Прогнозирование долговечности лопаток турбин методом поузловых эквивалентных испытаний

Автор: Солянников В.А., Жужукин А.И.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-1 т.13, 2011 года.
Бесплатный доступ
Предложен метод формирования программ и методика проведения эквивалентных испытаний лопаток турбины в лабораторных условиях. Представлены программа и результаты эквивалентных испытаний рабочей лопатки 1 ступени турбины одного из высокотемпературных авиационных ГТД.
Эквивалентные испытания, многофакторное неизотермическое нагружение, цикл нагружения, термоциклическая долговечность
Короткий адрес: https://sciup.org/148200504
IDR: 148200504 | УДК: 620.172
Turbine blades durability forecast by method of assemblies equivalent tests
Method of program formation and methodology for equivalent tests of turbine blades under laboratory conditions are proposed. The program and equivalent test results of turbine stage 1 blade for one of a hightemperature g aircraft gas turbine engine are given.
Текст научной статьи Прогнозирование долговечности лопаток турбин методом поузловых эквивалентных испытаний
-
1. Расчётно-экспериментальный анализ нагруженности лопатки при эксплуатации двигателя по обобщённому полётному циклу (ОПЦ) и на его основе выбор наиболее нагруженных элементов.
-
2. Формирование лабораторных режимов многофакторного неизотермического нагружения для каждого элемента лопатки с обеспечением равенства максимальных температур и одинаковости механизмов деформирования в лабораторных и эксплуатационных условиях.
-
3. Определение длительности ЭЦИ элементов лопатки на заданный ресурс с использованием условий их предельного состояния.
-
4. Последовательное проведение ЭЦИ элементов лопатки на заданный ресурс в лабораторных условиях.
Ниже представлена сформированная программа и результаты эквивалентных испытаний неохлаждаемых рабочих лопаток 1 ступени турбины одного из высокотемпературных авиационных ГТД. Анализ нагруженности элементов лопатки в эксплуатационных и лабораторных условиях проводился путем пошаговых расчётов кинетики напряжённо – деформированного состояния (НДС). В качестве модели материала (жаропрочный никелевый сплав класса ЖС) использована структурная модель упруговязкопластической среды [3]. За эксплуатационный цикл нагружения принимался обобщённый полётный цикл работы двигателя (рис. 1).
Рассчитывалось 100 циклов нагружения. Результаты расчёта теплового и напряжённого состояния среднего сечения пера лопатки на различных режимах работы двигателя представлены в табл. 1.
Характер изменения нормального напряжения за эксплуатационный цикл нагружения и эволюция деформации ползучести в кромках – наиболее нагруженных элементах пера лопатки представлены соответственно на рис.2 и рис.3.
ifVA
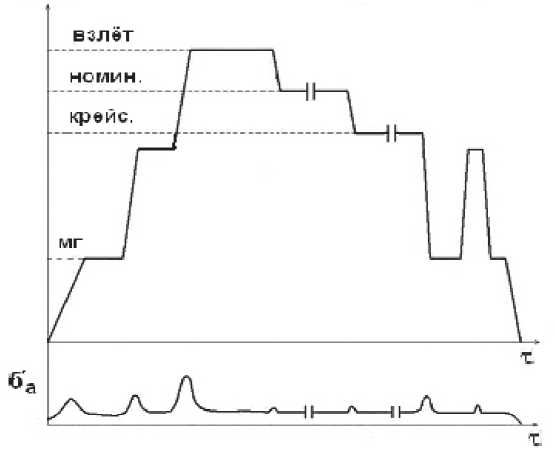
Рис. 1. Эксплуатационный цикл работы двигателя
Таблица 1. Характеристики температурно-силовой нагруженности среднего сечения пера лопатки на различных режимах работы двигателя
|
Режим Работы двигателя |
Относительная продолжительность τ ,% |
Параметры нагружения |
Входная кромка |
Выходная кромка |
|
Влётный |
2,2 |
T С max , С σ , МПа ст |
950 245 |
935 223 |
|
Номинальный |
20 |
,, ,, |
800 172 |
785 152 |
|
Крейсерский |
77,8 |
,, ,, |
750 166 |
740 146 |
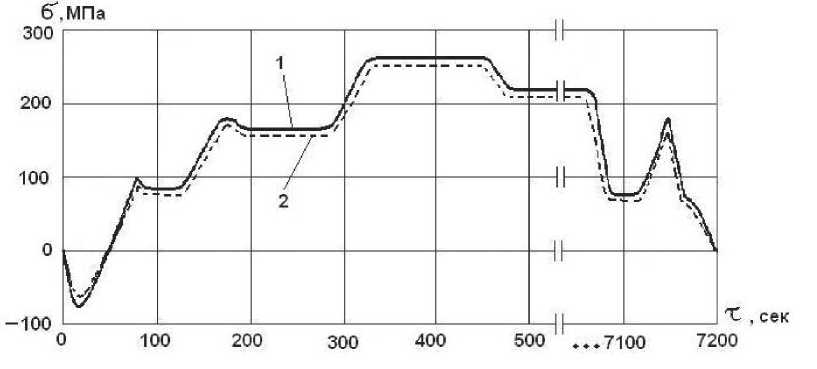
Рис. 2. Эволюция нормального напряжения во входной (1) и выходной (2) кромках за эксплуатационный цикл нагружения
Механизм деформирования кромок – знакопеременный асимметричный цикл с размахом упругих деформаций Δεевх =0,34 % во входной кромке и Δεевых =0,31 % в выходной кромке, сопровождающийся приростом деформации ползучести в сторону растяжения. Значения накопленной деформации ползучести за 100 циклов нагружения составили εсвх =0,019 % во входной кромке и εсвых =0,007 % в выходной кромке. Полученные значения деформации малы, ими можно пренебречь. Пластические деформации отсутствуют.
Моделирование эксплуатационного характера нагружения лопатки в лабораторных условиях производилось на испытательном стенде ВЛ2 (рис. 4), позволяющем осуществлять многофакторное неизотермическое нагружение лопатки.
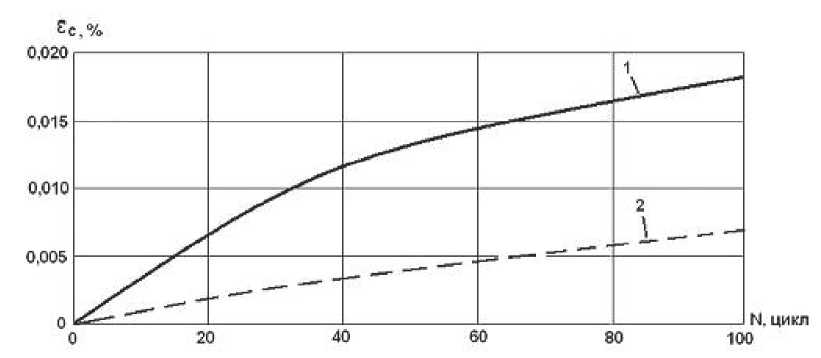
Рис. 3. Эволюция деформации ползучести во входной (1) и выходной (2) кромках пера лопатки (среднее сечение) в эксплуатационных условиях
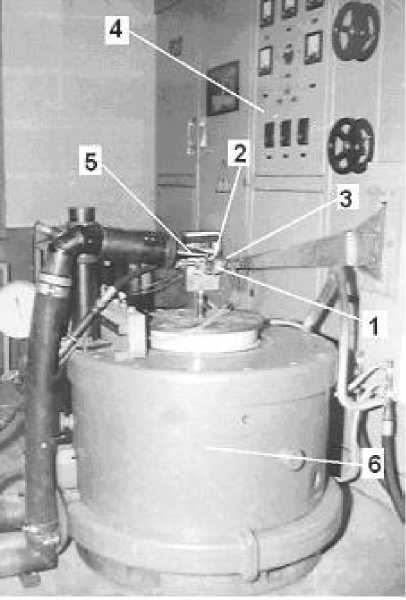
Рис. 4. Испытательный стенд ВЛ – 2:
1 – лопатка турбины; 2 – зажимное устройство; 3 – индуктор; 4 – генератор тока высокой частоты (ГТВЧ); 5 – сопло внешнего обдува; 6 – электродинамический вибратор
Лопатка 1, закреплённая с помощью охлаждаемого зажимного устройства 2, нагревалась с помощью профилированного индуктора 3, запитанного от генератора токов высокой частоты 4. При этом форма и положение индуктора 3 относительно профильной части лопатки 1 определялись из условия обеспечения необходимых температурных полей с максимальным нагревом кромок. В полуцикле охлаждения лопатка обдувалась потоком воздуха, истекающим из сопла 5. Вибрационное нагружение осуществлялось путём возбуждения резонансных колебаний ло-
патки по первой изгибной форме (рис. 5 ) посредством электродинамического вибратора 6.
Лабораторные режимы нагружения (рис. 6) отличались скоростями нагрева и охлаждения, за счёт чего варьировалась величина размаха упругой (или упруго-пластической) деформации за цикл нагружения.
Исследовалось три режима нагружения. Характеристики режимов и параметры НДС кромок лопатки, полученные расчётным путём, приведены в табл. 2.
Характер изменения нормального напряжения в кромках пера лопатки за лабораторный цикл нагружения представлен на рис. 7.
Исходя из эксплуатационного механизма деформирования кромок лопатки и максимальной нагруженности в рамках этого механизма, были выбраны следующие режимы нагружения: режим 1 для испытания выходной кромки и режим 2 – для входной кромки. Переменные напряжения при этом принимались равными статистически приведенным максимальным переменным напряжениям по результатам тензометрирования лопаток на полноразмерном двигателе с учётом возможности раззазоривания по бандажным полкам и составляли: ст в =83 МПа - для входной кромки, O" V ™ =85 МПа - для выходной кромки.
Для описания предельного состояния кромок лопатки в условиях многофакторного неизотермического нагружения использовано критериальное уравнение, предложенное в [4]:
ZМФ = zp "
1 .1^
Т р
V 7
Z МФ
Ж
N ,
V 7
^
, (1)
где z p – термоциклическая долговечность при деформации Д ^ и пилообразном изменении тем-
пературы в заданном диапазоне;
Z МФ
Е т в
– суммар-
Распределение напряжений
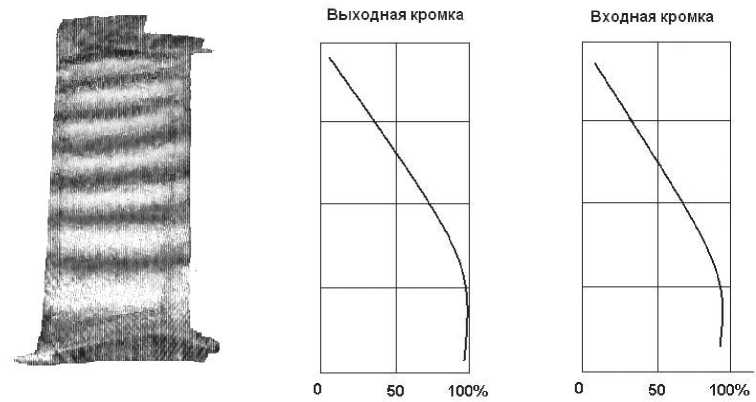
Рис. 5. Распределение относительных переменных напряжений при колебаниях лопатки по первой изгибной форме (532 Гц)
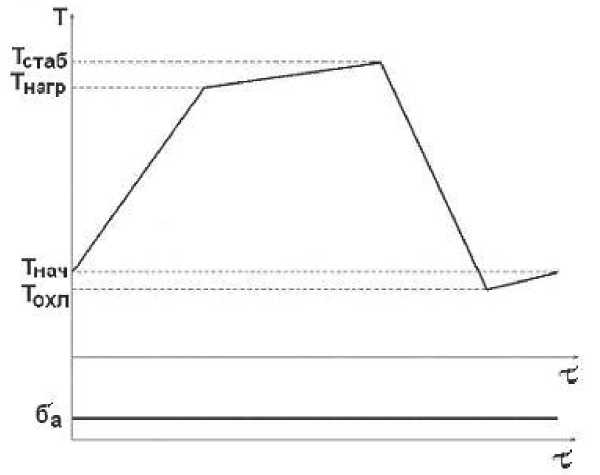
Рис. 6. Лабораторный цикл нагружения лопатки
ное время выдержки при максимальной температуре и статическом напряжении в цикле нагружения до разрушения; τp – время до разрушения по кривой длительной прочности при действии статического напряжения, реализующегося на участках выдержки при максимальной температуре цикла;
z МФ
∑ Ni – суммарное число циклов вибро- нагружения до разрушения с величиной амплитуды переменных напряжений aV max ; Np - предельное число циклов для переменного напряжения с амплитудой aV max при максимальной температуре цикла, устанавливаемое по кривой многоцикловой усталости; а, в, ^, Y — константы, определяющие степень взаимного влияния действующих факторов нагружения на исчерпание долговечности, которые могут быть найдены либо из двух серий экспериментов при термоциклическом нагружении с выдержкой и при действии пилообразного термоциклического и вибрационного нагружений, либо обработкой экспериментальных данных при комплексном воздействии указанных факторов.
При использовании последнего подхода для определения констант а , в , ^ , у в исследуемом диапазоне получены следующие значения: α =0,6; β =0,2; ξ =0,5; γ =0,1. При этом рассчитанные по формуле (1) величины долговечности и до появления трещины при многофакторном неизотермическом нагружении отличались от полученных в эксперименте не более, чем на 30 %.
Для проведения эквивалентных испытаний лопаток в лабораторных условиях необходимо
Таблица 2. Характеристики лабораторных режимов нагружения и расчётные значения НДС кромок лопатки на этих режимах
|
Номер режима |
Элемент лопатки |
Макси-мальн. температура 0С T . max) |
Скорость охлаждения охл град/сек |
Скорость нагрева V нагр град/сек |
Время выдержки T max Т В ,сек |
Размах упругой деформ. ^£ e % |
Размах пластической деформ. AP ,% |
Напряжение на участке выдержки ^ ct , МПа |
|
1 |
Входная кром ка Выходн. кром ка |
950 935 |
100 |
50 |
30 |
0,53 0,62 |
0 0 |
200 215 |
|
2 |
Входная кром ка Выходн. кром ка |
950 935 |
150 |
100 |
30 |
0,60 0,57 |
0 0 |
220 205 |
|
3 |
Входная кром ка Выходн. кром ка |
950 935 |
200 |
150 |
30 |
0,67 0,56 |
0,05 0 |
225 215 |
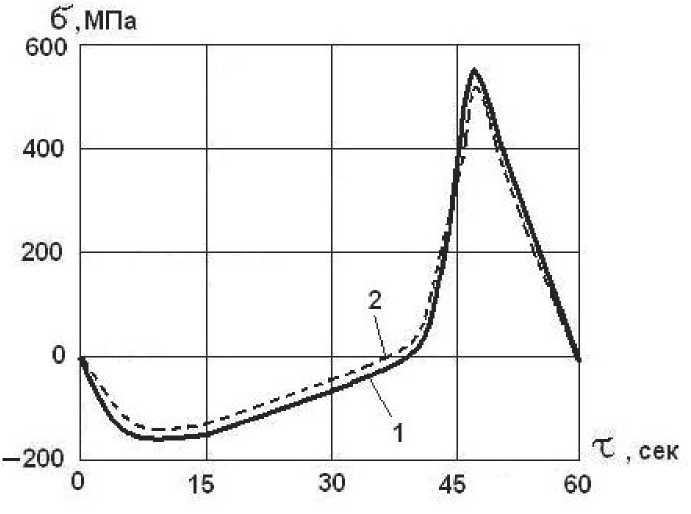
Рис. 7 . Эволюция нормального напряжения во входной (1) и выходной (2) кромках за лабораторный цикл нагружения
обеспечить равенство накопленных повреждений в лопатке за ресурс в лабораторных и эксплуатационных условиях. В этом случае длительность эквивалентных испытаний лопатки в лабораторных условиях определится из соотношения [4]:
условиях и определяемые с помощью выражения (1) следующим образом:
a =--- zМФ
1 --
^^^^^в
ZМФ
Tb
\°2
0,6
^^^^^^
ЯМФ
T Ni
л 0,1
0,5
z p
R» = а»' R , (2) аЛ где R – ресурс двигателя, на который проводятся ЭЦИ лопатки, выраженный в циклах нагружения; аЭ и аЛ – доли повреждения, накопленные в лопатке за один цикл нагружения соответственно в эксплуатационных и лабораторных
Т З
V 7
N P
. (3)
V
Подставив значения параметров эксплуатационной и лабораторной нагруженности кромок лопатки (таблицы 1 и 2) в выражение (3) и определив доли повреждений а Э и а Л , рассчитаем с помощью выражения (2) длительность ЭЦИ кромок лопатки в лабораторных условиях на ресурс двигателя R =15000 час (или R =7500
цикл): для входной кромки R Лвх =735 цикл при испытаниях лопатки по 2 режиму нагружения; для выходной кромки R Лвых = 920 цикл – по 1 режиму нагружения.
Испытания лопаток по сформированной выше программе проводились до разрушения с целью последующей оценки интегрального коэффициента запаса. Средняя наработка при испытаниях составила: 1130 цикла – для входной кромки и 2410 циклов для выходной кромки (соответственно коэффициенты запаса k ∑ вх = 1,54, k ∑ вых =2,62). Следовательно, заданный ресурс двигателя R =15000 часов подтверждён с запасом 1,54. Прогнозируемая по результатам проведённых испытаний эксплуатационная долговечность лопаток оказалась на 15 % меньше фактически определённой при стендовых испытаниях полноразмерных изделий.
Металлографический анализ изломов подтвердил идентичность разрушений лопатки при стендовых испытаниях полноразмерных изделий и в лабораторных условиях.
ВЫВОДЫ
-
1. Выполнен анализ температурно – силовой нагруженности лопаток турбины из жаропрочного никелевого сплава типа ЖС одного из высокотемпературных авиационных ГТД, на основе которого сформированы режимы лабораторного
-
2. Исследованы закономерности взаимного влияния составляющих нагрузок на исчерпание ресурса лопаток при многофакторном неизотермическом нагружении и построено уравнение предельного состояния, позволившие определить длительность эквивалентных испытаний элементов лопатки на выбранных режимах лабораторного нагружения.
-
3. Проведённые эквивалентные испытания лопаток в лабораторных условиях подтвердили их эксплуатационный ресурс с интегральным коэффициентом запаса 1,54.
нагружения для проведения их эквивалентных испытаний.
Список литературы Прогнозирование долговечности лопаток турбин методом поузловых эквивалентных испытаний
- Еленевский Д.С. Проблема развития методов поузловой доводки ГТД на конструкционную прочность//Вибрационная прочность и надёжность двигателей и систем летательных аппаратов. Куйбышев: КуАИ, 1986. С.33-44.
- Кузнецов Н.Д., Цейтлин В.И. Эквивалентные испытания газотурбинных двигателей. М.: Машиностроение, 1976. 216 с.
- Гохфельд Д.А., Садаков О.С. Пластичность и ползучесть элементов конструкций при повторных нагружениях. М.: Машиностроение, 1984. 256 с.
- Еленевский Д.С., Солянников В.А. Предельные состояния и ресурс лопаток турбин при многофакторном неизотермическом нагружении//Известия Самарского научного центра РАН. 2001. Т. 3, №2. С.227-231.
