Проектирование установки по переработке медицинских отходов термохимическим методом

Автор: Денисенко А.Ф., Якимов М.В., Борисова К.Р.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.25, 2023 года.
Бесплатный доступ
В статье рассмотрены вопросы, связанные с разработкой конструкции установки по переработке медицинских отходов, работающей на основе термохимического метода. Особое внимание уделено режущей оснастке, применяемой в установке. Постановка задачи формулируется следующим образом: спроектировать установку, позволяющую реализовать возможность переработки медицинских отходов термохимическим методом; предложить варианты конструкции режущей оснастки установки и обосновать выбор материала ножей на основании конечно-элементного моделирования. Предложена конструкция установки, состоящей из основания, на котором расположен электродвигатель, движение от которого с помощью клиноременной передачи передается на привод инструментальной оснастки. Переработка и обеззараживание медицинских отходов осуществляется в стерилизационной камере. Стерилизационная камера и связанный с ней бак являются конструктивно наиболее сложными. Основными элементами конструкции бака являются: основание, стерилизационная емкость и крышка. Непосредственная переработка медицинских отходов осуществляется посредством вращения роторного узла, несущего инструментальную оснастку. В предлагаемой установке инструментальная оснастка включает в себя четыре подвижных горизонтальных и два вертикальных ножа. В процессе переработки медицинских отходов рабочие поверхности горизонтальных ножей подвергаются воздействию ряда факторов, проводящих к их интенсивному износу. В статье предлагаются несколько вариантов конструкций ножей, позволяющих увеличить их долговечность. С целью проверки правильности выбора материала и влияния условий эксплуатации была разработана КЭ модель процесса нагрева ножа под действием силы трения, вызываемой сходящей по передней поверхности стружкой из полиэтилена. Расчет выполнялся для двух материалов ножа: углеродистая сталь и серый чугун. Результаты моделирования показали, что по ряду критериев наиболее предпочтительным материалом ножей является серый чугун. Использование чугуна позволит обеспечить быстрое достижение необходимого значения температуры в стерилизационной камере, а меньшие внутренние напряжения снизят вероятность разрушения ножа. Для повышения надежности установки приведены варианты конструкции подвижных ножей как элементов, подвергающихся наиболее интенсивному износу.
Медицинские отходы, переработка, термохимический метод, конструкция, установка, температура, ножи
Короткий адрес: https://sciup.org/148327525
IDR: 148327525 | УДК: 614.75 | DOI: 10.37313/1990-5378-2023-25-4(2)-216-225
Design of a machine for processing medical waste by the thermochemical method
The article deals with issues related to the development of the design of a medical waste processing machine based on the thermochemical method, special attention is paid to the cutting equipment used in the machine. The problem statement is formulated as follows: to design a machine that allows realizing the possibility of processing medical waste by the thermochemical method; offer design options for the cutting equipment of the machine and justify the choice of knife material based on finite element modeling. The design of the machine is proposed, consisting of a base on which an electric motor is located, the movement from which is transmitted by means of a V-belt transmission to the tooling drive. Processing and disinfection of medical waste is carried out in a sterilization chamber. The sterilization chamber and the tank associated with it are structurally the most complex. The main structural elements of the tank are the base, the sterilization container and the lid. Direct processing of medical waste is carried out by rotating the rotary assembly with tooling. In the proposed machine tooling includes four movable horizontal and two vertical knives. During the processing of medical waste, the working surfaces of horizontal knives are exposed to a number of factors that lead to their intensive wear. The article offers several designs of knives to increase their durability. In order to check the correctness of the choice of material and the influence of operating conditions, a FE model was developed for the process of heating a knife under the action of a friction force caused by polyethylene chips descending along the front surface. Calculations were made for two knife materials: carbon steel and gray cast iron. The simulation results showed that, according to a number of criteria, gray cast iron is the most preferred knife material. The use of cast iron will ensure the rapid achievement of the required temperature in the sterilization chamber, and lower internal stresses will reduce the likelihood of knife breakage. To improve the reliability of the machine, design options for movable knives that are subject to the most intense wear are given.
Текст научной статьи Проектирование установки по переработке медицинских отходов термохимическим методом
Медицинские отходы являются одной из наиболее опасных форм отходов, особенно если они не обрабатываются перед утилизацией. Есть много материалов, которые не могут поступать на свалки или на обычные установки по получению энергии из муниципальных отходов,
потому что им требуются гораздо более высокие температуры и больше времени для уничтожения патогенных микроорганизмов, которые могли загрязнить материалы [1].
Правила обращения с медицинскими отходами регламентируются санитарными правилами и нормами N2.1.7.2790-10 от 12 декабря 2010 года «Санитарно-эпидемиологические требования к обращению с медицинскими отходами» [2].
Одним из способов переработки несортированных медицинских отходов является термохимический способ, когда загруженные в стерилизационную камеру отходы измельчаются быстровращающимися в горизонтальной плоскости массивными острыми ножами. Одновременно, за счет трения измельчаемых отходов о ножи и стенки камеры происходит их нагревание до 150…160°С, обеспечивая равномерное проникновение тепла до сердцевины частиц. Обеззараживание отходов обеспечивается вследствие их нагрева и контакта с продуктами распада гипохлорита натрия (газообразным хлором и окисью хлора), который впрыскивается в камеру [3,4].
Существуют установки, реализующие указанный метод, и представлены они итальянскими специализированными фирмами-производителями [5,6].
Разработка конструкции отечественной установки, работающей на основе термохимического метода, является актуальной задачей.
ПРОЕКТИРОВАНИЕ УСТАНОВКИ
ПО ПЕРЕРАБОТКЕ МЕДИЦИНСКИХ ОТХОДОВ ТЕРМОХИМИЧЕСКИМ МЕТОДОМ
В работе [7] на основании анализа морфологического и структурного состава отходов лечебно-профилактических учреждений сформулированы основные критерии, определяющие выбор компоновки роторных систем по переработке медицинских отходов, и рекомендации по конструкции инструментальной наладки.
В отличие от итальянских установок Newster – 5 и Newster – 10 [8], в которых для реализации цикла переработки используется ступенчатый привод вращения ротора за счет применения двухскоростного электродвигателя, проектируемая установка будет оснащена бесступенчатым регулированием частоты вращения ротора путем применения частотно – регулируемого привода. Это позволит обеспечить плавный разгон, торможение и реверс ротора, а также реализовать поддержание необходимой температуры в стерилизационной камере за счет выбора оптимальной частоты вращения ножей.
Общий вид установки показан на рис. 1.
На основании 1 расположены все основные узлы установки. Источником движения являет- ся электродвигатель 6. Движение с электродвигателя передается с помощью клиноременной передачи на привод 3, приводящий во вращение узел инструментальной оснастки 5. Переработка и обеззараживание медицинских отходов осуществляется в стерилизационной камере, входящей в состав бака 2. Выгрузка продуктов переработки осуществляется через лоток выгрузки 4. По периметру основания установки выполнен защитный каркас 7.
Наиболее сложной конструкцией является бак со стерилизационной камерой (рис. 2). Основными элементами конструкции бака являются: основание 1 ; стерилизационная емкость 2 , крышка 3 .
Основание 1 литое, выполнено из чугуна, обеспечивает крепление бака к плите. Оно имеет окно прямоугольного сечения, через которое осуществляется выгрузка продуктов переработки. Также в основании 1 выполнены отверстия для подачи 9 и отвода потоков охлаждающего воздуха, и отверстия для размещения нагревательных элементов 11 .
Стерилизационная емкость 2 крепится к основанию 1 с помощью присоединительного фланца 4 и прижимного кольца 7. Фланец 4 сверху закрыт специальным кожухом 5 , исключающим скопление не переработанного материала на дне стерилизационной камеры. В нижней части стерилизационной ёмкости выполнены места для крепления неподвижных ножей 6 . Стерилизационная емкость 2 имеет окно для выгрузки продуктов переработки, а также отверстия для размещения инжекторов впрыска дезинфицирующего состава и отверстие для датчика температуры. Верхняя часть ёмкости 2 имеет площадку, предназначенную для закрепления петли крышки 3 . В указанной площадке выполнено отверстие для отвода вредных газообразных выбросов через трубу 8 , образующихся при переработке медицинских отходов. Труба 9
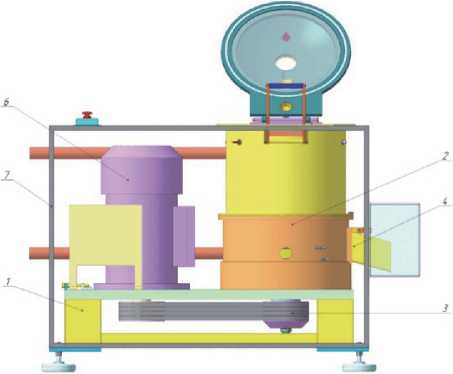
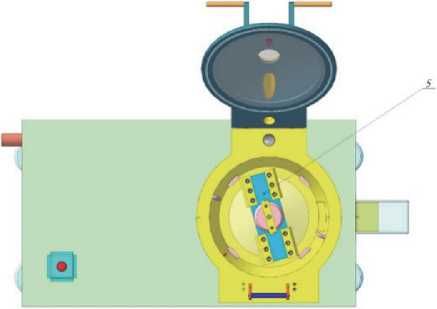
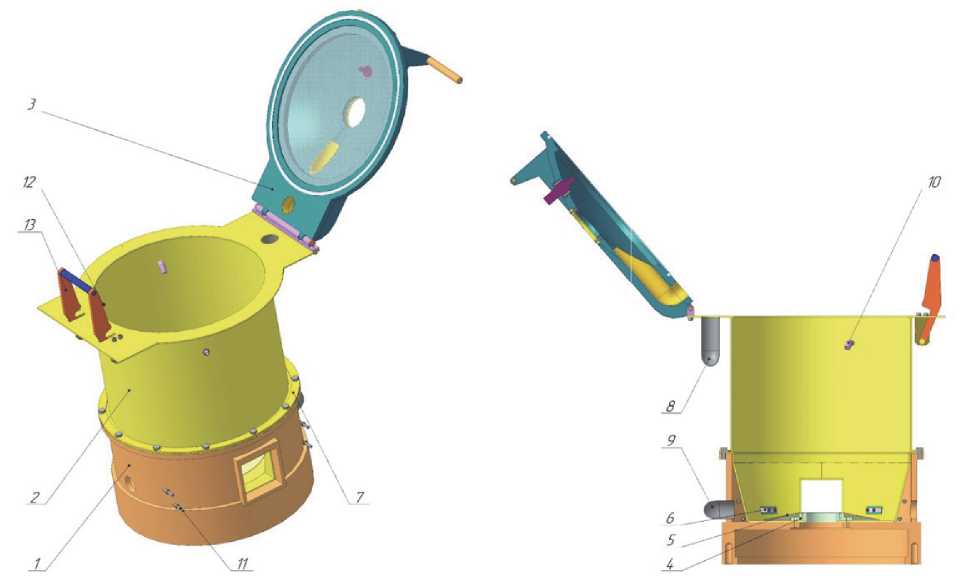
Рис. 2. Устройство бака со стерилизационной камерой
предназначена для подвода воздуха, охлаждающего нижнюю часть емкости 2 , размещенной внутри основания 1 . Подача дезинфицирующего раствора в зону переработки осуществляется через инжекторы 10 . Нижняя часть стерилизационной емкости 2 подогревается электрическими нагревательными элементами 11 , что позволяет быстрее достичь необходимой температуры в зоне переработки. Контроль температуры осуществляется посредством датчика 12 . Крышка стерилизационной камеры фиксируется в закрытом положение посредством запорного механизма 13 .
Крышка бака (рис. 3) состоит из литого чугунного корпуса 1 с двумя продольными ребрами жесткости. Корпус крышки имеет смотровое отверстие, закрытое диском из органического стекла 2, который фиксируется прижимным кольцом 3. Также в корпусе выполнены два отверстия, в которые устанавливается труба для отвода паров и вредных газообразных выбросов, образующихся при переработке медицинских отходов.
Роторный узел (рис. 4) предназначен для передачи крутящего момента от приводного электродвигателя к узлу инструментальной оснастки. Движение от приводного электродвигателя посредством клиновой ременной передачи приходит на шкив 1 и далее через шлицевое соединение передается на ротор 2 .
Ротор установлен на двух конических двухрядных роликовых подшипниках 3. В опорах используется консистентная смазка. Для удержания смазки в верхней опоре используется
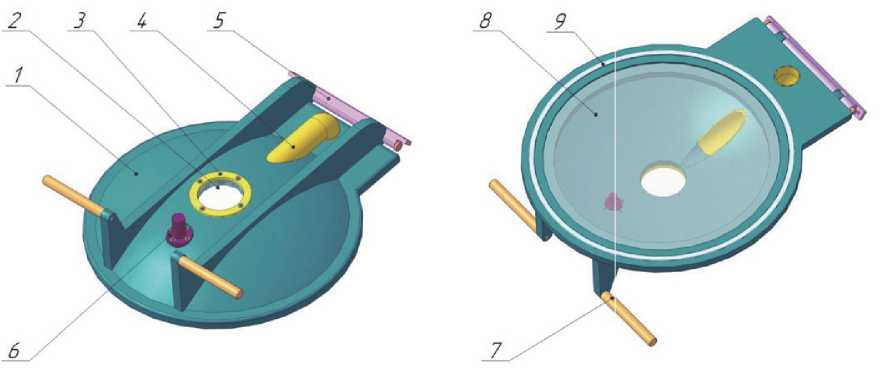
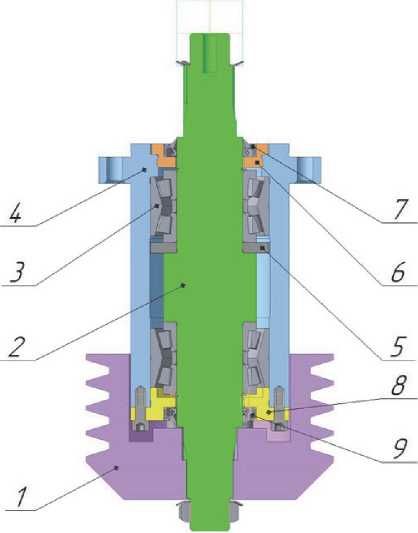
Рис.4. Роторный узел кольцо 5. Корпус 4 роторного узла выполнен в виде гильзы с фланцевым элементом на одной из сторон. Верхняя крышка корпуса 6 резьбовая, в расточке крышки установлена резинометаллическая манжета 7. Нижняя крышка 8 крепится к корпусу на винтах и также имеет место под установку манжеты 9.
В процессе переработки медицинских отходов рабочие поверхности ножей подвергаются воздействию высоких контактных давлений, а взаимодействие с обрабатываемым материалом и реагентами из окружающей среды сопровождается протеканием физико-химических
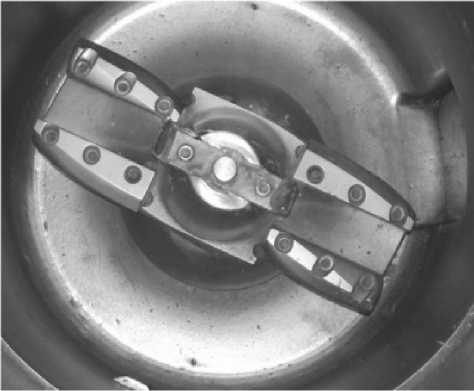
Рис. 5. Износ подвижных ножей установки Newster – 5
процессов – адгезии, диффузии, окисления и коррозии, что приводит к их интенсивному износу (рис. 5).
Подвижный нож установки Newster – 5 (рис. 6) выполнен из листовой стали, габаритные размеры 120 х 43,5 х 20 мм, масса 0,647 кг. Для крепления ножа к траверсе в нем имеются три отверстия. Геометрия режущей части имеет передний угол γ =60° и задний угол α =30°. Нож обладает одной режущей кромкой.
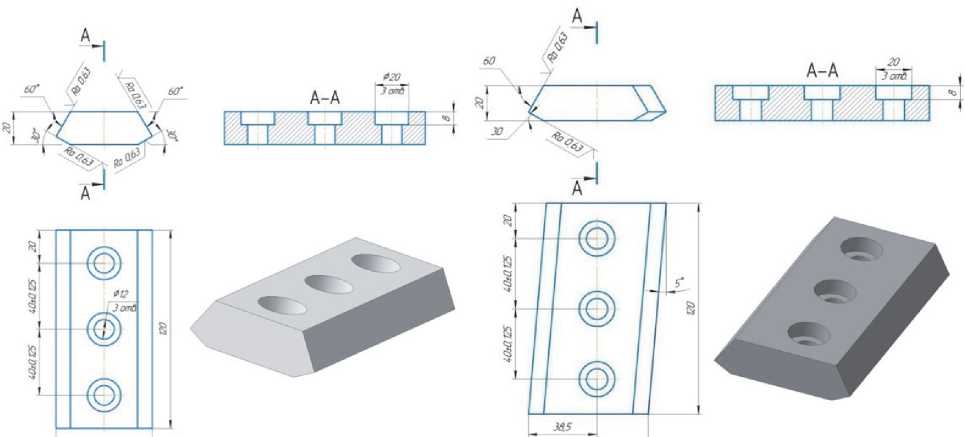
Для повышения долговечности ножей, предлагаются следующие варианты их конструкции.
Первый предлагаемый вариант конструкции подвижного ножа (рис. 7,а) подразумевает симметричность ножа в продольной плоскости и наличие двух режущих кромок.
Габаритные размеры 120 х 57 х 20мм, масса 0,822 кг. Способ крепления и геометрия ре-
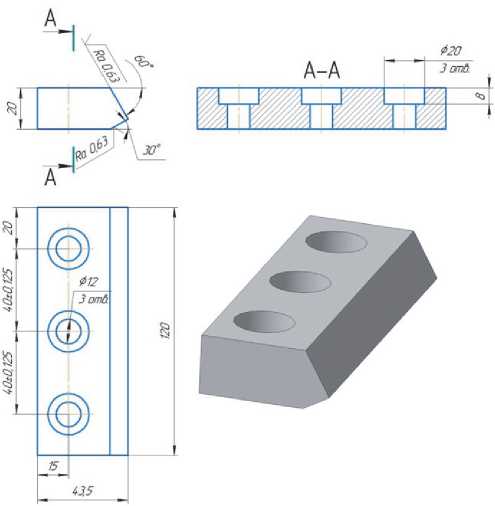
Рис. 6. Подвижный нож установки Newster – 5
^--- Г « ---J
а) б)
Рис. 7. Варианты конструкции подвижного ножа
жущей части остались без изменений. Наличие двух режущих кромок, позволяет увеличить долговечность ножа в два раза, за счет переустановки.
Второй предлагаемый вариант конструкции подвижного ножа (рис. 7,б) имеет две режущие кромки и форму параллелограмма в горизонтальном продольном сечении. Габаритные размеры 120 х 67 х 20, масса 1 кг. Преимущество данной конструкции ножа заключается в том, что наклон режущей кромки в горизонтальной плоскости позволит частично компенсировать неравномерность износа и обеспечить большее число переточек.
ПОСТАНОВКА ЗАДАЧИ КОНЕЧНО-ЭЛЕМЕНТНОГО МОДЕЛИРОВАНИЯ
Для проверки правильности выбора материала и влияния условий эксплуатации была разработана КЭ модель процесса нагрева ножа под действием силы трения, вызываемой сходящей по передней поверхности стружкой из полиэтилена. Передняя поверхность выбрана в связи с тем, что она имеет существенно большую площадь, чем задняя, а также потому, что сход стружки по задней поверхности ножа затруднен в связи с особенностями крепления ножа к траверсе. Конструкция моделируемого ножа соответствует первому предлагаемому варианту (рис. 7, а).
Так как основной нагрев перерабатываемого материала в установке достигается за счет трения, то большое значение имеют обороты, с которыми вращаются ножи. В рассматриваемом случае принята частота вращения 3000 об/мин, что соответствует третьей фазе работы машины.
В связи со сложностью моделирование вращательного движения ножей в предлагаемой модели используется линейное движение ножа по поверхности плиты (рис.8). На поверхности ножа действует давление, эквивалентное пределу прочности измельчаемого материала. При моделировании рассматривается вариант взаимодействия поверхности ножа с плитой из полиэтилена, предел прочности которого составляет об = 2,5 МПа. Расчет выполнялся для двух материалов ножа: углеродистая сталь и серый чугун.
Коэффициент трения в парах чугун – полиэтилен и сталь – полиэтилен принимался равным 0,2. Температуры окружающей среды, ножа и плиты 22°С.
Скорость линейного движения определялась исходя из соображений, что при частоте вращения 3000 об/мин один оборот выполняется за 0,2 с, длина дуги окружности, по которой движется середина поперечного сечения ножа, составляет 754 мм.
АНАЛИЗ РЕЗУЛЬТАТОВ КОНЕЧНО-ЭЛЕМЕНТНОГО МОДЕЛИРОВАНИЯ
По результатам расчета анализировались суммарные деформации, напряжения и температурное поле ножа.
Расчет выполнялся за три шага:
-
1 шаг – прижим ножа к плите;
-
2 шаг – перемещение на 754 мм за 0,2 с;
-
3 шаг – перемещение в начальную позицию также за 0,2 с.
Первый шаг .
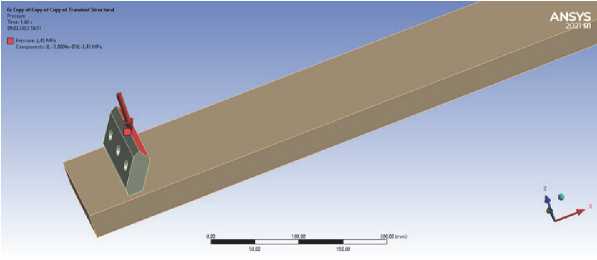
Рис. 8. Схема КЭ модели
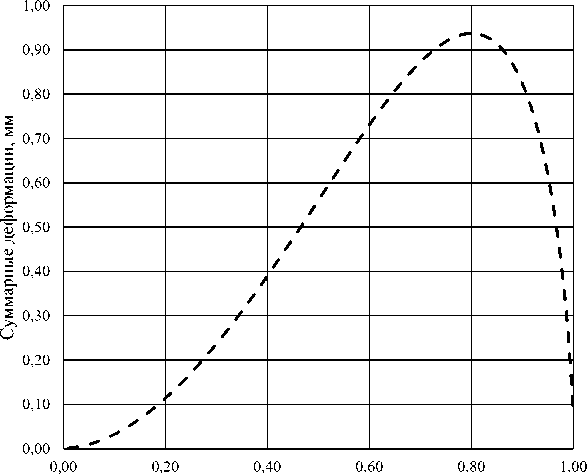
Максимальные деформации составляют 0,937 мм и возникают на 0,8 с шага нагружения (рис. 9).
На первом шаге расчета эквивалентные напряжения линейно возрастают до значения 5,35 МПа (рис. 10).
Второй шаг .
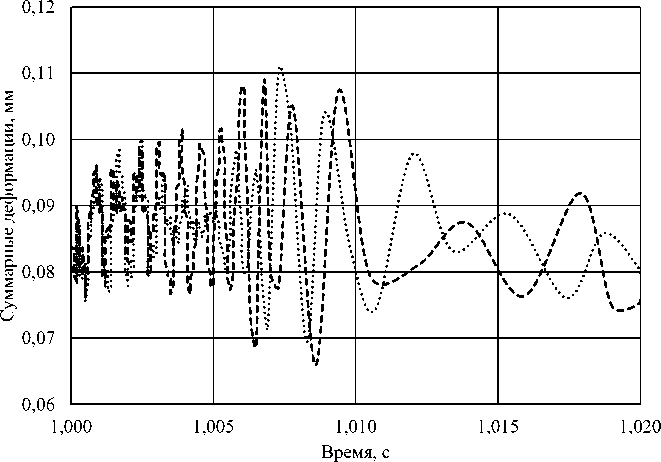
Сравнительный анализ суммарных деформаций ножа из стали и чугуна на втором и третьем шагах нагружения показал, что в целом изменение свойств материала модели не повлияло на характер изменения указанной величины (рис. 11).
Время, с
Рис. 9. Изменение суммарных деформаций в чугунном ноже на 1-ом шаге
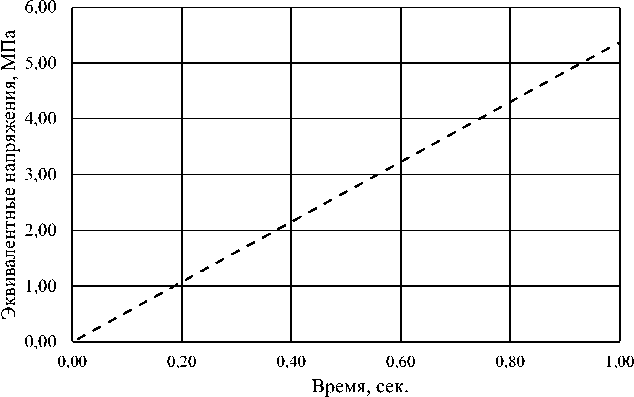
Рис. 10. Изменение эквивалентных напряжений в чугунном ноже на 1-ом шаге
Сталь ----Чугун
Рис. 11. Изменение суммарных деформаций на 2-ом шаге
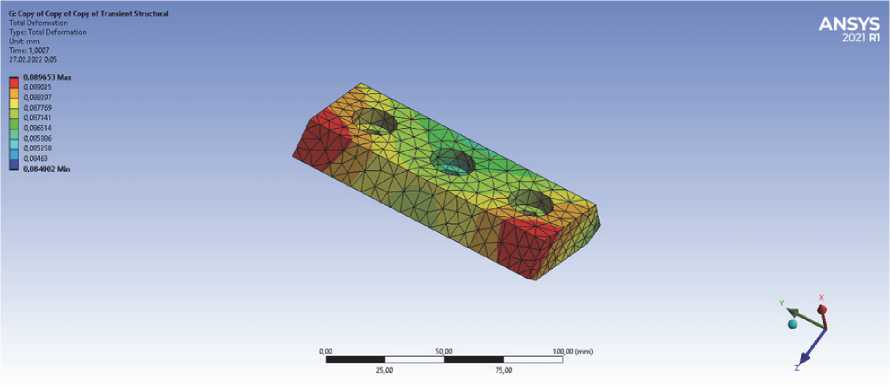
Рис. 12. Суммарные деформаций чугунного ножа на 2-ом шаге
Максимальные значения деформаций возникают при времени нагружения ∼ 1,007 с (рис. 11, 12).
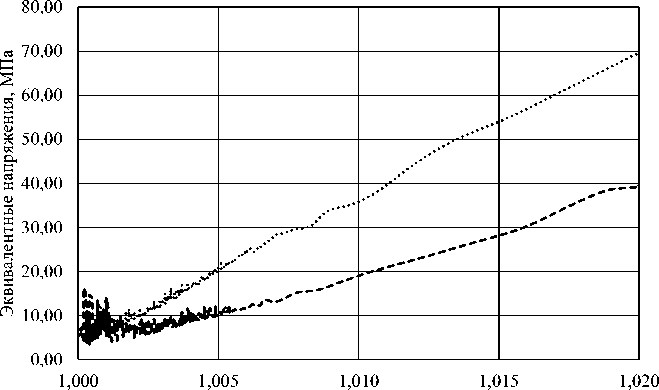
Эквивалентные напряжения (рис.13) на втором шаге на временном промежутке от 1 до 1,0073 с изменяются хаотично, но прослеживается закономерность к возрастанию. В тоже время, для стали характерны большие по величине эквивалентные напряжения. Так в конце второго шага максимальные эквивалентные напряжения для ножа из стали составляют - 69 МПа, а из чугуна - 39 МПа (рис.13).
Третий шаг .
Характер изменения деформаций близок к синусоиде, максимальное значение - 0,0202 мм, минимальное – 0,005 мм. Максимальные значения деформаций возникают при времени нагружения 1,0389 с (рис. 14, 15).
На 3-м шаге сохраняется соотношение между эквивалентными напряжениями для ножей из стали и чугуна: 134 МПа и 70 МПа, соответственно.
Температурное поле ножа начинает изменяться со второго шага, когда появляется движение ножа относительно плиты.
Изменение свойств материала ножа влияет также на температуру в зоне контакта, возникающую при движении ножа вследствие взаимодействия с плитой. Нож из чугуна в конце второго шага прогревается до температуры в зоне контакта равной 155°С, нож из стали только до 94°С (рис. 16). На третьем шаге нагружения температура ножа из стали растет интенсивнее, в результате к концу шага она достигает значения 155°С, для чугуна это значение составляет 178°С (рис. 17).
Время, сек.
........Сталь ----Чугун
Рис. 13. Изменение эквивалентных напряжений в чугунном ноже на 2-ом шаге
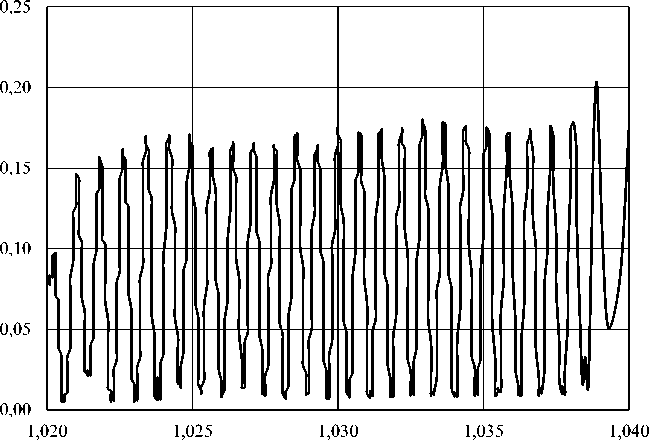
Время, с
Рис. 14. Изменение суммарных деформаций чугунного ножа на 3-м шаге
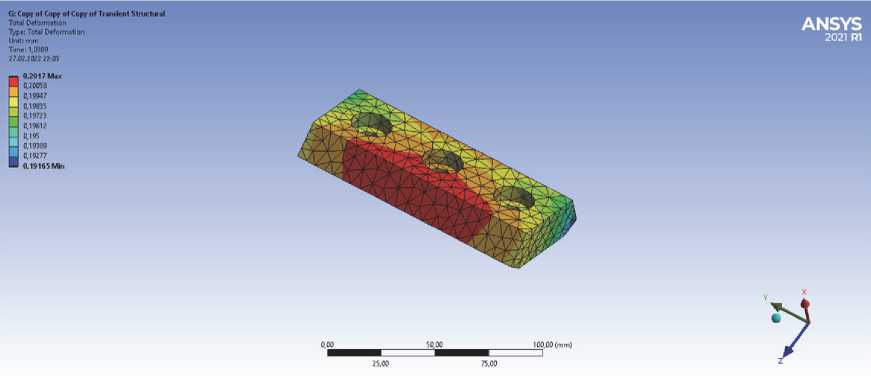
Рис. 15. Суммарные деформаций чугунного ножа на 3-м шаге
|
160,00 140,00 |
>* |
|||||
|
/ * |
||||||
|
и 120,00 ^ 100,00 g 80,00 5 ^ 60,00 |
||||||
|
............... |
||||||
|
»--^ |
||||||
|
40,00 |
||||||
|
z,v ,w 1,000 |
1,005 1,010 1,015 1,020 |
|||||
|
Время, сек. ----Чугун Сталь |
||||||
Рис. 16. Температура в зоне контакта для чугунного ножа на 2-м шаге
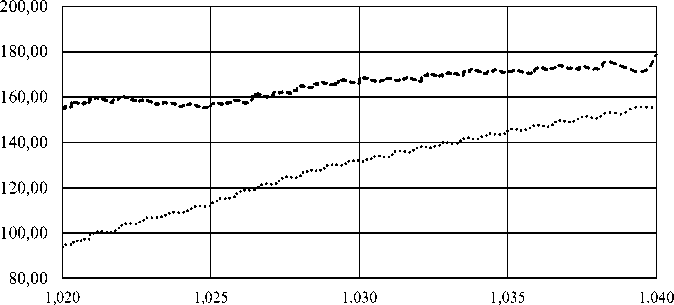
Время, сек.
----чугун ........сталь
Рис. 17. Температура в зоне контакта для чугунного ножа на 3-м шаге
ЗАКЛЮЧЕНИЕ
Предложена конструкция установки, рабо- 1.
тающей на основе термохимического метода с подробной разработкой ее основных узлов. Для повышения надежности приведены варианты 2. конструкции подвижных ножей как элементов, подвергающихся наиболее интенсивному износу.
Моделирование методом конечных элементов показало, для обеспечения высоких 3. эксплуатационных характеристики режущей оснастки установки в качестве материала ножей целесообразно использовать серый чугун. 4. Именно использование серого чугуна позволяет обеспечить быстрое достижение необходимого значения температуры в стерилизационной камере, также меньшие внутренние напряжения 5. снизят вероятность разрушения ножа. Помимо всего сказанного, чугун обладает большей износостойкостью, что весьма актуально для проектируемой установки, где трения играет важней- 6. шую роль.
Список литературы Проектирование установки по переработке медицинских отходов термохимическим методом
- Акимкин, В.Г. Организация обращения с медицинскими отходами в Российской Федерации: Лекция / В.Г. Акимкин. - М.: Федеральный центр гигиены и эпидемиологии Роспотребнадзора, 2011. - 32 с. EDN: XPIONN
- Санитарные правила и нормы. CанПиН 2.1.7.2790-10. Санитарно-эпидемиологические требования к обращению с медицинскими отходами. - М.: Министерство Здравоохранения РФ, 2010. - 56 с.
- Балакаева, А.В. Краткий обзор аппаратных технологий обеззараживания медицинских отходов, применяемых в России / А.В. Балакаева // Молодой ученый. - 2010. - № 9. - С. 83-88.
- Патент РФ 2128522. Российская Федерация, МПК A61L 11/00 (2006.01) Способ термостерилизации или дезинфекции отходов: опубл. 10.04.1999 / Моргантини Жанпьеро, Пеллегрин Роберто, заявитель С.Т.Р.А.П. С.Р.Л.
- Патент RU83415U1. Российская Федерация, МПК A61L 11/00 (2006.01) Утилизатор медицинских отходов: №2008150805/22: опубл. 23.12.2008 / Баттек Войцех Ян, заявитель Общество с ограниченной ответственностью "Ньюстер Эколоджи" (RU).
- Non-Incineration Medical Waste Treatment Technologies. A resource for Hospital Administrators, Facility Managers, Health Care Professionals, Environmental Advocates, and Community Members // Health Care Without Harm. - Washington, 2001. - 118 p.
- Денисенко, А.Ф. Разработка роторных установок для переработки медицинских отходов / А.Ф. Денисенко, В.Г. Круцило, М.В. Якимов // Автоматизация. Современные технологии. - 2017. - Т. 71. - № 4. - С. 147-152.
- Newster: Утилизация медицинских отходов. URL: http://www.newster10.ru/performance_attributes_newster-5.html (дата обращения 15.07.2023).
