Прогнозирование качества операций влажно-тепловой обработки

Автор: Гарская Наталья Петровна, Бодяло Наталья Николаевна, Филимоненкова Раиса Николаевна
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (16), 2009 года.
Бесплатный доступ
В работе представлены результаты исследований процесса разутюживания ниточных швов на разных видах тканей. Установлены рациональные параметры разутюживания и предложен метод прогнозирования получаемого в результате выполнения операции угла разутюживания для материалов различной поверхностной плотности.
Текстильные материалы, влажно-тепловая обработка, прогнозирование качества обработки, обработка материалов, швейные изделия, ткани, виды тканей, качество обработки, ниточные швы, стачные швы, разутюживание швов, углы разутюживания
Короткий адрес: https://sciup.org/142184539
IDR: 142184539
Текст научной статьи Прогнозирование качества операций влажно-тепловой обработки
Повышение эффективности производства и улучшение качества швейных изделий в значительной степени зависит от влажно-тепловой обработки (ВТО). ВТО составляет более 30% от общей трудоемкости изготовления швейных изделий, что свидетельствует о ее весомости в технологическом цикле.
Диапазон воздействия ВТО на текстильные материалы достаточно широк и включает операции, связанные с локальным воздействием по линии, площади и фронтальным – по площади или объему полуфабриката. ВТО осуществляется посредством утюгов и утюжильных столов, прессов периодического действия и паровоздушных манекенов.
Ассортимент материалов, используемых для изготовления швейных изделий, широк и разнообразен, однако преобладание мягких, рыхлых структур даже у пальтовых тканей позволяет использовать утюги для внутрипроцессной ВТО любых изделий. Утюжильное оборудование является в настоящее время наиболее востребованным с учётом тенденций минимизации мощности потоков и снижения энергозатрат. Это универсальное недорогое и доступное для всех масштабов производства оборудование пригодно для всех операций, кроме окончательной отделки пальтово–костюмного ассортимента.
Качество операций ВТО, проводимых на утюжильном оборудовании, практически не регламентируется и оценивается субъективно. В данной работе проводилось изучение процесса утюжильной обработки с целью разработки режимов его выполнения и прогнозирования качества для различных видов материалов.
Практика показывает, что современное швейное производство вынуждено на одном и том же оборудовании перерабатывать материалы с различными свойствами. В связи с этим исследования проводились на пальтовых, костюмных, плательных и сорочечных тканях различного волокнистого состава и поверхностной плотности (таблица 1).
Таблица 1 – Характеристика исследуемых тканей
|
№ п/п |
Вид ткани, артикул |
Поверхностная плотность, г/м2 |
Волокнистый состав, % |
|
1 |
Ткань пальтовая PAT |
398 |
Шерсть 70, нитрон 30 |
|
2 |
Ткань пальтовая TWIX PET |
506 |
Шерсть 35, хлопок 40 Нитрон 10, вискоза 15 |
|
3 |
Ткань костюмная М 0955 |
200 |
Полиэстер 100 |
|
4 |
Ткань костюмная М 9126 |
240 |
Полиэстер 62, Вискоза 33, эластан 5 |
|
5 |
Ткань плательная 062269 |
138 |
Лён 100 |
|
6 |
Ткань плательная 1555 |
99 |
Хлопок 67, полиэстер 33 |
|
7 |
Ткань сорочечная 885 |
80 |
хлопок 100 |
|
8 |
Ткань сорочечная 1610 |
180 |
хлопок 100 |
Объектом исследования явился наиболее часто используемый в одежде соединительный стачной шов в разутюжку. Для проведения исследований выкраивались образцы размером 100 мм – по основе и 50 мм – по утку. Образцы попарно стачивались на универсальной машине 1597 класса с частотой строчки 3 стежка в 1см, шириной шва 1 см. Разутюживание припусков проводилось с помощью электропарового утюга «Филипс» с изнаночной стороны при одинаковой температуре, но с разной продолжительностью пропаривания и сухой утюжки. Условия проведения испытаний, выбранные в соответствии с рекомендациями [1], представлены в таблице 2. После отлёжки в течение 1 часа замерялись углы разутюживания (отклонения припусков от горизонтали) по каждому образцу с помощью модифицированного транспортира.
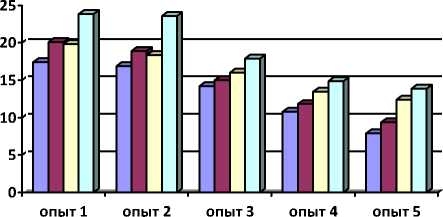
Для моделирования окончательной ВТО проводилось пропаривание образцов с лицевой стороны в течение 3 секунд на каждый образец, а затем, после высушивания в свободном состоянии, снова определялся угол разутюживания. По каждому образцу выполнялось 10 замеров, с помощью методов математической статистики определялась средняя арифметическая величина. Относительная ошибка опытов не превышала 5%. Результаты исследования представлены на рисунке 1.
Таблица 2 – Условия проведения испытаний
|
№ опыта |
Режимы проведения испытаний |
|||
|
Температура,0С |
Масса утюга, кг |
Продолжительность пропаривания, с |
Общее время утюжки, с |
|
|
I |
120 – 130 |
1,2 |
2 |
4 |
|
II |
3 |
6 |
||
|
III |
4 |
8 |
||
|
IV |
5 |
10 |
||
|
V |
6 |
12 |
||
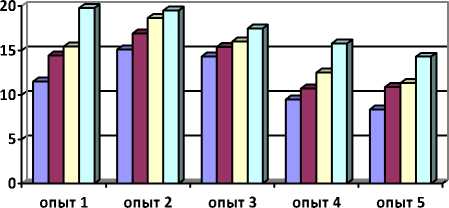
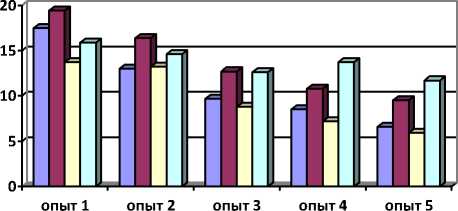
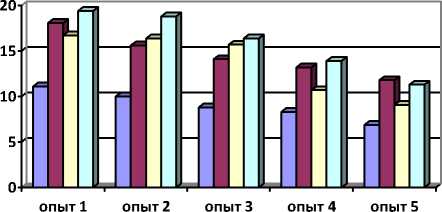
Очевидно, что с увеличением продолжительности воздействия угол разутюживания уменьшается. Это связано с усилением эффекта ВТО за счёт более значительных прогрева и деформации шва. После пропаривания угол разутюживания увеличивается, то есть уменьшается достигнутый ранее эффект ВТО, поскольку пропаривание ослабляет межмолекулярные связи в ткани и приводит к релаксации полученной деформации. Однако во всех случаях угол разутюживания не превышает допустимого 250[2].
Характер полученных зависимостей для всех видов тканей аналогичен. Исходя из этого рациональной для данных температур можно считать продолжительность ВТО, равную 6-8 с на 10 см шва, из которых пропаривание составит 3-4 с. Это позволит получить достаточный эффект ВТО и снизить материальные и энергозатраты за счёт сокращения времени по сравнению с рекомендуемыми[3]. Снижение времени до 4-5 с на каждые 10 см шва является рискованным, поскольку это граница исследуемой области, и при этом угол разутюживания для некоторых материалов становится предельно допустимым (рисунок 1).
Для обобщения полученных результатов и изучения возможности прогнозирования качества ВТО проводился анализ влияния поверхностной плотности и волокнистого состава материалов на качество разутюживания швов и последующую их релаксацию.
Очевидно, что обе характеристики материалов (и поверхностная плотность, и волокнистый состав) влияют на угол разутюживания, о чём свидетельствуют данные рисунка 1. Причём более ярко выраженной является зависимость угла разутюживания от поверхностной плотности материала. Так например, ткани №7 и №8, имеющие одинаковый волокнистый состав (х/б 100%) и большое отличие в поверхностной плотности (80г/м2 и 180 г/м2 соответственно), значительно отличаются полученными углами разутюживания.
Однако, чтобы прогнозировать качество ВТО для разных видов тканей, необходимо выделить и исследовать группы тканей, однородных по волокнистому составу и отличающихся поверхностной плотностью.
Таким образом, в результате работы для всех исследуемых материалов рекомендована продолжительность ВТО, позволяющая сократить затраты времени на операцию разутюживания швов и обеспечивающая при этом качественное её выполнение, а также намечено направление дальнейших исследований для прогнозирования эффекта ВТО.
-
□ ткань 1 после разутюживания
-
□ ткань 1 после пропаривания
-
□ ткань 2 после разутюживания
-
□ ткань 2 после пропаривания
а) пальтовые ткани
-
□ ткань 3 после разутюживания
-
□ ткань 3 после пропаривания
-
□ ткань 4 после разутюживания
-
□ ткань 4 после пропаривания
б) костюмные ткани
-
□ ткань 5 после разутюживания
-
□ ткань 5 после пропаривания
-
□ ткань 6 после разутюживания
-
□ ткань 6 после пропаривания
в) плательные ткани
-
-
□ ткань 7 после разутюживания
-
□ ткань 7 после пропаривания
-
□ ткань 8 после разутюживания
-
□ ткань 8 после пропаривания
г) сорочечные ткани
Рисунок 1 – Угол разутюживания исследуемых тканей
Список литературы Прогнозирование качества операций влажно-тепловой обработки
- Ивашкевич, Е. М. Методы соединения деталей одежды и влажно -тепловая обработка: курс лекций/Е. М. Ивашкевич, Н. П. Гарская, Р. Н. Филимоненкова; УО «ВГТУ». -Витебск: УО «ВГТУ», 2007. -114 с.
- Термические процессы в швейной промышленности/И. И. Мигальцо [и др.]. -Киев: Технiка; Будапешт: Muszaki, 1987. -213 с.
- Отраслевые поэлементные нормативы времени по видам работ и оборудованию при пошиве верхней одежды. -Минск: Белорусский государственный концерн по производству и реализации товаров лёгкой промышленности. РУП «Центр научных исследований лёгкой промышленности», 2008. -306 с.
