Проектирование штампованной оснастки для способа отбортовки из конической заготовки эластичной средой

Автор: Демьяненко Елена Геннадьевна, Епифанов Александр Николаевич, Лыгин Захар Денисович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6-1 т.19, 2017 года.
Бесплатный доступ
Рассмотрены новые способы получения тонкостенных осесимметричных деталей с заданной точностью толщины стенки. Предложена методика проектирования элементов оснастки.
Способ, тонкостенная деталь, коническая оболочка, эластичная среда, штамповая оснастка, проектирование
Короткий адрес: https://sciup.org/148205393
IDR: 148205393 | УДК: 621.4
Designing of stamping tool for the flanging process from a conical blank with rubber
It is suggested the new methods of manufacturing thin-walled axisymmetric parts with a given wall thickness accuracy are considered. It is developed the method for designing of stamping tool.
Текст научной статьи Проектирование штампованной оснастки для способа отбортовки из конической заготовки эластичной средой
(в начальный момент) между матрицей и секторами. Для надежного обеспечения условия зажима эластичного элемента необходимо, чтобы его высота была больше высоты рабочей поверхности, но не превышала общую высоту матрицы, иначе эластичный элемент может попасть в зазор между матрицей и секторами. Это устраняет сжимающие силы трения на внутренней поверхности заготовки. Эластичный элемент в случае применения двух конических оболочек 3 и 4, деформируясь, увеличивается в диаметре и уменьшается в толщине, то есть соответствует условию плоского деформированного состояния, когда деформация по толщине ε S равна по величине и противоположна по знаку деформации увеличения диаметра эластичного элемента
ε θ . В этом случае приближенно можно записать условие постоянства объема (см. формулу 1):
ρ - r S - S
ε S ≈ - εθ или ≈ - 0 , (1)
r S 0
где ρ , r – соответственно радиусы по средней поверхности средние по высоте эластичного элемента до и после деформации;
S 0 , S – соответственно толщины средние до и после деформации.
Несмотря на уменьшение толщины эластичного элемента в виде двух конических оболочек, прирост объема Δ V ρ его за счет увеличения диаметра должен компенсировать разницу между внутренним объемом, ограниченным рабочей поверхностью матрицы и объемом, ограниченным наружной поверхностью эластичного элемента в виде двух конических оболочек в исходном состоянии Δ V (см. формулу 2).
A V p = А V или п
Р2 - r 2 ) ’
cos а
hM = А V , (2)
где hм – высота рабочей поверхности матрицы;
α – угол конусности конуса.
Выразим r из (1) и, подставив его в (2) после преобразований получим:
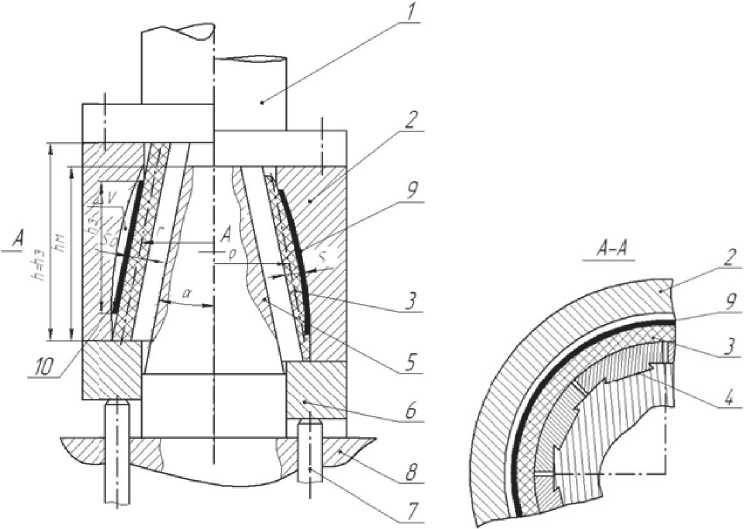
Рис. 1. Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы:
1 – пуансон; 2 – матрица; 3 – эластичный элемент; 4 – подвижные сектора; 5 – конус;
6 – опорное кольцо; 7 – шпилька; 8 – плита пресса; 9 – деталь; 10 – заготовка
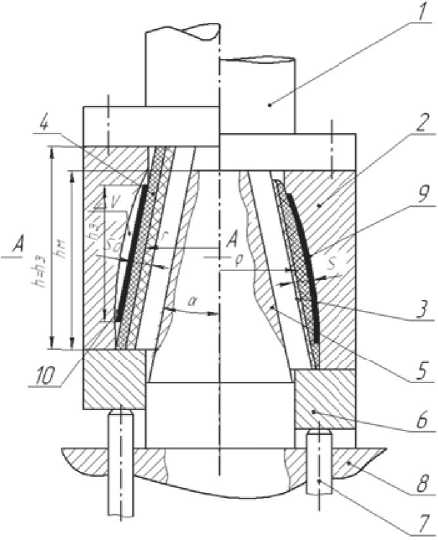
Рис. 2. Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы:
1 – пуансон; 2 – матрица; 3 – эластичный элемент; 4 – эластичный элемент; 5 – конус;
6 – опорное кольцо; 7 – шпилька; 8 – плита пресса; 9 – деталь; 10 – заготовка; 11 – подвижные сектора
|
с < ^ Р = I 2-- 1 S о 7 |
А V cos a П- hM |
"с S ^ 2 [ 2 -у + 1 1 S 0 J |
.(3) |
S = 2
Р а
-
Приняв во внимание, что р = р а - 0,5 S имеем:
-
S
S о
А V cos а
-
S
S о
+1
J 7
Исходную толщину эластичного элемента в виде двух конических оболочек найдем, поставив ограничения по степени деформации:
S
— < k < 0,9 + 0,75 или
Sо ,
S = S 1 + S 2 ; S о = S ll S l , r„ k
S i + S 2 = 2 pd - (2 - k )
I
A V cos a _ nhM [ ( 2 - k ) 2 + 1 ]
)
, (4)
где ρ д – средний радиус детали;
S1 – толщина внешнего эластичного элемента;
S2 – толщина внутреннего эластичного элемента.
Улучшение современной авиационной техники, и в тоже время ее усложнение, повышение требований к качеству и надежности приводит к расширению производства технологической оснастки, проектирование и изготовление которой по трудоемкости составляет около 80 %, а по длительности – до 90 % общей трудоемкости и длительности технологической подготовки производства. Рассмотрим методику проектирования элементов оснастки для способа получения тонкостенной осесимметричной детали усеченной сужающейся формы.
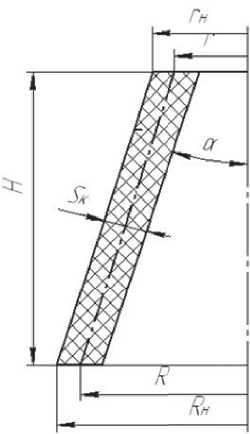
Рис. 3. Эластичная коническая оболочка: H – высота эластичного конического элемента;
R , Rн – больший радиус по срединной и наружной поверхности эластичного конического элемента; r , rн – меньший радиус по срединной и наружной поверхности эластичного конического элемента; Sк – толщина эластичного конического элемента
. Расчет матрицы на прочность:
так как контейнер находится под внутренним давлением, то с целью безопасности эксперимента необходимо рассчитать его на прочность. Используя выводы расчета на прочность толстостенных цилиндров, нагруженных изнутри равномерным давлением [8], определили напряжения в тангенциальном направлении:
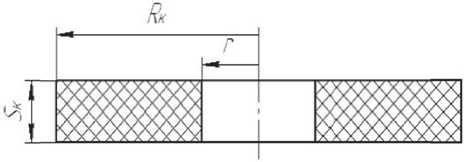
Рис. 4. Эластичный элемент в виде кольца: Rк – больший радиус кольца;
r – радиус отверстия в кольце; Sк – толщина кольца
Од = —
9 R
q 2 Г конт
■ конт
^^^^^^B
г 2 конт
+
q 2 Г конт Ri
- конт
R
■ конт
^^^^^^B
г 2 конт
Г 2 конт
< [ ^ 9 ] , (5)
нического эластичного элемента, а наружный радиус равен:
R
к
где Rконт , rконт – радиусы контейнера наружный и внутренний соответственно;
q2 – избыточное давление матрицы через заготовку на эластичный элемент, [ q 2 ] < 0,1 кг / мм 2 ;
[ ^ 9 ] - предельное значение напряжения в тангенциальном направлении.
r 2 + ( ^^Г > 1 , sin a
. Для процессов формообразования эластичным элементом конической формы (см. рис. 3) будем считать, что схема сжатия эластичного конического элемента в виде толстостенной оболочки эквивалентна сжатию эластичного элемента в виде кольца (см. рис. 4).
При этом примем, что толщина толстостенной конической оболочки равна толщине эластичного элемента в виде кольца, внутренний радиус кольца равен наименьшему радиусу ко-
где r « гн - Sк, т.к. гн > Sк .
Выражение получено из условия равенства площадей по срединной поверхности конической эластичной оболочки и эластичного кольца. Предлагаемая модель позволяет рассчитать размеры эластичного конического элемента в виде толстостенной оболочки, если его размеры Rк , rн , H определены геометрией заготовки.
При применении способов необходимо определить толщину эластичного элемента кроме использования формулы (4) еще из дополнительных условий. Рассмотрим их.
. Обеспечение отсутствия заполнения эластичными элементами зазора Δ . Рассмотрим схему действия сил в области зазора между подвижными секторами (см. рис. 5).
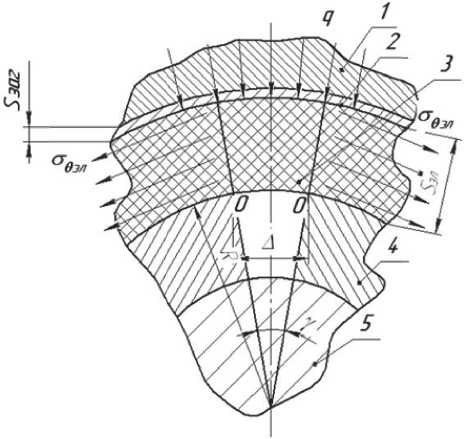
Рис. 5. Схема действия сил на эластичный элемент в области зазора между подвижными секторами:
1 – матрица; 2 – заготовка; 3 – эластичный элемент;
4 - подвижный сектор; 5 - конус; А - зазор между секторами; у - угол наклона; R - радиус до наружной поверхности секторов; Sэл – толщина эластичного элемента; Sзаг – толщина заготовки;
О9эл . - тангенциальное напряжение растяжения эластичного элемента;
q – суммарное давление на эластичный элемент
Суммарное давление эластичной среды равно (согласно принципу суперпозиции):
q = q i + q 2 + q 3 , (11)
где q 1 – давление заготовки на эластичный элемент;
q 2 – избыточное давление матрицы через заготовку на эластичный элемент, [ q 2 ] < 0,1 кг / мм 2.
Составляющая сжатия от напряжения растяжения эластичного элемента:
Y q 3 = ^ 6 Эл Sin- ,
где у = arctg
А
2 R
заг
(см. рис. 5),
где Rзаг – радиус цилиндрической заготовки. Из уравнения Лапласа [9]:
_ мзаг q1 = D °63аг ,
R заг
где ^ е заг - О в - тангенциальное напряжение растяжения в заготовке.
С учётом выражений (8 ^ 13) равенство (7)
примет вид:
, (
О р эл . • S эл . ^ q 2
У
S заг R заг
• Y I А 2
О 9 + ^ б эл . srnj J у. (14)
Чтобы эластичный элемент не продавливался в зазор А , необходимо соблюдать равенство моментов от действия растягивающих и сжимающих сил относительно сечений перпендикулярных плоскости чертежа и проходящих через точки «0».
MP = MСЖ , (7) где MP , MСЖ – изгибающие моменты соответственно от растягивающих и сжимающих сил на единицу ширины.
В первом случае имеем:
М р = а м . • -эл . , (8)
где О9эл - напряжение растяжения в эластич- ном элементе.
Во втором случае:
w _ а А
Мсж = q • А • 2 ,
где А - зазор между подвижными секторами.
Величина зазора определяется из условия:
2nR 1 - 2 n ro N
где N – число секторов;
R1 – радиус по наружной поверхности подвижных секторов в момент окончания деформации в сечении, которое в исходном состоянии находилось в плоскости разъема матрицы с радиусом r0 .
Отсюда имеем:
А2
[ Я 2 + ^ заг / R заг " О 9 + О 9 эл ' ®1п ( / / 2 )]~
S эл . > ---------------------------------------- ^ . (15)
О б эл .
Условие (15) гарантирует отсутствие затекания эластичного элемента в зазоры между подвижными секторами. В противном случае процесс проводить нежелательно. Ограничения зависят и от относительной толщины заготовки, и от давления эластичной среды, на которое влияет величина вытесненного объёма (форма и размеры детали).
. Расчет толщины конической эластичной оболочки определяется исходя из необходимого давления. Для этого используются диаграммы сжатия эластичного элемента (резины), которые достаточно широко представлены (см. рис. 6). Условием выбора толщины и относительных размеров эластичного в виде кольца служит максимальная величина сжатия по толщине не превышающая 10-15% , при выбранном значении q2 (см. формулу 11).
Необходимо выполнить условие, чтобы величина сжатия резины не превышала в местах наибольшего деформирования более 30%.
Далее из рассчитанных толщин (см. формулу 4, 15 и см. рис. 6) выбирается наименьшая.
. Определение числа и размеров подвижных секторов. Схема для расчета представлена на рис. 7.
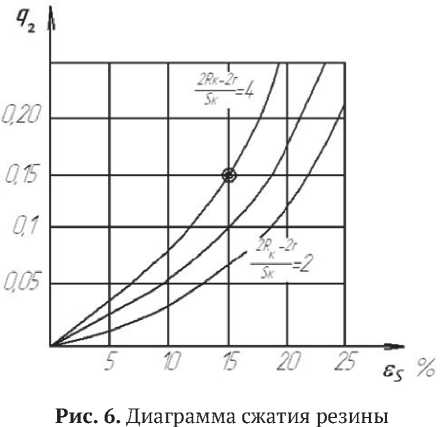
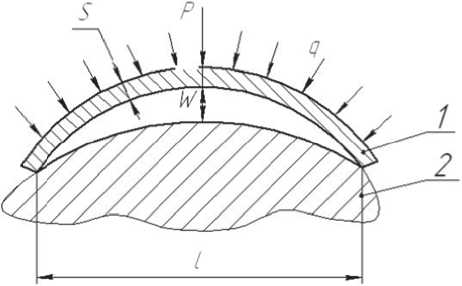
Рис. 7. Схема действия сил на подвижный сектор: P – результирующее усилие; q – давление эластичной среды;
1 – подвижный сектор; 2 – конус
Подвижные сектора 1 получены путем распила конической оболочки прилежащей к конусу 2,вдоль образующих на несколько частей. Поэтому при движении вдоль конуса отсечений меньшего диаметра к большему образуется зазор ϖ между внутренней поверхностью подвижного сектора 1 и поверхностью конуса 2.
Подвижный сектор должен передавать усилия от пресса при минимальной толщине, не деформируясь и не разрушаясь. Поэтому размеры сектора l, S должны быть согласованные с давлением среды q . Необходимым условием согласования этих параметров может быть равенство момента внутренних и внешних сил:
Ми = Мв ,(16)
где Ми , Мв – моменты внешних и внутренних сил.
Будем считать:
ми = P ■ l = q^-,(17)
"2
^ 2
M = ^0,2^-.(18)
Из условия (17; 18) имеем:
S
2 q ■ l 2
0,2
где l – ширина подвижного сектора в сечении наибольшего радиуса Rc. Его длина определяется:
, 2nRc l =-,
N
где N – число секторов.
Из равенств (19 и 20) можно определить:
N =
8 ⋅ q π 2 Rc 2
σ 0,2 S 2
. Рассчитываются усилия процессов формообразования эластичным буфером сложных деталей с подвижными секторами.
Схема к определению усилия представлена (см. рис. 8).
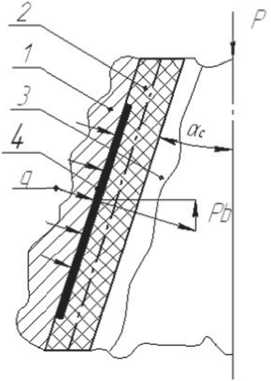
Рис. 8. Схема действия сил на подвижный сектор: 1 – матрица; 2 – эластичный элемент;
3 – подвижный сектор;
q – давление эластичной среды;
Рв – внутреннее усилие сопротивления;
Р – внешнее усилие; α c – угол конусности
Запишем условие равенства внешнего и внутреннего усилия:
Рв = Р , (22)
где Рв – результирующее внутреннее усилие.
Pe = K3qF ■ sin a c . (23)
При анализе назначения новых способов и оценке их технологичности важным является проработка методики проектирования элементов оснастки, так как это определяющая часть оснащения производства и оборудования с целью выполнения определенной задачи технологического процесса [10]. Обоснованная методика способствует повышению производительности; точности обработки, сборки и контроля; облегчению условий труда; сокращению количества и снижению квалификации рабочих; строгой регламентации длительности выполня- емых операций; расширению технологических возможностей оборудования; повышению безопасности рабочих и снижению аварийности.
Список литературы Проектирование штампованной оснастки для способа отбортовки из конической заготовки эластичной средой
- Ерисов Я.А., Гречников Ф.В. Математическая модель анизотропного упругопластического материала//Вестник Самарского государственного аэрокосмического университета. 2011. № 6(30). С. 73-80.
- Шляпугин А.Г., Попов И.П., Звонов С.Ю. Особенности процесса формообразования полых конических деталей из кольцевой заготовки//Известия ВУЗов. Авиационная техника. 2010. № 3. С. 75-76.
- Нестеренко Е.С., Попов И.П., Зимарёв М.В. Способ получения тонкостенных конических деталей в штампе с упругим элементом//Вестник Самарского государственного аэрокосмического университета. 2012. № 1(32). С. 161-169.
- Арышенский В.Ю., Гречникова А.Ф., Ерисов Я.А. Влияние параметров текстуры и структуры на предельное формоизменение обшивочных листов при обтяжке//Вестник Самарского государственного аэрокосмического университета. 2012. № 2(33). С. 142-148.
- Демьяненко Е.Г. Исследование возможностей процесса формовки в устройстве с применением разжимных секторов//Известия Самарского научного центра РАН. 2012. Т. 14. №6. С. 182-186.
- Патент РФ № 2493928 18.04.2012 зарегистрировано 27.09.2013 «Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы».
- Патент РФ № 128527 09.11.2012 зарегистрировано 27.05.2013 «Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы».
- Расчеты на прочность в машиностроении. Том 2. Некоторые задачи прикладной теории упругости. Расчеты за пределами упругости. Расчеты на ползучесть//С.Д. Пономарев, В.Л. Бидерман, К.К. Лихарев, В.М. Макушкин, Н.Н. Малинин, В.И. Феодосьев. М.: Государственное научно-техническое издательство машиностроительной литературы, 1958. 974 с.
- Теория ковки и штамповки: учебное пособие для студентов машиностроительных и металлургических специальностей вузов/Е.П. Унксов, У. Джонсон, В.Л. Колмогоров и др. . 2-е изд., перераб. и доп. М.: Машиностроение, 1992. 720 с.
- Совершенствование организации литейного производства авиационного предприятия на основе имитационного моделирования/В.И. Дровянников, И.Н. Хаймович, М.А. Фролов, Е.А. Ковалькова//Фундаментальные исследования. 2015. № 2-14. С. 3023-3028.
