Программная система математического моделирования процесса электронно-лучевой сварки

Автор: Мурыгин А.В., Тынченко В.С., Курашкин С.О., Бочаров А.Н., Петренко В.Е.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Информатика, вычислительная техника и управление
Статья в выпуске: 2 т.22, 2021 года.
Бесплатный доступ
В рамках настоящего исследования предложена программная система моделирования распределения температурного поля в установившемся режиме процесса электронно-лучевой сварки тонкостенных конструкций аэрокосмического назначения. Целью создания такой программной системы является повышение качества управления процессом электронно-лучевой сварки и, соответственно, снижение количества дефектов в сварных соединения тонкостенных конструкций. Программная система имеет модельную структуру и реализует предложенные ранее авторами модели распределения энергии. В качестве средств реализации программы были выбраны системы управления базами данных MySQL и программирования Embarcadero RAD Studio. Центральным звеном системы выступает база данных, позволяющая хранить и обрабатывать информацию как по математическому моделированию, так и по результатам имитационных и натурных экспериментов. В статье описана структура разработанной программной системы, а также представлены алгоритмы работы ее составных модулей. Система предоставляет пользователю возможность не только проводить моделирование по заданным технологическим параметрам (скорость сварки, ускоряющее напряжение, ток пучка, граничные условия, время моделирования, материал изделия), но и визуализировать результаты и сохранять их в единой базе данных. Применение предложенной системы позволяет не только минимизировать затраты предприятия на отработку технологических параметров установившегося режима для процесса электронно-лучевой сварки, но и создать гибкую информационную базу для сбора экспериментальной информации с целью дальнейшей автоматизации и интеллектуализации технологического процесса создания неразъемных соединений в рамках Индустрии 4.0.
Электронно-лучевая сварка, моделирование, технологические параметры, программа, оптимизация, распределение энергии
Короткий адрес: https://sciup.org/148322027
IDR: 148322027 | УДК: 621.791.722 | DOI: 10.31772/2712-8970-2021-22-2-261-274
Software system for mathematical simulation of the electronic beam welding process
Within the framework of this study, a software system for modeling the distribution of the temperature field in the steady-state mode of the electron-beam welding process for thin-walled aerospace structures is proposed. The purpose of creating such a software system is to improve the quality of control of the electron-beam welding process and, accordingly, to reduce the number of defects in welded joints of thinwalled structures. The software system has a model structure and implements the energy distribution models proposed earlier by the authors. The MySQL database management system and the Embarcadero RAD Studio programming system were chosen as the means of implementing the program. The central link of the system is a database that allows you to store and process information both on mathematical modeling and on the results of simulation and field experiments. The article describes the structure of the developed software system, and also presents algorithms for the operation of its constituent modules. The system provides the user with the opportunity not only to carry out simulation according to the specified technological parameters (welding speed, accelerating voltage, beam current, boundary conditions, simulation time, product material), but also to visualize the results and save them in a single database. The use of the proposed system allows not only to minimize the costs of the enterprise for the development of technological parameters of the steady state for the electron-beam welding process, but also to create a flexible information base for collecting experimental information with the aim of further automating and intellectualizing the technological process of creating permanent joints in the framework of Industry 4.0.
Текст научной статьи Программная система математического моделирования процесса электронно-лучевой сварки
Основой электронно-лучевой сварки является использование тепловой энергии, выделяющейся при торможении остросфокусированного потока электронов, ускоренных до высоких уровней энергии.
Рассматривается процесс электронно-лучевой сварки в целом в работах [1–3], где авторами предлагается проведение исследований на различных металлах и в различных отраслях машиностроения. Широкие возможности электронно-лучевой сварки позволяют использовать данную технологию для производств различных видов продукции. Например, авторами работ [4–6] технология электронно-лучевой сварки используется для получения канала подогрева лопаток входного направляющего аппарата газовых турбин, а также определяются оптимальные варианты конструктивного строения сварного соединения в зависимости от величины припуска на механическую обработку.
Проведенные в работах [7–9] исследования показали, что при электронно-лучевой сварке монокристаллов вольфрама обеспечиваются условия для эпитаксиальной кристаллизации материала шва, в результате чего его параметры соответствует параметрам свариваемых монокристаллов. После сваривания стыков с использованием электроискровой резки от заготовки отделяют технологические участки. Таким образом, получается полая моногранная трубка, которая в дальнейшем используется для производства катода термоэмиссионного преобразователя.
В настоящее время для дальнейшего повышения качества технологического процесса электронно-лучевой сварки многими авторами было проведено математическое моделирование данного технологического процесса в разных режимах и с разными материалами. Например, авторы работ [10–12] рассматривали многокритериальную оптимизацию процесса электроннолучевой сварки с использованием экспериментальных данных, полученных на основе реальных точных моделей процесса электронно-лучевой сварки, которые описывают зависимость геометрии сварных швов на нержавеющей стали от параметров режима электронно-лучевой сварки. В свою очередь, авторы работ [13–15] исследовали процессы формирования канала проплавления при электронно-лучевой сварке с полным проплавлением материала.
В рамках данного исследования предложена динамическая математическая модель, позволяющая описать формирование обратного валика сварного шва в зависимости от параметров технологического процесса электронно-лучевой сварки. Математическая модель процессов испарения, конденсации, а также диффузии сплава АМг-6 при электронно-лучевой сварке с динамическим позиционированием электронного пучка описана в работах [16–18]. Разработанная модель позволяет прогнозировать химический состав сварных швов при электронно-лучевой сварке.
Верификация модели проведена путем сопоставления с результатами анализа химического состава зон проплавления в материале. Развитие технологии электронно-лучевой сварки, разработка новых методов управления данным технологическим процессом породили широкий диапазон режимов воздействия пучка электронов на поверхность свариваемых деталей. В работах [19–21] представлено дифференциальное уравнение теплопроводности, которое является математической моделью целого класса явлений теплопроводности.
Авторами работ [22–24] разработана математическая модель сканирующей электроннолучевой сварки, которая позволила моделировать динамику технологического процесса и получить критерий его оптимизации.
Математическое обеспечение программной системы
Предложенная в исследовании программная система позволяет проводить расчет распределения температурного поля при заданных параметрах процесса, таких как:
-
1. Скорость сварки.
-
2. Ускоряющее напряжение и ток пучка.
-
3. Рассматриваемая координатная область (пределы координат и шаг сетки).
-
4. Время воздействия.
-
5. Материал изделия.
В качестве входных данных для модели используются все вышеописанные параметры, хранимые в базе данных, а выходом являются векторные зависимости температур в зависимости от координат и времени. Кроме того, полученные данные в ходе моделирования при необходимости могут быть использованы для оптимизации параметров процесса электронно-лучевой сварки (ЭЛС) в рамках исследуемого режима. Для этого предусмотрена возможность как экспорта данных, так и интеграции в программную систему модуля для оптимизации.
В соответствии с рис. 1 точечный источник теплоты постоянной мощности q движется с постоянной скоростью v прямолинейно из точки O 0 в направлении оси x . С момента движения источника прошло время t н и он находится в точке O . Вместе с источником теплоты перемещается подвижная система координат, начало которой совпадает с местоположением источника теплоты, т. е. с точкой O [25].
В качестве основных формул при расчете температурного поля [25] используются выражения, описывающие действия мгновенного точечного источника по поверхности полубесконеч-ного тела (1) и линейного источника в бесконечной пластине (2):
T ( x , y , z , q , v ,
t ) = Th +
2 q
e 2 a J e 4 a
2 v τ t v τ
2 . 2.2
x -+ y -+ z- d T
4 a τ
τ 3/2
где x , y , z – координаты рассматриваемой точки в пространстве; q – эффективная мощность электронного луча; v – скорость сварки; t – время, отсчитываемое от момента прохождения источника через сечение, в котором находится рассматриваемая точка; T н – начальная температура изделия; с ρ – теплоемкость материала; a – коэффициент температуропроводности; τ = t – t’ – длительность распространения теплоты в подвижной системе координат; t – текущий момент времени; t’ – некоторый момент времени после начала нагрева, в котором источник теплоты находится в точке O ’ с координатами ( vt’ , 0 , 0) (рис. 1).
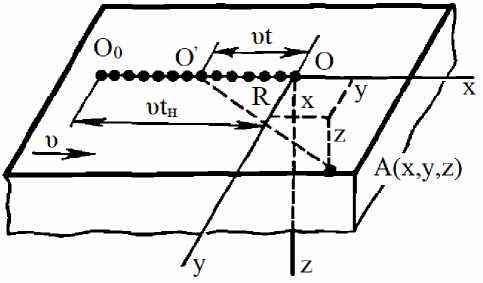
Рис. 1. Схема движения непрерывно действующего точечного источника на поверхности полубесконечного тела мощностью q , перемещающегося со скоростью v
-
Fig. 1. Scheme of motion of a continuously acting point source on the surface of a semi-infinite body of power q , moving with speed v
В соответствии с рис. 2, линейный источник теплоты мощностью q с равномерным распределением её по толщине пластины движется с постоянной скоростью v . Граничные плоскости z = 0 и z = δ отдают теплоту в окружающую среду, температуру которой T н принимает равной начальной температуре тела [25].
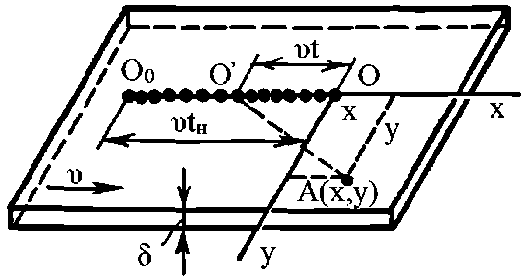
Рис. 2. Схема движения непрерывно действующего линейного источника в бесконечной пластине мощностью q , перемещающегося со скоростью v
-
Fig. 2. The scheme of motion of a continuously operating linear source in an infinite plate of power q , moving with a speed v
T 2 ( x , y , q ,
vx t -v τ-2λτ-x + y v, t)=T+qe-2a e4a cρδ 4aτ dτ, н 4πλδ 0 τ
где δ – толщина изделия; λ – коэффициент теплопроводности; t – время распространения теплоты.
В настоящей работе применяется модель мощности, представляющая из себя функцию (3), записанную в следующем виде:
Q = I ⋅ U ⋅η⋅ 0,24,
где U – ускоряющее напряжение; I – ток пучка; η – КПД.
Комплексный быстродвижущийся источник был подобран как объединение двух источников – точечного и линейного, эквивалентных реальным, имеющим место в литературе [25]. Вычисление значения функционала выполняется для области, размеры которой сопоставимы с размерами канала проплавления.
Данные формулы позволяют при их сложении (суперпозиции источников) в процессе вычисления описать характер распределение тепловой энергии после воздействия электронного луча.
Алгоритм расчета модели представлен на рис. 3.
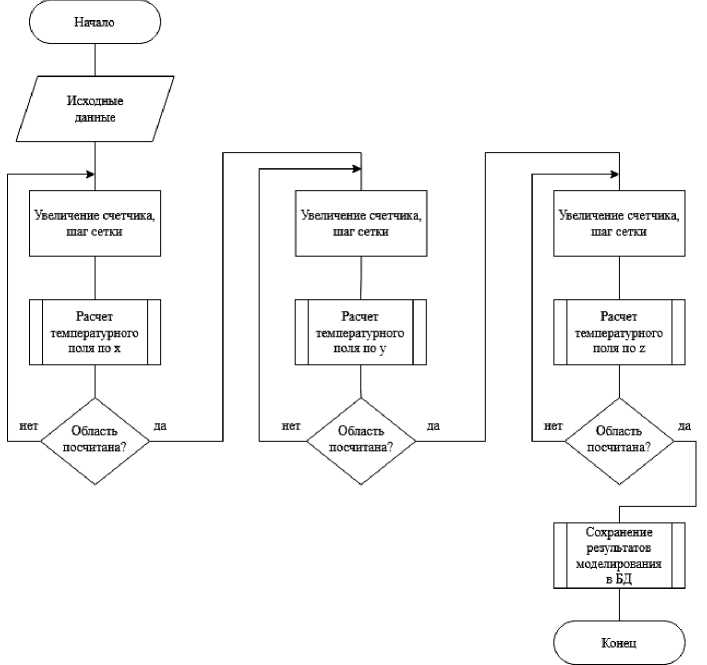
Рис. 3. Алгоритм математического моделирования теплового поля
-
Fig. 3. Algorithm for mathematical modeling of the thermal field
На начальном этапе алгоритма, представленного на рис. 3, принимаются исходные данные из соответствующей записи в базе данных. Далее производится последовательный расчет температурного поля по трем координатным осям, полученные результаты записываются в базу данных и остаются доступны для дальнейшего анализа и использования.
На рис. 4 представлена блок схема подпроцесса расчёта поля в одной координате. Его циклическое использование по всем направлениям позволяет получить температурное поле.
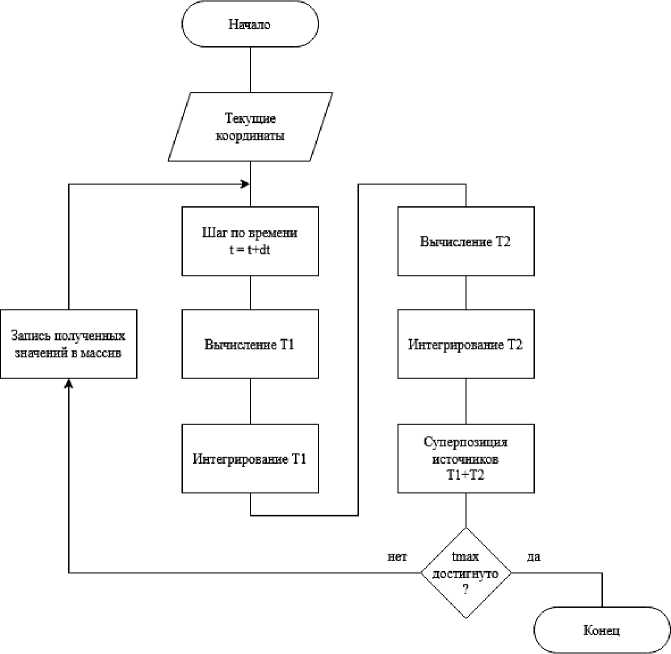
Рис. 4. Алгоритм подпроцесса расчета температурного поля в рамках одной координаты
Fig. 4. Algorithm for the sub-process of calculating the temperature field within one coordinate
Внутри программной системы доступно отображение результатов моделирования в графическом виде, которое можно осуществлять по принципу назначения осей и соответствующему созависимому значению.
Данный модуль программной среды позволяет оценить оператору целесообразность тех или иных технологических режимов, что, в свою очередь, сильно облегчает задачу поисковых исследований на натурных экспериментах.
Проектирование программного обеспечения
Программная система математического моделирования процесса электронно-лучевой сварки разработана на языке С++ и представляет собой Windows-приложение, работа которого возможна в среде операционных систем Windows 7/8/10. Структурная схема программной системы показана на рис. 5.
Программная система состоит из 6 модулей, осуществляющих следующие функции:
-
1. Модуль математического моделирования реализуют модель процесса электронно-лучевой сварки.
-
2. Модуль редактирования параметров модели осуществляет ввод и редактирование физических параметров материалов, параметров процесса ЭЛС и параметров изделия.
-
3. Модуль импорта данных имитационного моделирования осуществляет ввод данных и графиков моделирования, осуществленных в сторонних программных продуктах имитационного моделирования, Comsol Multiphysics и Ansys.
-
4. Модуль импорта данных натурного эксперимента осуществляет ввод результатов натурных экспериментов, проведенных на электронно-лучевой установке, включающих фотографии шлифов, описание дефектов сварки и т. д.
-
5. Модуль графики осуществляет графическое построение результатов математического моделирования процесса ЭЛС.
-
6. Модуль просмотра данных осуществляет отображение и редактирование результатов имитационного моделирования и натурных экспериментов.
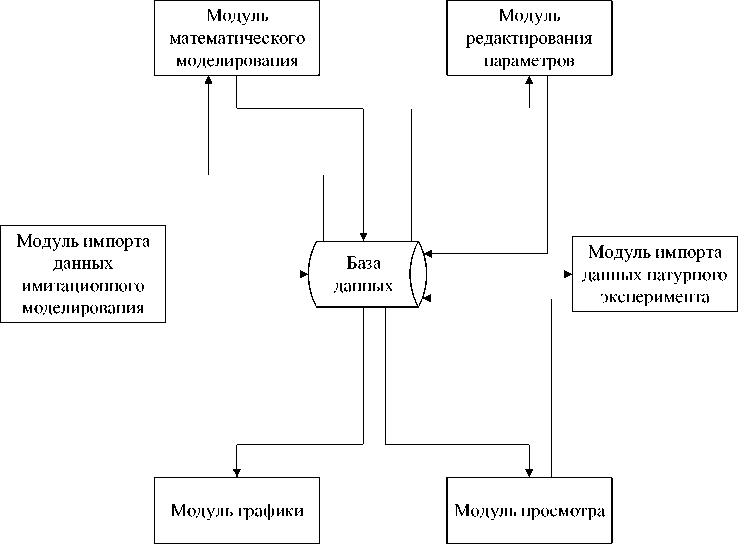
Рис. 5. Структурная схема программной системы математического моделирования процесса ЭЛС
Fig. 5. Block diagram of the software system for mathematical modeling of the EBW process
Блок-схема работы программной системы показана на рис. 6.
Центральным объектом системы является эксперимент, который может быть представлен как результат математической модели, имитационного моделирования и натурных экспериментов. Работа в программной системе начинается с создания эксперимента и определения его параметров (свойства материала, параметры процесса ЭЛС, параметры изделия). Также можно работать с экспериментами, которые уже есть в системе, редактируя их параметры.
После сохранения параметров эксперимента необходимо выбрать одно из действий: начать математическое моделирование процесса ЭЛС, загрузить данные имитационного моделирования и натурного эксперимента, редактировать и просматривать уже полученные данные. В результате выполнения действий идет постоянное взаимодействие с базой данных.
По окончании всех манипуляций с экспериментами и их результатами необходимо выйти из системы.
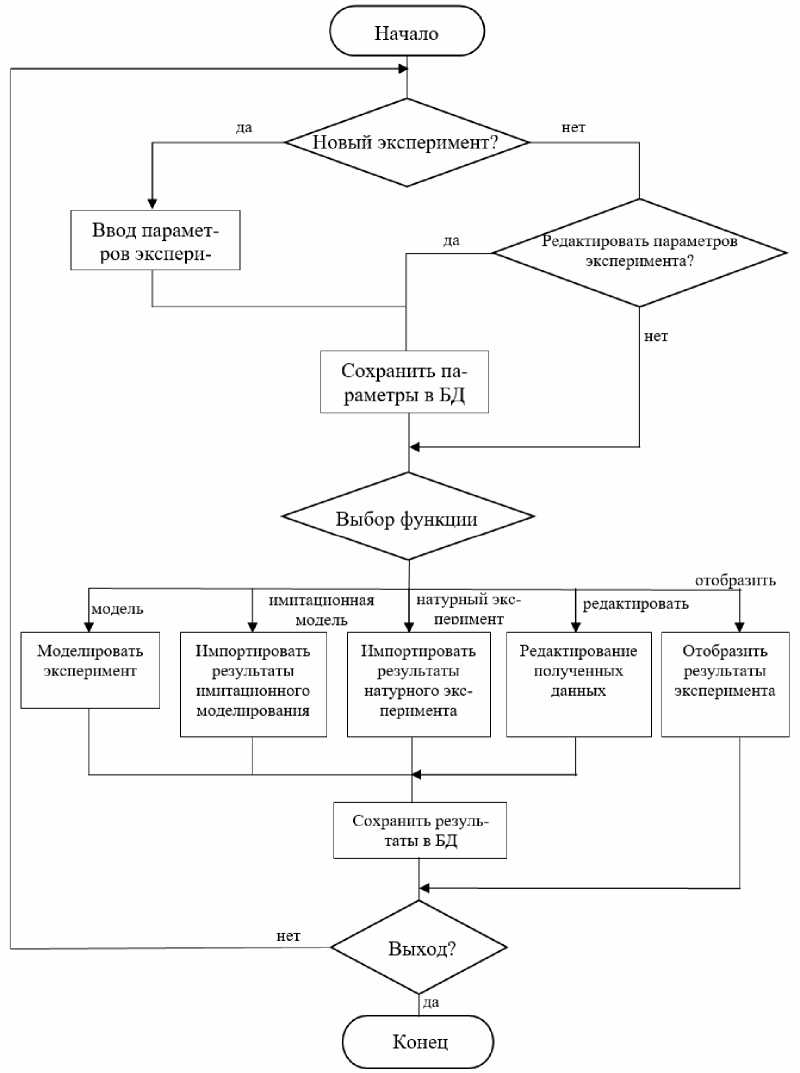
Рис. 6. Блок-схема работы программной системы моделирования ЭЛС
Fig. 6. Block diagram of the EBW simulation software system
Информационное обеспечение программной системы
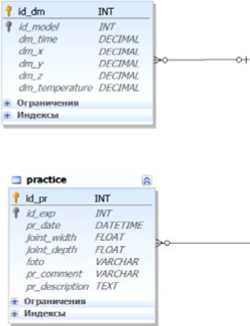
Центром программной системы является база данных, в которой хранятся данные по всем проведенным исследованиям ЭЛС, параметры модели, данные, полученные в результате сторонних исследований. В качестве СУБД используется MySQL [26; 27]. Структурная схема базы данных показана на рис. 7.
Центральной связующей таблицей является таблица experiment. Физические параметры материалов, параметры процесса ЭЛС и параметры изделия хранятся в таблицах material, techprocess и workpiece, соответственно. Данные параметры описывают эксперимент и исполь- зуются для математического моделирования процесса. Таблицы modeling и data_modeling предназначены для хранения результатов математического моделирования процесса ЭЛС, а таблицы simulation и data_simul предназначены для хранения результатов имитационного моделирования, проведенного в сторонних программных продуктах. Таблица practice хранит результаты натурных экспериментов.
". material
3 data_model
♦ Инпсты
? И model f *d_cxp mode!.step model .chart
^ modeling
INT
/NT DECIMAL DECIMAL DATE VARCHAR
modcE.comment TEXT
□ experiment

f id material INT t id tp INT f kLwp INI mode/ exp INT simul exp INT pract exp INT description VARCHAR
♦ Oi рлничгмме

? kl_sirnul INT f к!еч> INT
<_flme DECIMAL s.rtep DECIMAL dMi DATE s.chart VARCHAR s.comment TEXT
♦ О<р*м*менм* ♦ Имлсмм
". data_»imul t ld_* f id smuJ
d$_z
INT
INT
DECIMAL
DECIMAL
DECIMAL
DECIMAL
d>. temperature DECIMAL
O||MHWWHNM
Имдгхы
( ld matefial INT name VARCHAR beat conducttvty Fl OAT -°-*- heat capacity float density FLOAT v_capadty FLOAT k conductivty FLOAT
♦ Ограинченмя

Рис. 7. Структурная схема базы данных программной системы моделирования ЭЛС
Fig. 7. Block diagram of the database of the EBW modeling software system
Описание работы программной системы
На рис. 8 показана основная форма программной системы математического моделирования процесса ЭЛС.
Основная форма имеет четыре вкладки: планирование эксперимента, моделирование, имитационное моделирование, натурный эксперимент. Работа программной системы начинается с основной вкладки – планирование эксперимента. Данная вкладка предназначена для управления процессом моделирования. Здесь создаются новые эксперименты или отображаются старые, отображаются параметры экспериментов и задаются новые условия моделирования.
Данная вкладка разбита на три основных блока: материал, техпроцесс, изделие. В данных блоках заданы физические параметры материала изделия, параметры процесса ЭЛС и непосредственно параметры самого изделия. Заданные параметры затем будут использованы для моделирования процесса ЭЛС.
В каждом блоке присутствует блок кнопок для задания новых материалов, процессов и изделий. Серый цвет надписей показывает, что блоки находятся в режиме отображения информации. Черный цвет сигнализирует о вводе условий эксперимента. В нижней части экранной формы расположен список экспериментов, параметры которых отображаются выше. Блок кнопок позволяет создавать, удалять, сохранять и редактировать условия эксперимента. Блок «Состояние эксперимента» отображает наполненность эксперимента, т. е. было ли проведено моделирование, загружены ли данные имитационного моделирования и натурного эксперимента.
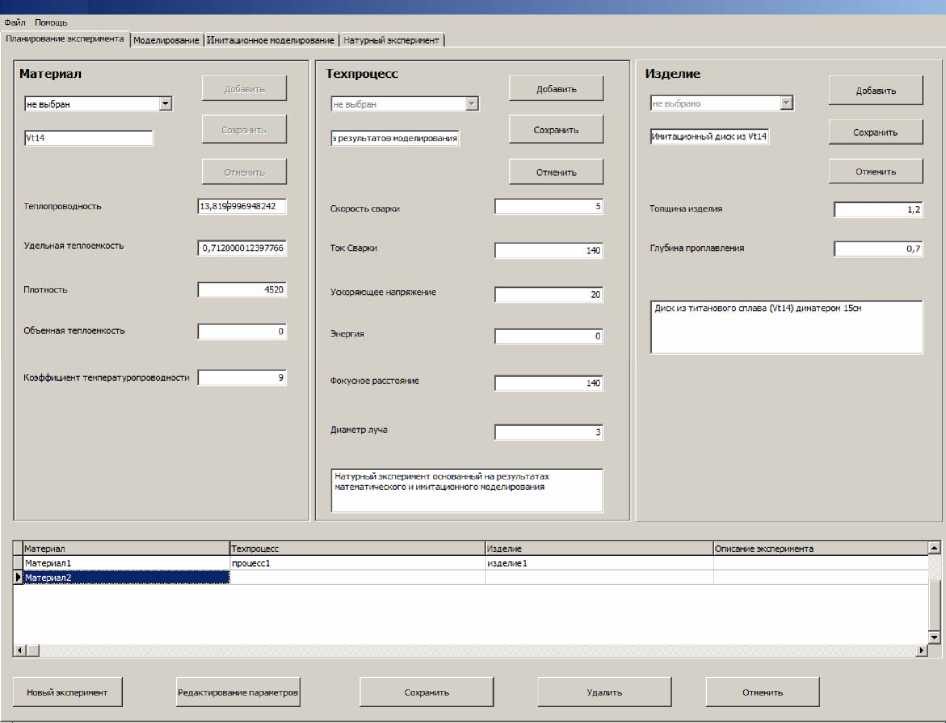
Рис. 8. Основная форма программной системы математического моделирования ЭЛС
Fig. 8. The main form of the software system for mathematical modeling of EBW
Заключение
В рамках настоящего исследования предложена программная система моделирования распределения температурного поля в установившемся режиме процесса электронно-лучевой сварки тонкостенных конструкций аэрокосмического назначения. Программная система имеет модельную структуру и реализует предложенные ранее авторами модели распределения энергии. Центральным звеном системы выступает база данных, позволяющая хранить и обрабатывать информацию как по математическому моделированию, так и по результатам имитационных и натурных экспериментов. Применение предложенной системы позволяет не только минимизировать затраты предприятия на отработку технологических параметров установившегося режима для процесса электронно-лучевой сварки, но и создать гибкую информационную базу для сбора экспериментальной информации с целью дальнейшей автоматизации и интеллектуализации технологического процесса создания неразъемных соединений в рамках Индустрии 4.0.
Список литературы Программная система математического моделирования процесса электронно-лучевой сварки
- Yunlian Q., Ju D., Quan H., Liying Z. Electron beam welding, laser beam welding and gas tungsten arc welding of titanium sheet // Materials Science and Engineering A. 2000. Vol. 280, No. 1. P.177-181.
- Саломатова Е. С. Электронно-лучевая сварка - от изобретения до наших дней // Вестник Пермского нац. исслед. политехнич. ун-та. Машиностроение, материаловедение. 2013. № 1. С. 74-87.
- Пермяков Г. Л., Ольшанская Т. В., Беленький В. Я., Трушников Д. Н. Моделирование электронно-лучевой сварки для определения параметров сварных соединений разнородных материалов // Вестник Пермского нац. исслед. политехнич. ун-та. Машиностроение, материаловедение. 2013. № 4. С. 48-58.
- Шаронов Н. И. Применение электронно-лучевой сварки в турбостроении // Науч.-технич. ведомости СПбПУ. Естественные и инженерные науки. 2010. № 3 (106). С. 170-175.
- Denlinger E. R. Thermo-mechanical modeling of large electron beam builds // Thermo-Mechanical Modeling of Additive Manufacturing. - Butterworth-Heinemann. 2018. Vol. 150, No. 2. P.167-181.
- Raj R. A., Anand M. D. Modeling and prediction of mechanical strength in electron beam welded dissimilar metal joints of stainless steel 304 and copper using grey relation analysis // Int. J. Eng. Technol. 2018. Vol. 7, No. 1. P. 198-201.
- Ластовиря В. Н., Новокрещенов В. В., Родякина Р. В. Использование электронно-лучевой сварки для создания термоэмиссионных преобразователей (ТЭП) из монокристаллов вольфрама // Глобальная ядерная безопасность. 2015. № 3 (16). С. 27-35.
- Chowdhury S., Yadaiah N., Khan S. M., Ozah R., Das B., Muralidhar M. A perspective review on experimental investigation and numerical modeling of electron beam welding process // Materials Today: Proceedings. 2018. Vol. 5, No. 2. P. 4811-4817.
- Wang J., Hu R., Chen X., Pang S. Modeling fluid dynamics of vapor plume in transient keyhole during vacuum electron beam welding // Vacuum. 2018. Vol. 157, No. 1. P. 277-290.
- Младенов Г., Колева Е., Беленький В. Я., Трушников Д. Н. Моделирование и оптимизация электронно-лучевой сварки сталей // Вестник Пермского нац. исслед. политехнич. ун-та. Машиностроение, материаловедение. 2014. Т. 16. № 4. С. 7-21.
- Kanigalpula P. K. C., Jaypuria S., Pratihar D. K., Jha M. N. Experimental investigations, input-output modeling, and optimization of spiking phenomenon in electron beam welding of ETP copper plates // Measurement. 2018. Vol. 129, No. 1. P. 302-318.
- Luo M., Hu R., Liu T., Wu B., Pang S. Optimization possibility of beam scanning for electron beam welding: Physics understanding and parameters selection criteria // International Journal of Heat and Mass Transfer. 2018. Vol. 127, No. 1. P. 1313-1326.
- Беленький В. Я., Трушников Д. Н., Пискунов А. Л., Лялин А. Н. Динамическая модель электронно-лучевой сварки со сквозным проплавлением // Вестник Пермского нац. исслед. политехнич. ун-та. Машиностроение, материаловедение. 2011. Т. 13. № 3 (5). С. 72-84.
- Das D., Pratihar D. K., Roy G. G. Cooling rate predictions and its correlation with grain characteristics during electron beam welding of stainless steel // The International Journal of Advanced Manufacturing Technology. 2018. Vol. 97, No. 5-8. P. 2241-2254.
- Tadano S., Hino T., Nakatani Y. A modeling study of stress and strain formation induced during melting process in powder-bed electron beam melting for Ni superalloy // Journal of Materials Processing Technology. 2018. Vol. 257, No. 1. P. 163-169.
- Саломатова Е. С., Трушников Д. Н., Цаплин А. И. Моделирование процессов испарения при электронно-лучевой сварке с динамическим позиционированием электронного пучка // Известия Тульского гос. ун-та. Технические науки. 2015. № 6-2. С. 124-133.
- W^glowski M. S., Blacha S., Phillips A. Electron beam welding-Techniques and trendsReview // Vacuum. 2016. Vol. 130, No. 1. P. 72-92.
- Trushnikov D. N., Belenki'y V. Y., Mladenov G. M., Portnov N. S. Secondary Emission signal for weld formation monitoring and control in eletron beam welding (EBW) // Materialwissenschaft und Werkstofftechnik. 2012. Vol. 43, No. 10. P. 892-897.
- Ольшанская Т. В., Федосеева Е. М., Колева Е. Г. Построение тепловых моделей при электронно-лучевой сварке методом функций Грина // Вестник Пермского нац. исслед. политехнич. ун-та. Машиностроение, материаловедение. 2017. Т. 19, № 3. С. 49-74.
- Трушников Д. Н., Беленький В. Я. Исследование формирования сигнала вторичного тока в плазме при электронно-лучевой сварке с осцилляцией электронного пучка // Сварочное производство. 2012. № 11. С. 9-13.
- Nishimura F., Nakamura H., Takahashi H., Takamoto T. Development of a new investment for high-frequency induction soldering // Dental materials journal. 1992. Vol. 11, No. 1. P. 59-69.
- Wang D., Wang S., Zhang W. Numerical Simulation and Experimental Investigation on Ti70 Titanium Alloy Electron-Beam-Welded Joint // Transactions of the Indian Institute of Metals. 2020. Vol. 73, No. 9. P. 2361-2369.
- Lanin V. L., Sergachev I. I. Induction devices for assembly soldering in electronics //Surface engineering and applied electrochemistry. 2012. Vol. 48, No. 4. P. 384-388.
- Moghaddam M., Mojallali H. Neural network based modeling and predictive position control of traveling wave ultrasonic motor using chaotic genetic algorithm // International Review on Modelling and Simulations. 2013. Vol. 6, No. 2. P. 370-379.
- Коновалов А. В. Теория сварочных процессов. М. : Изд-во МГТУ им. Н. Э. Баумана. 2007. 752 с.
- MySQL [Электронный ресурс]. URL: https://www.mysql.com/ (дата обращения 01.05.2021).
- MySQL для больших данных / Ш. Чаллавала, Дж. Лакхатария, Ч. Мехта, К. Патель. М. : ДМК Пресс, 2018. 226 с.
