Программное обеспечение многоканальной автоматизированной системы управления процессом формования изделий из ПКМ на обогреваемых полимерных оснастках

Автор: Рахматуллин Айрат Эмирович, Бурхан Олег Леонидович, Качура Сергей Михайлович, Никитин Евгений Константинович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-4 т.15, 2013 года.
Бесплатный доступ
Рассмотрены особенности алгоритма многоканальной автоматизированной системы управления процессом формования и программного обеспечения, созданного на его основе.
Полимерные композиционные материалы, формование, автоматизированная система управления режимами
Короткий адрес: https://sciup.org/148202377
IDR: 148202377 | УДК: 678.01:620.179
Software of multichannel automated process control system of the FRP curing products for the heated plastic equipment
Discussed the features of the algorithm of multichannel automated process control system of curing and software created on its basis.
Текст научной статьи Программное обеспечение многоканальной автоматизированной системы управления процессом формования изделий из ПКМ на обогреваемых полимерных оснастках
Современные требования получения изделий из ПКМ высокого качества ставит задачу по совершенствованию технологической подготовки их производства [1], а в частности автоматизации управления процессом формования [2, 3]. Современные системы управления невозможно представить без использования компьютера и компьютерного программного обеспечения. А специальное программное обеспечение, спроектированное с учетом требований технологов, позволяет переложить рутинную работу, требующую высокой точности операций, на компьютер [4].
Одновременно разработка автоматизированной системы управления процессом формования ПКМ соответствует приоритетам стратегических направлений развития материалов и технологий – проведение технической модернизации производств путем оснащения современным автоматизированным оборудованием, развитие энергоэффективных, ресурсосберегающих технологии получения деталей [5].
Для решения поставленной задачи было разработано программное обеспечение, осуществляющее управление процессом формования изделий из ПКМ на обогреваемых полимерных оснастках [6]. Отправной точкой при разработке алгоритма программы послужила разработанная раннее одноканальная автоматизированная система управления процессом формования с одновременным контролем структурных превращений материала [7]. Данное программное обеспечение является составной частью многоканальной системы управления процессом формо-
Рахматуллин Айрат Эмирович, инженер-технолог.
вания. Блок-схема системы и одного из каналов системы представлена на рис. 1.
Схемы всех каналов системы идентичны приведенной и различаются только максимальной мощностью регулировки. В данной схеме присутствует обогреваемая полимерная оснастка, на которой формуют детали из ПКМ. На оснастку устанавливаются датчики температуры и давления. Сигналы от датчиков поступают в электронный блок, который преобразует их в цифровой вид и подготавливает данные к передаче в компьютер. Электронный блок обменивается пакетами данных с компьютером и на основе полученной информации управляет регулятором мощности нагревателя оснастки заданного канала [8].
Разработанное программное обеспечение позволяет управлять одновременно различным числом каналов. Алгоритм управления всех каналов одинаков и реализован в виде объектов одного класса. Однако каждый канал хранит свои настройки и позволяет точно настроиться под определенные обогреваемые оснастки, которые могут различаться значением максимальной разрешенной мощности, подаваемой на нагреватель, инерционностью нагрева оснастки. Также можно настроить канал на работу с различными типами датчиков или с датчиками, имеющими различные характеристики.
Управление системой заключается в следующем:
. в программе задается температурный режим формования изделия на определенном канале;
. запускается режим к исполнению.
Дальнейшее управление режимом формования изделия из ПКМ программа выполняет автоматически. По завершению режима канал переходит в режим ожидания с одновременным мониторингом параметров оснастки (температура, давление).
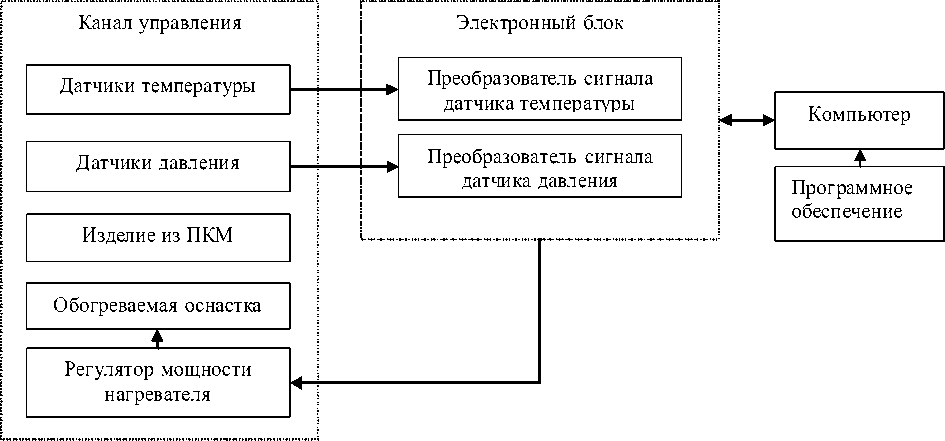
Рис. 1. Блок-схема многоканальной автоматизированной системы управления процессом формования
В программе предусмотрена функция автоматического сохранения данных режима в архив, которая позволяет при необходимости просмотреть всю историю процессов формования различных изделий из ПКМ.
Блок-схема алгоритма работы программного обеспечения в рабочем режиме представлена на рис. 2.
Программа периодически опрашивает электронный блок и получает информацию со всех датчиков, подключенных к нему. Преобразованные данные с датчиков распределяются по каналам управления. Каждый канал работает только со своим набором датчиков и вычисляет мощность, подаваемую на нагреватель для выполнения заданного температурного режима, в зависимости от их показаний. Определение отдаваемой мощности может вычисляться по нескольким методам: метод включено-выключено, пропорциональный метод и по методу пропорционально-интегрально-дифференциального регулятора (ПИД-регулятор) [9]. Каждый метод регулирования имеет свои особенности применения [10]. Методы регулирования перечислены в порядке возрастания точности регулирования. Однако одновременно с точностью возрастает и сложность настройки регулятора: ПИД-регулятор является наиболее сложным в настройке, но настроенный канал позволяет следовать заданному температурному режиму без отставания и забросов [11, 12].
На рис. 3 показано главное окно программы, появляющееся перед пользователем сразу после запуска.
С главного окна программы осуществляется доступ ко всем возможностям программы.
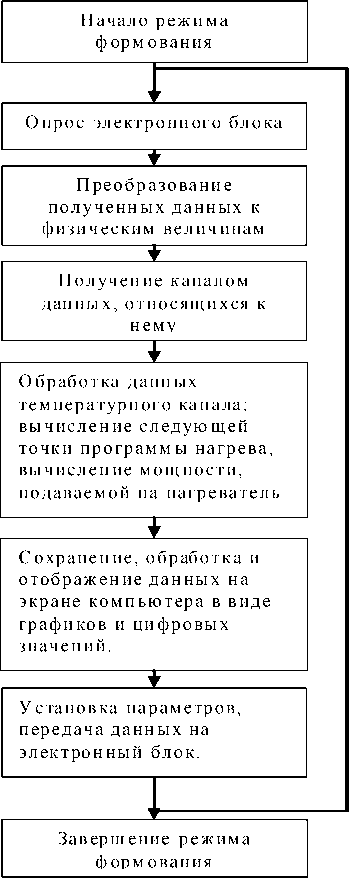
Рис. 2. Блок-схема алгоритма работы программного обеспечения в рабочем режиме
Управление оснастками v2.0.0
Архив Настройки Справка
Е-«150-
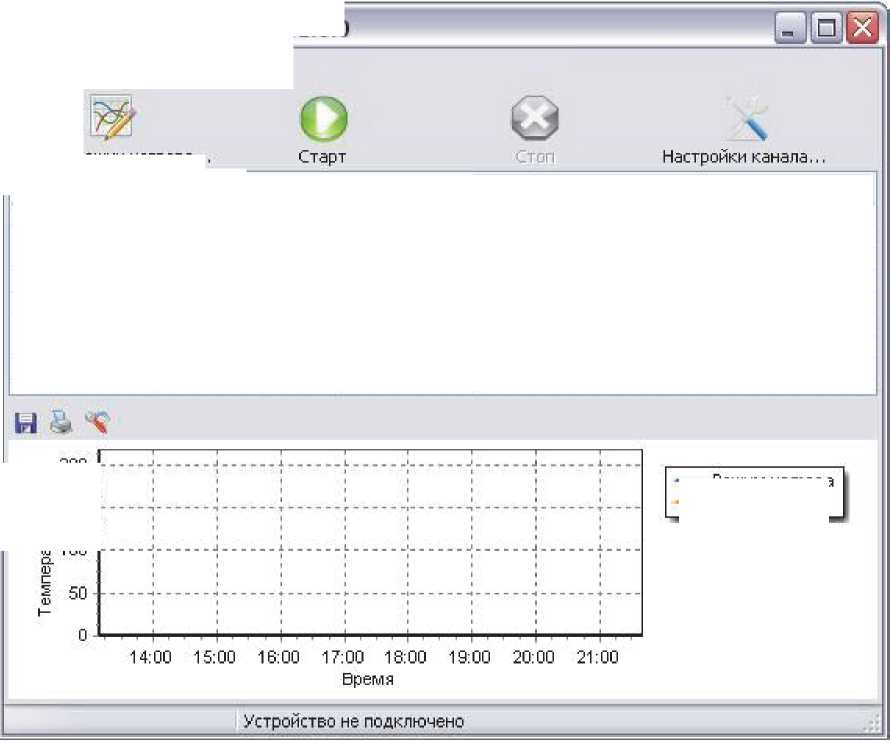
Рис. 3. Главное окно программы управления процессом формования
Задать режим нагрева..,
|
№ |
Название |
Состояние |
т, гр.с |
Мощность, % |
|
|
1 |
первый... |
ожидание |
0 |
0 |
|
|
2 |
другая ... |
ожидание |
0 |
0 |
|
|
3 |
ожидание |
0 |
0 |
||
|
4 |
ожидание |
0 |
0 |
||
|
5 |
ожидание |
0 |
0 |
||
|
6 |
ожидание |
0 |
0 |
||
|
7 |
ожидание |
0 |
0 |
||
|
8 |
ожидание |
0 |
0 |
||
200 --
£ 100 - -
--- Режим нагрева Температура
В программе технолог может выбрать один из каналов, представленных в таблице, задать режим нагрева, или изменить настройки канала. Задав режим нагрева, технолог запускает режим к исполнению кнопкой «Старт». В любой момент можно остановить выполнение режима кнопкой «Стоп». Во время выполнения режима на графике внизу окна отображается заданный режим и измеренная датчиком температура. Текущие значения температуры и расчетная мощность, подаваемая на оснастку, также отображаются в таблице.
Проведенные в опытном производстве испытания автоматизированной системы управления процессом формования показали её эффективность и простоту использования в условиях реального процесса формования деталей из ПКМ. Применение данного программного обеспечения позволило обеспечить повторяемость температурного режима формования с высокой точностью.
Список литературы Программное обеспечение многоканальной автоматизированной системы управления процессом формования изделий из ПКМ на обогреваемых полимерных оснастках
- Постнов В.И., Сатдинов А.И., Стрельников С.В., Антонов А.И., Вешкин Е.А. Влияние технологической подготовки производства на качество изделий из ПКМ//Авиационные материалы и технологии. 2009. № 3. С. 3-6.
- Стрельников С.В., Застрогина О.Б., Вешкин Е.А., Швец Н.И. К вопросу о создании высокоэффективных технологий изготовления панелей интерьера в крупносерийном производстве//Авиационные материалы и технологии. 2011. №4. С. 18-25
- Гращенков Д.В., Чурсова Л.В. Стратегия развития композиционных и функциональных материалов/Авиационные материалы и технологии: Юбилейный науч.-технич. сб. (приложение к журналу "Авиационные материалы и технологии"). М.: ВИАМ. 2012. С. 231-242
- Никитин К.Е., Бурхан О.Л., Постнов В.И., Петухов В.И. Лабораторная установка для исследования и отработки режимов формования ИПФ 2003 полимерных композиционных материалов ультразвуковым методом//Заводская лаборатория. 2008. №4. С. 38-40
- Каблов Е.Н. Стратегические направления развития материалов и технологий их переработки на период до 2030 года/Авиационные материалы и технологии: Юбилейный науч.-технич. сб. (приложение к журналу "Авиационные материалы и технологии"). М.: ВИАМ. 2012. С. 7-17.
- Застрогина О.Б., Швец Н.И., Постнов В.И., Серкова Е.А. Фенолформальдегидные связующие для нового поколения материалов интерьера/Авиационные материалы и технологии: Юбилейный науч.-технич. сб. (приложение к журналу "Авиационные материалы и технологии"). М.: ВИАМ. 2012. С. 265-272.
- Рахматуллин А.Э., Постнов В.И., Бурхан О.Л., Стрельников С.В. Разработка программного обеспечения автоматизированной системы управления параметрами процесса формования изделий из полимерных композиционных материалов//Известия Самарского научного центра РАН. 2012. Т. 14. № 4-3. С. 843-846.
- Качура С.М., Постнов В.И., Бурхан О.Л., Стрельников С.В. Первичная обработка измерительной и управляющей информации автоматизированной системы контроля процесса отверждения полимерной матрицы//Известия Самарского научного центра РАН. 2012. Т. 14. № 4-3. С. 840-842.
- Шубладзе А.М., Гуляев С.В., Кузнецов С.И., Малахов В.А., Ольшванг В.Р. Обзор работы ПИ-и ПИД-регуляторов в режимах интегрального насыщения//Автоматизация в промышленности. 2008. №8. С. 6-9.
- Денисенко В.В. Разновидности ПИД-регуляторов//Автоматизация в промышленности. 2007. № 6. С. 45-50.
- Шубладзе А.М., Кузнецов С.И. Автоматически настраивающиеся промышленные ПИ-и ПИД-регуляторы//Автоматизация в промышленности. 2007. № 2. С. 15-17.
- Вадутов О.С. Синтез дискретных систем с ПИД-регулятором//Известия Томского политехнического университета. 2008. Т. 312. № 5. С. 48-52.
