Проектирование структуры технологических процессов на основе синтеза

Автор: Калякулин Сергей Юрьевич, Кузьмин Владимир Владимирович, Митин Эдуард Валерьевич, Сульдин Сергей Петрович, Тюрбеева Татьяна Борисовна
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Машиностроение
Статья в выпуске: 1, 2018 года.
Бесплатный доступ
Введение. Процесс автоматизации проектирования структуры технологических процессов достаточно сложен в виду множества разработанных, но слабо формализованных правил проектирования и динамичности схем их применения. Вследствие этого разработанные в настоящее время системы используют эвристические алгоритмы формирования структур. Целью работы является повышение уровня проектирования структуры технологических процессов на основе синтеза при решении задачи выбора конструкторско-технологических баз. Материалы и методы. В основе полученных научных результатов лежат фундаментальные положения теории базирования, технологии машиностроения, теории графов, теории моделей, методологии проектирования ТП механической обработки, логики предикатов и исчисления высказываний. Результаты исследования. Установлены связи между параметрами структуры технологических процессов и выбором конструкторско-технологических баз. Описана математическая постановка задачи оптимизации выбора конструкторско-технологических баз при решении задачи на графе и выбором конструкторско-технологических баз. Описана математическая постановка задачи оптимизации выбора конструкторско-технологических баз при решении задачи на графе. Обсуждение и заключения. Задачи, решенные в данной статье, позволяют сделать шаг к повышению уровня проектирования структуры технологических процессов на основе синтеза при выборе конструкторско-технологических баз. Реализация в системах автоматизированного проектирования технологических процессов описанной в статье задачи позволит повысить общий уровень автоматизации проектирования данных процессов проектирования структуры технологических процессов на основе синтеза при выборе конструкторско-технологических баз. Реализация в системах автоматизированного проектирования технологических процессов описанной в статье задачи позволит повысить общий уровень автоматизации проектирования данных процессов.
Технологический процесс, структура, синтез, система, бинарное отношение, алгоритм, поверхность
Короткий адрес: https://sciup.org/14720285
IDR: 14720285 | УДК: 621.9 | DOI: 10.15507/0236-2910.028.201801.077-084
Designing the structure of technological processes based on synthesis
Introduction.The aim of the work is to develop an algorithm for designing a process based on synthesis. Materials and Methods. The paper gives an account of developing the structure of technological processes in an automated mode. The authors demonstrate the complexity of the formalization. Many factors must be taken into account when developing it. An algorithm was developed that makes it possible to solve the problems based on synthesis of technological processes. Results. The authors found the relationship between the parameters of the structure of technological processes based on the formation of a set of permissible transitions. The relationships between structural parameters, such as "surface-technological methods", "method-machine", "tool-tool-tool" are revealed. A generalized algorithm based on the synthesis of the technological process of machining is developed. Discussion and Conclusions. The present study allows slem forward increasing the level of automation of calculating parameters in computer aided design systems. The implementation of the algorithm of designing technological processes developed on the basis of synthesis will allow increasing the overall level of automation of technological processes design.
Текст научной статьи Проектирование структуры технологических процессов на основе синтеза
Процесс автоматизации проектирования структуры технологических процессов (ТП) достаточно сложен в виду множества разработанных, но слабо формализованных правил проектирования и динамичности схем их применения. Вследствие этого разработанные в настоящее время системы используют эвристические алгоритмы формирования структур. Данные алгоритмы, как правило, ориентированы на небольшое количество возможных производственных операций и не позволяют сделать данные системы адаптивными и широко тиражируемыми, а решения, которые формирует система, требуют корректирования. Для проектирования структуры необходимо ввести в систему большое количество информации о производственной среде и изготавливаемом изделии. Режим диалога, встроенный в систему, позволяет вводить исходную информацию, корректировать принятые решения и производить ряд других операций. Однако в том случае, если алгоритмы не предназначены для конкретной производственной ситуации, невозможно достичь повышения эффективности проектирования структуры ТП даже при использовании диалогового режима. Оперативное внесение изменений и дополнений в разработанную систему проектирования также не всегда возможно.
Обзор литературы
Под ТП понимается система, для которой характерны понятия структуры и параметров [1]. Структурный аспект добавляется к определению ТП, поскольку на уровень развития технологии влияют не только методы обработки, но и структуры. На основе этого уточняются технологические понятия. Дальнейшее развитие понятие структуры ТП получило в работах В. Д. Цвет-кова1. По его мнению, данная структура состоит из 3-х основных составляющих: функциональной (которая определяет порядок переходов из одного состояния детали в другое), пространственной и временной. В. В. Борзенков, в свою очередь, описывает топологические свойства макроэлементов, структуры деталей в системе автоматизированного проектирования (САПР) ТП [2].
Выбор структуры в частично автоматизированном режиме стал возможным только в начале 1980-х гг., когда мощность ЭВМ позволила частично решить данную проблему. Большое количество работ посвящено выбору структуры в автоматизированном режиме; многие из них получили практическое применение. Например, А. А. Саратов разработал оригинальный алгоритм структурно-параметрического синтеза производственного расписания, оптимизированный по критерию минимизации издержек производства при задержке выполнения заказов [3]. Н. В. Беляков разработал методику выбора комплектов технологических баз на операциях механической обработки машиностроительных деталей [4–5]. В. Н. Бровцин предложил метод адаптивного управления и структуры настраиваемых моделей технологических процессов сельскохозяйственного производства [6]. З. Т. Акашев описывал методологию совершенствования и выбора структу-
MORDOVIA UNIVERSITY BULLETIN 1^1 ры технологических процессов горнодобывающих предприятий [7].
Одной из первых работ в области формализации накопленных знаний является диссертация А. А. Саратова2, в которой автор продемонстрировал взаимосвязь между выбором технологических баз и последующим синтезом геометрической схемы ТП. Данная схема состоит из совокупности поверхностей (заготовки, готовой детали, предварительно обработанных поверхностей), а также соотношений и размеров, которые связывают поверхности между собой. ТП в геометрическом отношении может быть представлен в виде результата последовательного совмещения режущих и установочных элементов инструмента и приспособления с обрабатываемыми и базирующими поверхностями детали. Продолжением данного подхода стали работы В. В. Кузьмина и Д. Е. Максимовского [8–9], которые рассматривали способы выбора технологических баз для корпусных деталей в автоматизированном производстве с использованием САПР ТП.
Материалы и методы
В статье предложен метод проектирования структуры ТП на основе синтеза. В основе полученных научных результатов лежат фундаментальные положения теории базирования, технологии машиностроения, теории графов, теории моделей, методологии проектирования ТП механической обработки, логики предикатов и исчисления высказываний.
Результаты разработанного метода рекомендуется использовать при проектировании структуры ТП в автоматизированном режиме в САПР ТП.
Результаты исследования
Выбор структуры ТП для корпусных деталей на основе синтеза пред- ставляет собой многовариантную задачу в силу особенностей их геометрической структуры: деталь ограничена большим количеством обрабатываемых и необрабатываемых поверхностей π. Поэтому количество комплектов технологических баз (КТБ), формируемых на поверхностях π, достаточно велико по сравнению с деталями типа тела вращения. В последнем случае КТБ формируются однозначно (либо ось центровых отверстий при обработке в центрах, либо поверхности торцов при обработке в патроне с переуста-новом), а технологические базы при первых операциях назначаются в зависимости от типа производства (либо на универсальных, либо на фрезерно-центровальных станках). По сути, решение задачи разработки структуры ТП на основе синтеза в первую очередь должна сводиться к выбору технологических баз детали, для которой разрабатывается структура [10].
При выборе КТБ необходимо учитывать многочисленные ограничения и критерии, которые определяют набор свойств. К важнейшим из них относятся:
‒ лишение заготовки детали 6-и степеней свободы при установке в приспособлении по выбранным поверхностям КТБ;
‒ наиболее удобная и экономичная конструкция приспособления;
‒ обеспечение заданной точности замыкающих звеньев (размеров на чертеже с допусками) для составляющих звеньев размерных цепей, которые определяются выбранными технологическими базами;
‒ свойство оптимальности по критерию количества переустановов.
Выбор оптимального варианта зависит от многочисленных факторов: серийность и уровень автоматизации производства, точность технологической системы (станок и технологическая оснастка), се- бестоимость и цикл обработки, точность размеров заготовки, структура поверхностного слоя главных поверхностей.
Рассмотрим перечисленные ограничения и критерии при выборе КТБ на примере корпусной детали (рис. 1).
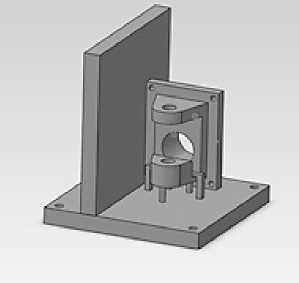
Р и с. 1. Деталь типа корпус
F i g. 1. Body type part
Сформулируем задачу выбора (КТБ) в виде экстремальной задачи на графе.
Пусть задан граф
G = { PU, (1)
где P – множество вершин, отражающих состояния поверхностей в процессе обработки от заготовки до окончательной обработки; U – множество дуг, отражающих размерные связи между поверхностями (конструкторские, технологические, размеры припусков и заготовки).
Конструкторские размеры и припуски являются замыкающими звеньями размерных цепей, а технологические размеры и заготовки – составляющими. Подчеркнем, что любому замыкающему звену соответствует только одна размерная цепь.
В графе G выделим на основе моделирования возможных КТБ подграф GT ∈ G , который отражает возможности обработки поверхностей с различных технологических баз (или технологический подграф).
Требуется найти граф G TÏ ∈ G Ò , обладающий свойством оптимальности по критерию W, который определяет число его уровней.
Рассмотримсвойстваподграфа GТП = = { PТП,UТП }, необходимые для постановки экстремальной задачи на графах.
-
1. Множество вершин подграфа GТП и графа GТ совпадают, т. е. PТП = PТ .
-
2. В каждую вершину подграфа GТП , кроме вершин заготовки, входит одна дуга технологического размера или размера заготовки.
-
3. Ни одна дуга, принадлежащая составляющим звеньям, не может соединять вершины, принадлежащие одной и той же поверхности.
-
4. Для каждого замыкающего звена существует только одна размерная цепь.
-
5. Свойство оптимальности по критерию W ( GТП ), определяющее минимальное число его уровней (число пе-реустановов), т. е.
-
6. Обеспечение заданной точности конструкторских размеров выполняется путем проверки выполнения неравенства: допуски на конструкторские размеры не должны быть меньше суммы допусков на составляющие звенья размерных цепей, замыкающих конструкторский размер.
Свойства 1–4 являются основными свойствами подграфа GТП .
Для формулировки экстремальной задачи на графах требуется установить дополнительные свойства подграфа GТП .
W (Gm ) = minW (Gm ( k )) . (2)
G Tn G GT
Для проверки этого условия необходимо выполнить следующие этапы алгоритма:
‒ для каждого конструкторского размера (замыкающего звена) определить размерную цепь;
‒ определить по чертежу показатели точности g конструкторских размеров;
‒ определить по справочной информационной базе показатели точности технологических размеров, размеров заготовки (другими словами, выполнить взвешивание дуг составляющих звеньев показателями точности относительного положения поверхностей в результате обработки поверхности pj на основе технологической базы pi ), а также показатели точности линейных размеров, обеспеченных технологическими методами обработки на различных этапах (черновое, получистовое, чистовое, финишное);
‒ выполнить суммирование f погрешностей составляющих звеньев размерной цепи алгебраическим методом (если обработка поверхностей выполняется на основе одной технологической базы, то погрешности базирования компенсируются);
‒ выполнить проверку условия f < g , т. е. погрешность замыкающего звена, указанная на чертеже, должна быть больше суммы погрешностей составляющих звеньев соответствующей размерной цепи; если условие не выполняется, то ТП не удовлетворяет свойству 6.
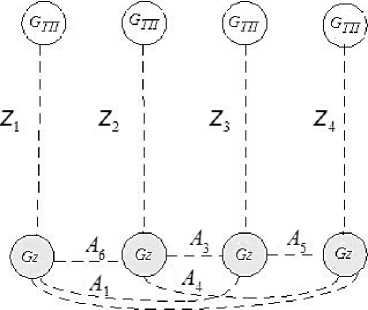
Математическая постановка задачи оптимизации выбора технологических баз õ в зависимости от перечисленных выше факторов используют критерий оптимальности W ( x ) по количеству пе-реустановов и ограничения Ω( x ). Оптимизация структуры ТП с формальной точки зрения зависит от расположения μ составляющих звеньев размерных цепей относительно замыкающих звеньев. При этом структура замыкающих звеньев является фиксированной для рассматриваемой задачи, а расположение μ определяется выбором подграфа GТП . Структура замыкающих звеньев GZ применительно к корпусной детали показана на рис. 2.
А2
Р и с. 2. Структура замыкающих звеньев применительно к корпусной детали ( А – конструкторские размеры; Z – размеры межпереходных припусков)
F i g. 2. The structure of closing links in relation to a body part ( А – design dimensions;
Z – dimensions of intertransport allowances)
Обсуждение и заключения
Разработана математическая постановка задачи выбора КТБ на основе синтеза структуры ТП, представленного в виде классической задачи выделения из заданного технологического графа GТ подграфа GТП с заданными свойствами:
На основе анализа исходного графа методами размерного анализа можно обосновать следующие рекомендации:
‒ при выборе структуры ТП на основе синтеза нецелесообразно использовать различные технологические базы (смену баз) на необработанных поверхностях;
‒ при выборе структуры ТП на основе синтеза и использовании критерия оптимальности (неравномерности припуска главных поверхностей) в качестве технологических баз при первых операциях целесообразно использовать главные поверхности в состоянии заготовки.
Поступила 14.12.2017; принята к публикации 11.01.2018; опубликована онлайн 20.03.2018
Все авторы прочитали и одобрили окончательный вариант рукописи.
Mechanical engineering 83
Submitted 14.12.2017; revised 11.01.2018; published online 20.03.2018
About the authors:
All authors have read and approved the final version of the manuscript.
Список литературы Проектирование структуры технологических процессов на основе синтеза
- Селиванов С. Г. Каскадный метод оптимизации проектных технологических процессов в АСТПП на основе использования искусственных нейронных сетей//Вестник Уфимского государственного авиационного технического университета. 2014. Т. 18, № 3. С. 170-174. URL: https://elibrary.ru/item.asp?id=22670806
- Борзенков В. В. Топологические свойства макроэлементов, огтсыщающих структуру деталей в САПР ТП механической обработки//Сб. мат-лов науч.-практ. конф. с междунар. участием. 2013. С. 18-21. URL: https://elibrary.ru/item.asp?id=22658937
- Саратов А. А. Конкурентный метод синтеза производственных расписаний//Известия тульского государственного университета. Технические науки. 2014. № 3. С. 104-110. URL: https://elibrary.ru/item.asp?id=21770365
- Новиков О. А., Байбаков С. В. Методика выбора технологических баз при проектировании технологических процессов механической обработки//Управление качеством в нефтегазовом комплексе. 2009. № 4. С. 73-75. URL: https://elibrary.ru/item.asp?id=12981272
- Байбаков С. В. Система комплексной автоматизации технологической подготовки производства//Программные продукты и системы. 2010. № 1. С. 28. URL: https://elibrary.ru/item.asp?id=14870189
- Бровцин В. Н. Выбор метода адаптивного управления и структуры настраиваемых моделей технологических процессов сельскохозяйственного производства//Технологии и технические средства механизированного производства продукции растениеводства и животноводства. 1996. № 66. С. 45-54. URL: https://elibrary.ru/item.asp?id=23067702
- Акашев З. Т. Методология совершенствования и выбора структуры технологических процессов горнодобышающих предприятий//Тяжелое машиностроение. 2005. № 12. С. 17-19. URL: https://elibrary.ru/item.asp?id=9482961
- Кузьмин В. В., Максимовский Д. Е. Выбор технологических баз на основе решения прямой задачи размерного анализа//Вестник МГТУ «СТАНКИН». 2012. № 2. С. 64-69. URL: https://elibrary.ru/item.asp?id=17847920
- Maksimovskii D. E. Automation of process design by design-technological parameterization//Russian Engineering Research. 2011. Vol. 31, no. 9. С. 870-872. URL: https://elibrary.ru/item.asp?id=24009566
- Kalyakulin S. Yu. Algorithm for calculating the parameters of the initial blank in the SITEP MO automated design system//Russian Engineering Research. 2014. Vol. 34, no. 11. С. 713-715. URL: https://elibrary.ru/item.asp?id=24009566
