материалов;
-
─ разработать модель множества допустимых технологических процессов производства ассортимента строительных материалов;
-
─ разработать технологию математической постановки и решения задач оптимизации технологических процессов производства ассортимента строительных материалов.
Концепция выбора оптимальных технологических процессов производства строительных материалов
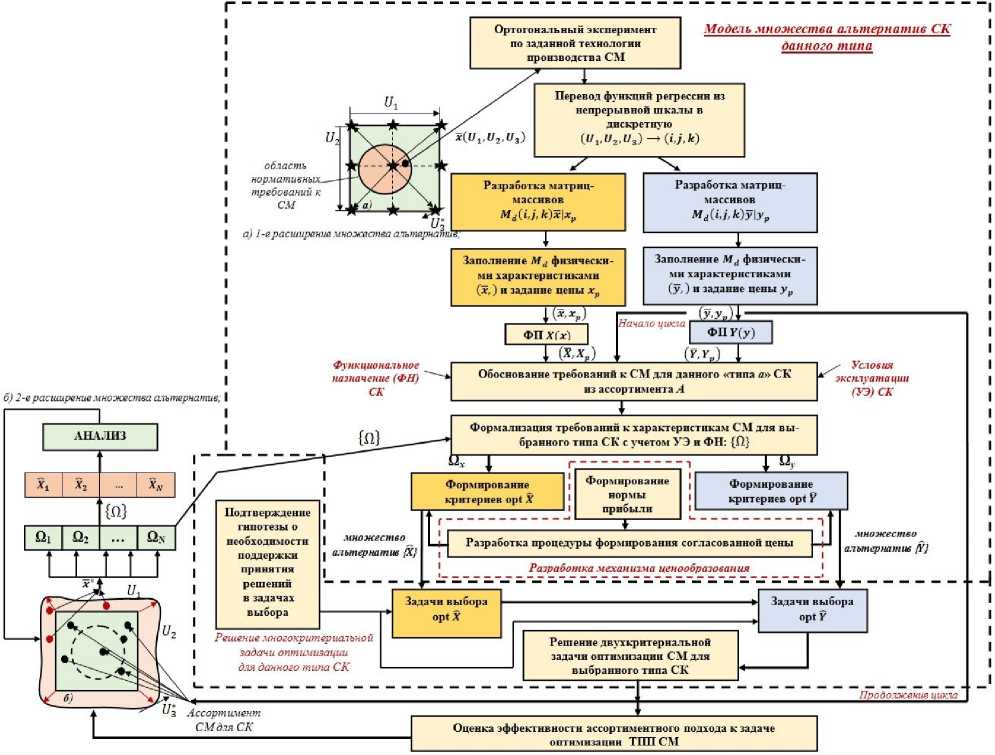
Процесс реализации технологического процесса предлагается осуществлять на основе разработанной концепции субъектно-ориентированной оптимизации технологических процессов производства ассортимента строительных материалов (рисунок 2) . Данная концепция реализуется на основе симбиоза аналитических методов и компьютерного моделирования и состоит из нескольких поэтапно реализуемых шагов:
-
─ определение свойств материалов
(характеристик);
-
─ определение факторов управления ТПП СМ и установление зависимостей свойств от рецептурно-технологических параметров (построение уравнений регрессии);
-
─ построение двух наборов матриц – массивов с установлением шага дискретности между ячейками и заполнением характеристиками материала с позиции предпочтений двух участников производства: потребителя и производителя, имеющих различное представление о привлекательности конечного продукта;
─ перевод физических значений характеристик материала из фазового пространства в безразмерное квалиметрическое с помощью построения участниками производства функций приведения (ФП) к стандартной шкале комплексного оценивания – к интервалу [1, 4], дискретные значения которого интерпретируется следующим образом: 1 – «неудовлетворительно», 2 – «удовлетворительно», 3 – «хорошо», 4 – «отлично» [1] .
─ осуществление процедуры субъектноориентированного ценообразования на основе моделирования предпочтений участников производства [5] в отношении ожидаемой нормы прибыли производителем и показателей качества изделия потребителем;
─ осуществление процедуры усечения недопустимых областей массива производителя и формирование нового массива M ˆ , содержащего соответствующие заданным требованиям по функциональному назначению и условиям эксплуатации альтернативы ТПП СМ;
─ проведение процедуры оптимизации в отношении требуемых характеристик при помощи разработки алгоритма поиска ТПП СМ, осуществляющего выбор из множества альтернатив управления дозировкой ограниченно заданное количество рецептур, которые обеспечивают максимальные значения комплексной оценки качества материала.
─ оценка эффективности ассортиментного подхода к задаче оптимизации ТПП СМ.
Реализацию предложенной концепции рассмотрим на примере выбора оптимального ТПП СМ для изготовления плиты перекрытия из бетона по заданным требованиям.
x(UlrU2,U3)
Начало цикла
| ФПлгМ "|
б) 2-е расширение множества альтернатив;
АНАЛИЗ
Разработка процедуры формирования согласованной цены
Разработка механизма ценообразования
Продолжение никла множество альтернатив ^
Формирование критериев opt X множество альтернатив fY]
Подтверждение гипотезы о необходимости поддержки принятия решений в задачах выбора
Ассорт имент СМ для СК
Заполнение Мд физическими характеристиками (5,) н задание цены хр
Ортогональный эксперимент по заданной технологии производства СМ
Решение двухкритериальной задачи оптимизации СМ для выбранного типа СК
/ Условия эксплуатации (УЭ) СК
... | Qy
Разработка матриц-массивов Md(i,j, k^yty.
Решение многокритериал ъной задачи оптимизации для данного типа СК область нормативных, требований к
СМ
Задачи выбора
Разработка матриц-массивов Md(i,j,k)x\xp
| ФПУ(у) |
Задачи выбора
Оценка эффективности ассортиментного подхода к задаче оптимизации Т1111 СМ
Модель множества альтернатив СК данного типа
Функциональное назначение (ФИ) СК
' Формирование
। нормы
I прибыли
I ~
Заполнение Md физическими характеристиками (у,) и задание цены ур
I12
Формирование критериев opt У
Обоснование требований к СМ для данного «типа а» СК из ассортимента .4
Формализация требований к характеристикам СМ для выбранного типа СК с учетом УЭ и ФН: {О}
Перевод функций регрессии из непрерывной шкалы в дискретную (^.^.^-^(ij.k)
^3
cj 1 -ерасширение множества альтернатив
Рисунок 2. Концепция субъектно-ориентированной оптимизации технологических процессов производства ассортимента строительных материалов
Figure 2. The concept of subject-oriented optimization of technological processes of production of the range of building materials
Модельный пример выбора оптимального ТПП СМ для изготовления плиты перекрытия из бетона по заданным требованиям
Для построения математической модели технологического процесса дозирования компонентов были выбраны следующие факторы управления: U – водоцементное отношение (В/ц); U – соотношение между крупным и мелким заполнителем, песка и щебня максимальной крупностью 20 мм(r); U – содержание повышающей морозостойкость суперпластифицирующей добавки ПФМ-НЛК, % от массы цемента с интервалами варьирования(таблица 1).
Таблица 1.
Факторы управления и интервалы их варьирования
Table 1.
Control factors and their variation intervals
|
Код | Code |
Исследуемые факторы Factors studied |
||
|
U 1 |
U 2 |
U 3 |
|
|
Верхний уровень | Top level |
0,77 |
0,8 |
0,7 |
|
Средний уровень | Average level |
0,6 |
0,65 |
0,5 |
|
Нижний уровень | Lower level |
0,43 |
0,4 |
0,3 |
В результате проведения эксперимента и обработки данных были получены уравнения регрессии по следующим характеристикам материала: прочность при сжатии x Rсж , морозостойкость x F , водонепроницаемость x W , плотность x ρ и удобоукладываемость смеси x ОК . Данный перечень характеристик рассматривается с позиции потребителя (рисунок 3) . В качестве основных характеристик материала, отражающих предпочтения производителя, были определены такие как, затраты на исходные компоненты при смесеобразовании y и производственные издержки y . Данные характеристики также зависят от заданных параметров управления и определяются соответствующими методиками расчета(рисунок 4) .
На следующем этапе построения модели множества альтернатив на основе полученных уравнений регрессии, описывающих изменение показателей качества бетона от выбранных факторов, при помощи программного продукта Декон СМ были построены два набора матриц – массивов с шагом дискретности ячеек 20×20.
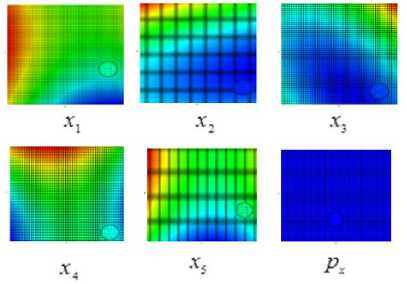
Рисунок 3. Матрицы-массивы, заполненные характеристиками потребителя
Figure 3. Matrices-arrays filled with consumer characteristics
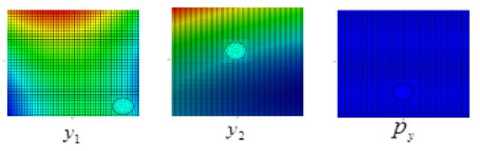
Рисунок 4. Матрицы-массивы, заполненные характеристиками производителя
Figure 4. Matrices-arrays filled with manufacturer characteristics
Характеристикой материала, отражающей интересы обоих участников, является его цена. На данном этапе построения модели множества альтернатив, сведения о конечной цене каждого ТПП СМ из всего множества альтернатив отсутствуют, поэтому всем ячейкам присваивается нулевое значение. Далее экспертами строятся функции приведения на полном множестве представления альтернатив ТПП СМ и проводится анализ эффективности полученных технологических процессов по комплексному критерию качества и базовой согласованной цене.
На основе поступивших от специалистов эксплуатационных требований к строительным конструкциям (таблица 2) и материалам (таблица 3) , предназначенным для их изготовления, осуществляется процедура усечения подобластей с недопустимыми технологическими процессами в матрицах-массивах производителя.
Таблица 2.
Эксплуатационные требования к строительным конструкциям
Table 2.
Operational requirements for building constructions
|
№ |
Эксплуатационные воздействия Operational impacts |
Ед. изм. |
|
|
Плита перекрытия № 1 Floor plate № 1 |
|||
|
1 |
Статические и динамические нагрузки | Static and dynamic loads |
16,7 |
кН/см 2 |
|
2 |
Шумы и звуки | Noises and sounds |
<49 |
Дцб. |
|
3 |
Перепады температуры | Temperature difference |
≥F 150 |
циклы |
Таблица 3.
Требования к материалам для изготовления строительных конструкций
Table 3.
Material requirements for the manufacture of building constructions
|
№ x |
Прочность, МПа Strength, MPa |
Плотность, кг/м 3 Density, kg/m 3 |
Морозостойкость, циклы Frost resistance, cycles |
Водонепроникаемость Watertightness |
|
1 |
X j ^ max X j > 28 |
X 2 ^ min x2 < 2100 |
– |
X 4 ^ max X 4 > 2 |
|
2 |
X j ^ max X j > 10 |
x2 ^ min x 2 < 2400 |
– |
x4 ^ max X 4 > 4 |
|
3 |
X j ^ max X j > 10 |
X 2 ^ min x2 < 2150 |
x3 ^ max x3 > 200 |
X 4 ^ max X 4 > 4 |
|
x max > 28; x2 < 2400 ; x 3 > 150 ; x 4max > 6; Xx 4 = ( K% + K2x 4 + K3x ) ^ max |
||||
На основе заданных ограничений к характеристикам материала осуществляется процесс определения подходящих ТПП СМ путем усечения недопустимых областей массива производителя и формирования нового массива M ˆ , содержащего допустимые альтернативы
ТПП СМ. Процесс усечения осуществляется при помощи стандартных программ [10 ,11] .
В результате применения процедуры усечения подобластей массива ТПП СМ потребителя были получены три допустимые альтернативы (таблица 4) .
Таблица 4.
Допустимые альтернативы и их характеристики
Table 4.
Acceptable alternatives and their characteristics
|
№ ТПП СМ |
Характеристики потребителя Consumer's characteristics |
Характеристики производителя Manufacturer specifications |
||||
|
Прочность при сжатии Compressive strength |
Плотность Density |
Морозо-стой-кость Frost resistance |
Водонепроницаемость Watertightness |
Затраты на компоненты The costs of the components |
Производственные издержки Production costs |
|
|
1 |
30.12 |
2450 |
244.56 |
6.95 |
2524 |
3183 |
|
2 |
30.21 |
2450 |
256.34 |
6.83 |
2475 |
3113 |
|
3 |
30.05 |
2445 |
242.11 |
6.37 |
2446 |
3069 |
Для данных альтернатив ТПП СМ на основе использования механизмов субъектноориентированного ценообразования экспертами были получены следующие согласованные цены (рисунок 5). Ценовая привлекательность альтернатив технологического процесса производства для каждого участника ценообразования устанавливалась на основе пошагового увеличения нормы прибыли от 0 до 60 % от себестоимости изделия.
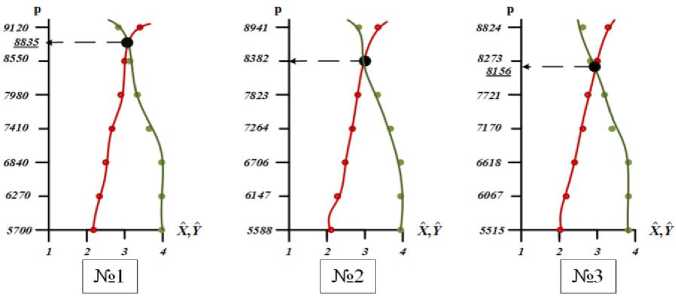
Рисунок 5. Субъектно-ориентированное ценообразование для заданных альтернатив
Figure 5. Subject-oriented pricing for defined alternatives
Далее осуществляется процедура оптимизации основных детерминантов качества продукции: X 4 = (Kxx + K2x4 + K3xp) ^ max . При помощи программного продукта «Джобс-Декон» [6] строятся функции приведения для всех востребованных характеристик материала и поочередно задаются взвешенные коэффициенты, сначала для характеристик материала потребителя, а затем, при необходимости, для характеристик материала с позиции производителя. Функции приведения строятся индивидуально на основе предпочтений конкретного субъекта в отношении качества готового изделия и его дальнейшей эксплуатации.
После проведения процедуры ранжирования были получены модели предпочтений для потребителя (2) и производителя (3):
X = 0.43 X + 0.18 X + 0.38 X3 (2)
Y = 0.25 Y + 0.32 Y 2 + 0.43 Y3 (3)
После осуществления процедуры комплексного оценивания полученных альтернатив (рисунок 6) выявили, что наибольшую комплексную оценку, в данном случае имеет альтернатива под № 3.
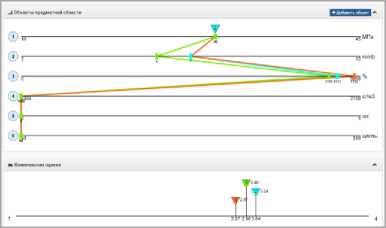
Рисунок 6. Комплексное оценивание альтернатив потребителем
Figure 6. Comprehensive assessment of alternatives by the consumer
В случае невозможности определения оптимальной альтернативы потребителем, ввиду одинаковых комплексных оценок у нескольких альтернатив ТПП СМ, процесс ее назначения осуществляется на основе преференций производителя (рисунок 7) или автоматическипо признаку максимизации или минимизации адресации ячеек.
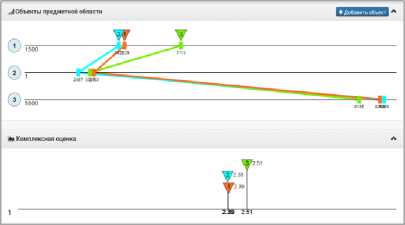
Рисунок 7. Комплексное оценивание альтернатив производителем
Данный процесс трудоемок в случае большого количества альтернатив, поэтому с целью упрощения данной процедуры, был разработан алгоритм поиска ТПП СМ (рисунок 8). Представленный алгоритм осуществляет выбор из множества альтернатив управления дозировкой ограниченно заданное количество рецептур, которые обеспечивают максимальные значения комплексной оценки качества материала в соответствии с заданными требованиями.
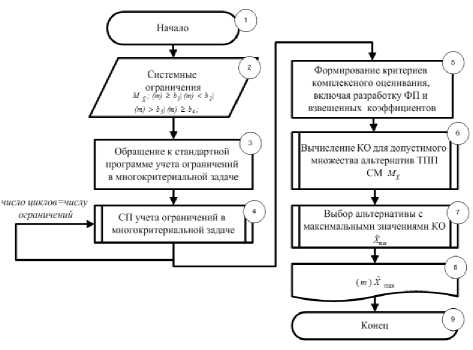
Рисунок 8. Блок-схема алгоритма поиска оптимальных альтернатив в рамках решения многокритериальной задачи оптимизации
-
Figure 8. Block diagram of the algorithm for finding optimal alternatives in solving a multi-criteria optimization problem
Выполняемая по завершении цикла оценка эффективности ассортиментного подхода к задаче оптимизации ТПП СМ, включающая сравнение характеристик материала, полученных в результате использования современного подхода, строящегося по принципам унификации (I), предложенного авторами ассортиментного подхода по заданным параметрам управления (II) и ассортиментного подхода с расширением множества существенных, имеющих перспективу использования альтернатив ТПП СМ, за счет расширения области варьирования выбранных параметров управления ТПП (III) показала, что характеристики материала, входящие в нормативную область, не всегда являются наилучшими по своему качественному содержанию, а более привлекательные альтернативы могут находиться за ее пределами.
Figure7. Comprehensive assessment of alternatives by the manufacturer
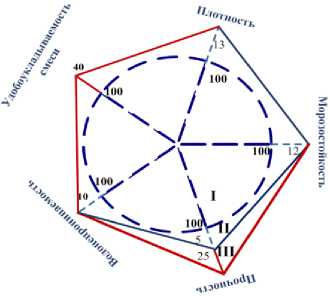
Рисунок 9. Оценка эффективности ассортиментного подхода к задаче оптимизации производства
-
Figure 9. Evaluation of the effectiveness of the assortment approach to the problem of optimization of production
Список литературы Проектирование производства ассортимента строительных материалов на основе методов системного анализа
- Анохин А.М., Глотов В.А., Павельев В.В., Черкашин А.М. Методы определения коэффициентов важности критериев//Автоматика и телемеханика. 1997. № 8. С. 3-35
- Бажен Ю.М., Гарькина И.А., Данилов А.М., Королев Е.В. Системный анализ в строительном материаловедении: монография. М.: МГСУ, Библиотека научных разработок и проектов, 2012. С. 432.
- Данилов А.М., Гарькина И.А. Отраслевые аспекты системного анализа//Региональная архитектура и строительство. 2016. № 4. С136.
- Свидетельство о государственной регистрации программы для ЭВМ № 2018614405. Автоматизированная система субъектно-ориентиро-ванного решения линейных задач ранжирования/выбора на основе соединения креативности и технологичности (Джобс-Декон)/Алексеев А.О., Вычегжанин А.В., Дмитрюков М.С., Кривогина Д.Н. и др. № 2018614405;.2018.
- Харитонов В.А., Гейхман Л.К., Кривогина Д.Н. Механизмы субъектно-ориентированного ценооб-разования в задачах управления венчурными проектами//Вестник Пермского университета. Серия «Экономика». 2017. Т. 12. № 1. С. 61-77 DOI: 10.17072/1994-9960-2017-1-61-77
- Харитонов В.А. Вычегжанин А.В., Кривогина Д.Н., Гревцев А.М. и др. Инструментальные средства соединения креативности и технологичности в задачах субъектно-ориентированного управления//Управление экономическими системами. 2017. № 7(101). 11 с.
- Amyot D., Fonseca i Casas P., Mussbacher G. System Analysis and Modeling: Models and Reusability//8th International Conference, SAM. Valencia, 2014.
- Guo F., Chang-Richards Y., Wilkinson S., Cun Li T. Int. J. of Project Management. 2014. V. 32. P. 815-826.
- Guo Q., Di Z., Lagally M.G., Mei Y. Strain engineering and mechanical assembly of silicon/germanium nanomembranes//Materials Science and Engineering R: Reports. 2018. № 128. Р. 1-31 DOI: 10.1016/j.mser.2018.02.002
- Van Manen T., Janbaz S., Zadpoor A.A Programming the shape-shifting of flat soft matter//Materials Today. 2018. № 21(2). Р. 144-163 DOI: 10.1016/j.mattod.2017.08.026
- Reijer I., Dominico J.P. Lahaye Computational Methods in Power System Analysis 2014. 110 p.
