Прогнозные математические модели качества печатных узлов космической аппаратуры

Автор: Шумских И.Ю., Тюлевин С.В., Пиганов М.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Достижения физики, электроники и нанотехнологий
Статья в выпуске: 4-4 т.13, 2011 года.
Бесплатный доступ
Приведены результаты построения прогнозных моделей качества паяных соединений печатных узлов на основе припойных паст Indium. Для построения моделей были использованы регрессионный и программный комплекс «Прогнозирование 1.3». Рассмотрены три приема преобразования результатов обучающего эксперимента: нормирование и центрирование контролируемых параметров, нормирование по математическому ожиданию, нормирование по дисперсии. Проведено исследование и дана сравнительная оценка математических моделей.
Математическая модель, прогноз, паяные соединения, печатный узел, регрессия, обучение, эффективность прогнозирования
Короткий адрес: https://sciup.org/148200264
IDR: 148200264 | УДК: 536.216.3:621.396.69
Forecasting mathematical models of space equipment printed circuit assembles quality
Effects of build-up the forecasting models of quality pf soldered linkings of printed circuit assembles on the base of solder pastes Indium are given. For build-up the models have been used regressive and software com-plex «Forecasting 1.3». Three receptions of transformation the effects of training experiment are viewed: valua-tion and centering of controllable parametres, valuation on ensemble average, valuation on variance. Examina-tion is conducted and the comparative estimate of mathematical models is given.
Текст научной статьи Прогнозные математические модели качества печатных узлов космической аппаратуры
паяные соединения, печатный узел, регрессия, обу-
Одним из перспективных направлений в разработке эффективных и экономически приемлемых методов оценки качества и надежности РЭС и ЭРИ является индивидуальное прогнозирование их будущего состояния [1-5]. Наименьшие затраты времени при индивидуальном прогнозировании обеспечивают методы теории распознавания образов [3]. Если число информативных параметров превышает два, то целесообразно использовать метод регрессионных моделей (регрессионный метод) [6].
Методика построения моделей. Индивидуальное прогнозирование с использованием методов теории распознавания образов включает следующие основные этапы: обучающий эксперимент, обучение, экзамен и собственно прогнозирование. Процедура обучающего эксперимента для паяных соединений (ПС) на основе припой-ных паст Indium NC-SMQ92J рассмотрена в предыдущей работе. В ней для прогнозирования качества ПС было рекомендовано три информативных параметра: вязкость (Х1), клейкость (Х2) и кислотное число (Х3). Для построения прогнозных моделей проведем обучение и экзамен. Выберем регрессионный метод, т.к. число информативных параметров больше двух. В качестве прогнозируемого параметра будем использовать поверхностное сопротивление изоляции (Y).
Обучение заключалось в обработке результатов обучающего эксперимента в соответствии с выбранным оператором прогнозирования. Теоретические основы и математический аппарат для данного этапа описаны в [7]. Построение моделей проводилось с использованием программного комплекса «Прогнозирование 1.3» [8]. В процессе обработки результатов обучающего эксперимента
Таблица 1. Результаты обучающего эксперимента
|
Класс годности |
Поверхностное сопротивление изоляции,109 Ом |
Вязкость, Па∙с |
Клейкость, г |
Кислотное число, мг КОН |
|
1 |
2,8 |
195 |
39 |
112 |
|
2 |
0,8 |
201 |
41 |
108 |
|
2 |
0,7 |
205 |
43 |
106 |
|
2 |
0,5 |
211 |
45 |
101 |
|
1 |
2,9 |
190 |
38 |
112 |
|
1 |
2,2 |
199 |
39 |
111 |
|
1 |
3,5 |
181 |
36 |
112 |
|
2 |
0,9 |
204 |
41 |
110 |
|
1 |
3,3 |
176 |
35 |
113 |
|
1 |
3,0 |
179 |
36 |
112 |
|
2 |
0,5 |
208 |
42 |
100 |
|
1 |
3,3 |
159 |
32 |
114 |
|
1 |
2,4 |
164 |
34 |
113 |
|
1 |
3,8 |
185 |
37 |
112 |
|
2 |
0,9 |
202 |
40 |
109 |
|
1 |
2,9 |
195 |
39 |
111 |
|
2 |
0,8 |
204 |
43 |
107 |
|
1 |
3,7 |
190 |
38 |
112 |
|
1 |
4,0 |
191 |
38 |
112 |
|
2 |
0,6 |
206 |
45 |
105 |
|
1 |
4,2 |
186 |
37 |
112 |
|
1 |
3,8 |
183 |
37 |
112 |
|
2 |
0,9 |
204 |
41 |
110 |
|
2 |
0,7 |
206 |
43 |
107 |
|
1 |
3,5 |
180 |
36 |
113 |
|
2 |
0,5 |
211 |
45 |
102 |
|
1 |
3,2 |
191 |
38 |
112 |
|
1 |
3,8 |
175 |
35 |
113 |
|
2 |
0,8 |
202 |
42 |
108 |
|
1 |
3,9 |
178 |
35 |
113 |
|
2 |
0,7 |
204 |
43 |
106 |
|
1 |
3,2 |
190 |
36 |
113 |
|
1 |
2,5 |
194 |
37 |
112 |
|
2 |
0,8 |
204 |
42 |
107 |
|
1 |
3,2 |
187 |
36 |
113 |
|
1 |
2,6 |
179 |
35 |
113 |
|
2 |
0,5 |
211 |
45 |
100 |
|
1 |
3,0 |
169 |
35 |
113 |
|
1 |
3,2 |
185 |
36 |
113 |
|
1 |
3,6 |
192 |
37 |
112 |
|
2 |
0,8 |
207 |
43 |
107 |
|
1 |
3,1 |
184 |
36 |
113 |
|
2 |
0,8 |
201 |
41 |
108 |
|
1 |
3,5 |
193 |
37 |
113 |
|
1 |
2,8 |
168 |
35 |
113 |
|
1 |
3,5 |
187 |
36 |
112 |
|
2 |
0,9 |
200 |
40 |
109 |
|
1 |
2,9 |
192 |
37 |
112 |
|
2 |
0,5 |
212 |
46 |
101 |
|
2 |
0,7 |
205 |
44 |
106 |
Таблица 2. Преобразованные данные по нормировке и центрированию
граничного значения прогнозируемого параметра поверхностное сопротивление изоляции, равного 1∙109 Ом, выявлен фактический класс годности каждого экземпляра: годные – 1, не годные – 2 (табл. 1). В табл. 2 представлены преобразованные данные по нормировке и центрированию.
На рис. 1 приведена зависимость вероятностных характеристик от порога регрессионной функции П для первого приема преобразования данных. Из рисунка видно, что при П>4,1 риск изготовителя равен нулю. Минимальное значение риска потребителя равно 0,39 при П=4,1-4,7. Минимальное значение вероятности ошибки составляет 0,39 при П=4,15-4,7. В табл. 3 представлены преобразованные данные по нормировке математического ожидания (МО) признаков.
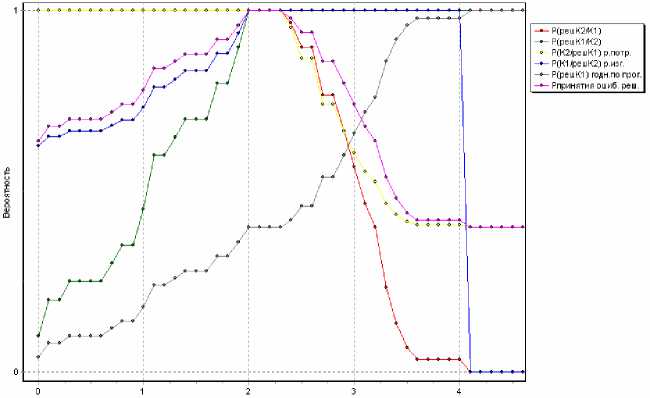
Порог параметра, П
Рис. 1. Влияние порога регрессионной функции на эффективность прогнозной модели при нормировке и центрировании
Таблица 3. Преобразованные данные по нормировке МО
|
№ |
Y |
X1 |
X2 |
X3 |
Y |
Y* |
dY |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
1,2545 |
1,0130 |
1,0015 |
1,0200 |
2,8 |
5,8415 |
-3,0415 |
|
2 |
0,3584 |
1,0442 |
1,0529 |
0,9836 |
0,8 |
-3,2387 |
4,0387 |
|
2 |
0,3136 |
1,0649 |
1,1043 |
0,9654 |
0,7 |
-9,4236 |
10,1236 |
|
2 |
0,2240 |
1,0961 |
1,1556 |
0,9199 |
0,5 |
-20,0643 |
20,5643 |
|
1 |
1,2993 |
0,9870 |
0,9759 |
1,0200 |
2,9 |
7,0352 |
-4,1352 |
|
1 |
0,9857 |
1,0338 |
1,0015 |
1,0109 |
2,2 |
4,7323 |
-2,5323 |
|
1 |
1,5681 |
0,9403 |
0,9245 |
1,0200 |
3,5 |
9,5352 |
-6,0352 |
|
2 |
0,4032 |
1,0597 |
1,0529 |
1,0018 |
0,9 |
0,2206 |
0,6794 |
|
1 |
1,4785 |
0,9143 |
0,8988 |
1,0291 |
3,3 |
12,2893 |
-8,9893 |
|
1 |
1,3441 |
0,9299 |
0,9245 |
1,0200 |
3 |
9,3096 |
-6,3096 |
|
2 |
0,2240 |
1,0805 |
1,0786 |
0,9108 |
0,5 |
-16,6903 |
17,1903 |
|
1 |
1,4785 |
0,8260 |
0,8218 |
1,0383 |
3,3 |
17,2050 |
-13,9050 |
|
1 |
1,0753 |
0,8520 |
0,8731 |
1,0291 |
2,4 |
12,6933 |
-10,2933 |
|
1 |
1,7025 |
0,9610 |
0,9502 |
1,0200 |
3,8 |
8,2288 |
-4,4288 |
|
2 |
0,4032 |
1,0494 |
1,0272 |
0,9927 |
0,9 |
0,1921 |
0,7079 |
|
1 |
1,2993 |
1,0130 |
1,0015 |
1,0109 |
2,9 |
4,2811 |
-1,3811 |
|
2 |
0,3584 |
1,0597 |
1,1043 |
0,9745 |
0,8 |
-7,9760 |
8,7760 |
|
1 |
1,6577 |
0,9870 |
0,9759 |
1,0200 |
3,7 |
7,0352 |
-3,3352 |
|
1 |
1,7921 |
0,9922 |
0,9759 |
1,0200 |
4 |
7,1479 |
-3,1479 |
|
2 |
0,2688 |
1,0701 |
1,1556 |
0,9563 |
0,6 |
-14,3865 |
14,9865 |
|
1 |
1,8817 |
0,9662 |
0,9502 |
1,0200 |
4,2 |
8,3416 |
-4,1416 |
|
1 |
1,7025 |
0,9507 |
0,9502 |
1,0200 |
3,8 |
8,0032 |
-4,2032 |
|
2 |
0,4032 |
1,0597 |
1,0529 |
1,0018 |
0,9 |
0,2206 |
0,6794 |
|
2 |
0,3136 |
1,0701 |
1,1043 |
0,9745 |
0,7 |
-7,7504 |
8,4504 |
|
1 |
1,5681 |
0,9351 |
0,9245 |
1,0291 |
3,5 |
10,9829 |
-7,4829 |
|
2 |
0,2240 |
1,0961 |
1,1556 |
0,9290 |
0,5 |
-18,5039 |
19,0039 |
|
1 |
1,4337 |
0,9922 |
0,9759 |
1,0200 |
3,2 |
7,1479 |
-3,9479 |
|
1 |
1,7025 |
0,9091 |
0,8988 |
1,0291 |
3,8 |
12,1765 |
-8,3765 |
|
2 |
0,3584 |
1,0494 |
1,0786 |
0,9836 |
0,8 |
-4,8835 |
5,6835 |
|
1 |
1,7473 |
0,9247 |
0,8988 |
1,0291 |
3,9 |
12,5149 |
-8,6149 |
|
2 |
0,3136 |
1,0597 |
1,1043 |
0,9654 |
0,7 |
-9,5364 |
10,2364 |
|
1 |
1,4337 |
0,9870 |
0,9245 |
1,0291 |
3,2 |
12,1108 |
-8,9108 |
|
1 |
1,1201 |
1,0078 |
0,9502 |
1,0200 |
2,5 |
9,2439 |
-6,7439 |
|
2 |
0,3584 |
1,0597 |
1,0786 |
0,9745 |
0,8 |
-6,2184 |
7,0184 |
|
1 |
1,4337 |
0,9714 |
0,9245 |
1,0291 |
3,2 |
11,7724 |
-8,5724 |
|
1 |
1,1649 |
0,9299 |
0,8988 |
1,0291 |
2,6 |
12,6277 |
-10,0277 |
|
2 |
0,2240 |
1,0961 |
1,1556 |
0,9108 |
0,5 |
-21,6248 |
22,1248 |
|
1 |
1,3441 |
0,8779 |
0,8988 |
1,0291 |
3 |
11,4997 |
-8,4997 |
|
1 |
1,4337 |
0,9610 |
0,9245 |
1,0291 |
3,2 |
11,5468 |
-8,3468 |
|
1 |
1,6129 |
0,9974 |
0,9502 |
1,0200 |
3,6 |
9,0184 |
-5,4184 |
|
Продолжение таблицы 3 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
2 |
0,3584 |
1,0753 |
1,1043 |
0,9745 |
0,8 |
-7,6376 |
8,4376 |
|
1 |
1,3889 |
0,9558 |
0,9245 |
1,0291 |
3,1 |
11,4340 |
-8,3340 |
|
2 |
0,3584 |
1,0442 |
1,0529 |
0,9836 |
0,8 |
-3,2387 |
4,0387 |
|
1 |
1,5681 |
1,0026 |
0,9502 |
1,0291 |
3,5 |
10,6916 |
-7,1916 |
|
1 |
1,2545 |
0,8727 |
0,8988 |
1,0291 |
2,8 |
11,3869 |
-8,5869 |
|
1 |
1,5681 |
0,9714 |
0,9245 |
1,0200 |
3,5 |
10,2120 |
-6,7120 |
|
2 |
0,4032 |
1,0390 |
1,0272 |
0,9927 |
0,9 |
-0,0335 |
0,9335 |
|
1 |
1,2993 |
0,9974 |
0,9502 |
1,0200 |
2,9 |
9,0184 |
-6,1184 |
|
2 |
0,2240 |
1,1013 |
1,1813 |
0,9199 |
0,5 |
-21,7091 |
22,2091 |
|
2 |
0,3136 |
1,0649 |
1,1299 |
0,9654 |
0,7 |
-11,1812 |
11,8812 |
|
MO: |
1 |
1 |
1 |
1 |
2,232 |
2,232 |
1,07E-15 |
|
DIS: |
0,3451 |
0,0047 |
0,0083 |
0,0012 |
1,7194 |
114,6280 |
91,8665 |
|
SKO: |
0,5875 |
0,0687 |
0,0911 |
0,0353 |
1,3112 |
10,7064 |
9,5847 |
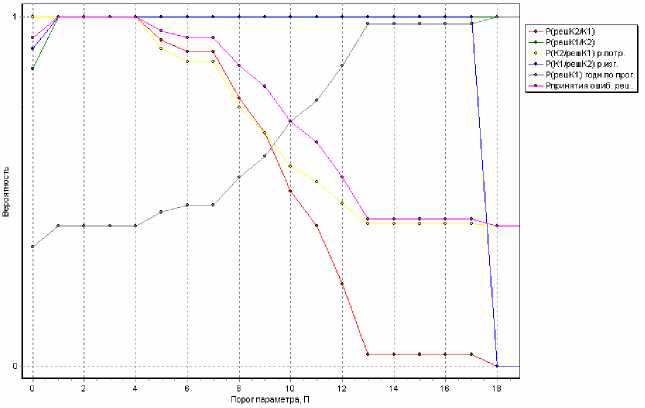
Рис. 2. Влияние порога регрессионной функции на эффективность прогнозной модели при нормировке
На рис. 2 приведена аналогичная зависи- при П=18-20, а риск изготовителя равен нулю при мость для второго приема преобразования данных. П>18. Вероятность ошибки при П=18-20 равна Как видно из данного рисунка минимальное значе- 0,39. В табл. 4 представлены преобразованные ние риска потребителя также равно 0,39, но уже данные по нормировке дисперсии признаков.
Таблица 4. Преобразованные данные по нормировке дисперсии
|
№ |
Y |
X1 |
X2 |
X3 |
Y |
Y* |
dY |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
1,6285 |
1,1157 |
3,0982 |
7,4363 |
2,8 |
3,1314 |
-0,3314 |
|
2 |
0,4653 |
1,1500 |
3,2570 |
7,1707 |
0,8 |
1,3425 |
-0,5425 |
|
2 |
0,4071 |
1,1729 |
3,4159 |
7,0379 |
0,7 |
-0,1566 |
0,8566 |
|
2 |
0,2908 |
1,2072 |
3,5748 |
6,7060 |
0,5 |
-2,2234 |
2,7234 |
|
1 |
1,6867 |
1,0871 |
3,0187 |
7,4363 |
2,9 |
3,2043 |
-0,3043 |
|
1 |
1,2795 |
1,1385 |
3,0982 |
7,3699 |
2,2 |
3,3854 |
-1,1854 |
|
1 |
2,0356 |
1,0356 |
2,8598 |
7,4363 |
3,5 |
3,4829 |
0,0171 |
|
2 |
0,5235 |
1,1671 |
3,2570 |
7,3035 |
0,9 |
2,2971 |
-1,3971 |
|
1 |
1,9193 |
1,0070 |
2,7804 |
7,5027 |
3,3 |
3,8336 |
-0,5336 |
|
1 |
1,7448 |
1,0241 |
2,8598 |
7,4363 |
3 |
3,2170 |
-0,2170 |
|
2 |
0,2908 |
1,1900 |
3,3365 |
6,6396 |
0,5 |
-0,6873 |
1,1873 |
|
1 |
1,9193 |
0,9097 |
2,5421 |
7,5691 |
3,3 |
4,0640 |
-0,7640 |
|
1 |
1,3959 |
0,9383 |
2,7010 |
7,5027 |
2,4 |
2,9757 |
-0,5757 |
|
1 |
2,2101 |
1,0584 |
2,9393 |
7,4363 |
3,8 |
3,2771 |
0,5229 |
|
2 |
0,5235 |
1,1557 |
3,1776 |
7,2371 |
0,9 |
2,4909 |
-1,5909 |
|
1 |
1,6867 |
1,1157 |
3,0982 |
7,3699 |
2,9 |
2,8536 |
0,0464 |
|
2 |
0,4653 |
1,1671 |
3,4159 |
7,1043 |
0,8 |
-0,0117 |
0,8117 |
|
1 |
2,1520 |
1,0871 |
3,0187 |
7,4363 |
3,7 |
3,2043 |
0,4957 |
|
Продолжение таблицы 3 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
2,3264 |
1,0928 |
3,0187 |
7,4363 |
4 |
3,3372 |
0,6628 |
|
2 |
0,3490 |
1,1786 |
3,5748 |
6,9715 |
0,6 |
-1,7767 |
2,3767 |
|
1 |
2,4428 |
1,0642 |
2,9393 |
7,4363 |
4,2 |
3,4100 |
0,7900 |
|
1 |
2,2101 |
1,0470 |
2,9393 |
7,4363 |
3,8 |
3,0112 |
0,7888 |
|
2 |
0,5235 |
1,1671 |
3,2570 |
7,3035 |
0,9 |
2,2971 |
-1,3971 |
|
2 |
0,4071 |
1,1786 |
3,4159 |
7,1043 |
0,7 |
0,2542 |
0,4458 |
|
1 |
2,0356 |
1,0298 |
2,8598 |
7,5027 |
3,5 |
3,6278 |
-0,1278 |
|
2 |
0,2908 |
1,2072 |
3,5748 |
6,7724 |
0,5 |
-1,9455 |
2,4455 |
|
1 |
1,8612 |
1,0928 |
3,0187 |
7,4363 |
3,2 |
3,3372 |
-0,1372 |
|
1 |
2,2101 |
1,0012 |
2,7804 |
7,5027 |
3,8 |
3,7006 |
0,0994 |
|
2 |
0,4653 |
1,1557 |
3,3365 |
7,1707 |
0,8 |
0,7379 |
0,0621 |
|
1 |
2,2683 |
1,0184 |
2,7804 |
7,5027 |
3,9 |
4,0995 |
-0,1995 |
|
2 |
0,4071 |
1,1671 |
3,4159 |
7,0379 |
0,7 |
-0,2896 |
0,9896 |
|
1 |
1,8612 |
1,0871 |
2,8598 |
7,5027 |
3,2 |
4,9573 |
-1,7573 |
|
1 |
1,4540 |
1,1099 |
2,9393 |
7,4363 |
2,5 |
4,4737 |
-1,9737 |
|
2 |
0,4653 |
1,1671 |
3,3365 |
7,1043 |
0,8 |
0,7259 |
0,0741 |
|
1 |
1,8612 |
1,0699 |
2,8598 |
7,5027 |
3,2 |
4,5584 |
-1,3584 |
|
1 |
1,5122 |
1,0241 |
2,7804 |
7,5027 |
2,6 |
4,2324 |
-1,6324 |
|
2 |
0,2908 |
1,2072 |
3,5748 |
6,6396 |
0,5 |
-2,5013 |
3,0013 |
|
1 |
1,7448 |
0,9669 |
2,7804 |
7,5027 |
3 |
2,9029 |
0,0971 |
|
1 |
1,8612 |
1,0584 |
2,8598 |
7,5027 |
3,2 |
4,2925 |
-1,0925 |
|
1 |
2,0938 |
1,0985 |
2,9393 |
7,4363 |
3,6 |
4,2078 |
-0,6078 |
|
2 |
0,4653 |
1,1843 |
3,4159 |
7,1043 |
0,8 |
0,3872 |
0,4128 |
|
1 |
1,8030 |
1,0527 |
2,8598 |
7,5027 |
3,1 |
4,1596 |
-1,0596 |
|
2 |
0,4653 |
1,1500 |
3,2570 |
7,1707 |
0,8 |
1,3425 |
-0,5425 |
|
1 |
2,0356 |
1,1042 |
2,9393 |
7,5027 |
3,5 |
4,6186 |
-1,1186 |
|
1 |
1,6285 |
0,9612 |
2,7804 |
7,5027 |
2,8 |
2,7699 |
0,0301 |
|
1 |
2,0356 |
1,0699 |
2,8598 |
7,4363 |
3,5 |
4,2806 |
-0,7806 |
|
2 |
0,5235 |
1,1443 |
3,1776 |
7,2371 |
0,9 |
2,2250 |
-1,3250 |
|
1 |
1,6867 |
1,0985 |
2,9393 |
7,4363 |
2,9 |
4,2078 |
-1,3078 |
|
2 |
0,2908 |
1,2129 |
3,6542 |
6,7060 |
0,5 |
-2,8280 |
3,3280 |
|
2 |
0,4071 |
1,1729 |
3,4954 |
7,0379 |
0,7 |
-0,8942 |
1,5942 |
|
MO: |
1,30E+00 |
1,10E+00 |
3,09E+00 |
7,29E+00 |
2,232 |
2,232 |
-3,18E-15 |
|
DIS: |
0,5816 |
0,0057 |
0,0794 |
0,0664 |
1,7194 |
4,5931 |
1,5820 |
|
SKO: |
0,7626 |
0,0756 |
0,2819 |
0,2577 |
1,3112 |
2,1431 |
1,2578 |
-
- для первого приема преобразования данных (нормирование и центрирование):
Y(Х)=0,6555+0,0134Х1 – 0,2780Х2+0,0894Х3;
-
- для второго приема преобразования данных (нормирование по математическому ожиданию):
Y(Х)= –122,3774+0,1127Х – 7576Х2+1,5604Х3;
-
- для третьего приема преобразования данных (нормирование по дисперсии):
Y(Х)=–-25,1492+0,1329Х1 – ,7376Х2+0,2778Х3
Экзамен. Экзамен, как правило, состоит в оценке ошибки прогнозирования, вероятности правильных решений, рисков потребителя и изготовителя [9]. В ряде случаев оценивают и проверяют на соответствие требованиям ряд других характеристик [10]. Проведем исследование и анализ полученных моделей. Для этого воспользуемся программным комплексом «Прогнозирование 1.3». На рис. 1 приведена зависимость вероятностных характеристик от порога регрессионной функции П для первого приема преобразования данных.
Выводы:
-
1. Построены прогнозные модели качества паяных соединений (ПС).
-
2. Проведено прогнозирование регрессионным методом качества паяных соединений используя все признаки паяльных паст. Было произведено нормирование и центрирование данных выборки, их нормировка по математическому ожиданию и дисперсии признаков. Наименьшую дисперсию ошибки имеет первый метод. Наиболее информативным оказался параметр Х3.
Список литературы Прогнозные математические модели качества печатных узлов космической аппаратуры
- Чуев, Ю.В. Прогнозирование количественных характеристик процессов/Ю.В. Чуев, Ю.Б. Михайлов, В.И. Кузьмин. -М.: Сов. радио, 1975. 400 с.
- Гаскаров, Д.В. Прогнозирование технического состояния и надежности радиоэлектронной аппаратуры/Д.В. Гаскаров, Т.А. Голинкевич, А.В. Мозгалевский. -М.: Сов. радио, 1974. 224 с.
- Пиганов, М.Н. Прогнозирование надежности радиоэлектронных средств/М.Н. Пиганов, С.В. Тюлевин//Научно-технические ведомости СПбГПУ. Информатика. Телекоммуникации. Управление. 2009. №1 (72). С. 174-180.
- Тюлевин, С.В. Структурная модель индивидуального прогнозирования параметров космической аппаратуры/С.В. Тюлевин, М.Н. Пиганов//Вестник Самарского государственного аэрокосмического университета. 2008. № 1. С. 92-96.
- Пиганов, М.Н. Индивидуальное прогнозирование стабильности элементов микросборок/М.Н. Пиганов, О.В. Карпов//Надежность и качество: Труды международного симпозиума. -Пенза: ПГУ, 2001. С. 334-337.
- Тюлевин, С.В. Структурная модель индивидуального прогнозирования параметров космической аппаратуры/С.В. Тюлевин, М.Н. Пиганов//Вестник Самарского государственного аэрокосмического университета. 2008. № 1. С. 92-96.
- Пиганов, М.Н. Индивидуальное прогнозирование показателей качества элементов и компонентов микросборок/М.Н. Пиганов. -М.: Новые технологии, 2002. 267 с.
- Пиганов, М.Н. Прогнозирование надежности радиоэлектронных средств/М.Н. Пиганов, С.В. Тюлевин//Перспективы развития телекоммуникационных систем и информационные технологии: Труды междун. конф. -СПб.: Изд-во Политехн. ун-та, 2008. С. 423-440.
- Пиганов, М.Н. Индивидуальное прогнозирование показателей качества элементов микросборок/М.Н. Пиганов. -Самара: СГАУ, 1999. 160 с.
- Пиганов, М.Н. Технологические основы обеспечения качества микросборок/М.Н. Пиганов. -Самара: СГАУ, 1999. 231 с.
