Программный комплекс для обучения управлению качеством термоусадочных полимерных пленок

Автор: Аразтаганова А.М., Чистякова Т.Б.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Информационные технологии, моделирование и управление
Статья в выпуске: 4 (74), 2017 года.
Бесплатный доступ
Описан программный комплекс, предназначенный для обучения управлению качеством широкого ассортимента термоусадочных полимерных пленок, производимых из различных типов материалов на производственных линиях различных конфигураций с широким диапазоном требований к качеству. Для решения задачи обучения программный комплекс включает библиотеку математических моделей, базы данных конфигураций производственных линий, свойств материалов и технологических регламентов производства, а также базу знаний по управлению термоусадочными свойствами полимерных пленок. Библиотека математических моделей позволяет учитывать различные свойства полимеров, область их дальнейшего применения и позволяет осуществлять имитационное моделирование и управление термоусадочными свойствами полимерных пленок, такими как величина продольной и поперечной усадки, а также сила усадки. Разработано формализованное описание процессов получения термоусадочных полимерных пленок: описаны векторы входных (конфигурация производственной линии, свойства материала), управляющих (температуры и скорости вращения валков производственной линии) и выходных (термоусадочные свойства полимерных пленок) параметров. Программный комплекс включает интерфейсы инструктора, обучаемого и администратора, позволяющие редактировать базы данных и знаний комплекса, задавать сценарий и формировать протокол обучения. Сценарий обучения содержит конфигурацию производственной линии, тип материала, требования по качеству и допустимое время выполнения задания. Протокол включает в себя зависимость отклонений рассчитанных и требуемых показателей качества от времени и значений управляющих воздействий. Разработанная архитектура позволяет осуществлять обучение производственного персонала управлению качеством термоусадочных пленок широкого ассортимента, производимых из множества материалов на производственных линиях различных конфигураций. Программный комплекс протестирован на примере обучения управлению производствами термоусадочных полимерных пленок на заводах корпорации Клекнер Пентапласт России и Германии.
Математические модели, усадка, полимерные пленки, программный комплекс, обучение
Короткий адрес: https://sciup.org/140229936
IDR: 140229936 | DOI: 10.20914/2310-1202-2017-4-56-64
A software solution for training for quality control of thermal shrinkage polymer films
A software solution for training to control wide variety of thermal shrinkage polymer films is described. The films are produced of different types of materials and on a big variety of production lines configurations with wide ranges of quality requirements. To solve the training task the solution includes library of mathematic models, databases of production lines configurations, material properties, technological regulations and knowledge base for control of thermal shrinkage properties of polymer films. The library of mathematic models allows considering different properties of the polymers, area of their further exploitation. It also allows simulation modelling and control of thermal shrinkage properties of polymer films such as length and width shrinkage values and the strength of shrinkage. The formalized description of thermal shrinkage films obtaining processes is developed and input, control and output vectors are described. The input vector includes configuration of production line and material properties). The control vector includes temperatures and velocities of production line rolls). Thermal shrinkage properties of polymer films are represented in the output vector. The software solution includes instructor, trainee and administrator interfaces. The interfaces allow editing the databases and the knowledgebase of the solution, initializing the training scenario and formation of training protocols. The training scenario includes a configuration of production line, a material type, quality requirements and acceptable execution time. The protocol describes the dependencies of variations between calculated and required values on time and control values. The developed architecture allows training of production personnel to control the quality of wide variety of thermal shrinkage films. The films can be produced on the production lines of different configuration from wide variety of materials. The software solution was tested by training to control thermal shrinkage film productions on Russian and German plants of Kloeckner Pentaplast corporation.
Текст научной статьи Программный комплекс для обучения управлению качеством термоусадочных полимерных пленок
Постоянное усложнение производственных технологических процессов за счет использования промышленного оборудования высокой производительности и различных конфигураций, а также за счет использования различных типов сырьевых материалов требует постоянного улучшения подготовки управляющего производственного персонала [1–4]. Для проведения обучения производственного персонала необходимо разработать высокоточные гибкие математические модели, обладающие выраженной технологической и управленческой спецификой [5]. Такие модели должны быть реализованы в интерактивном имитационном режиме с использованием эффективных методов численного решения. Для обеспечения гибкости обучающих программных комплексов необходимо реализовать базы данных различных конфигураций оборудования, производственных материалов, регламентов промышленных производств, библиотеки математических моделей, а также базы знаний по управлению технологическими производствами [6, 7].
Термоусадочные полимерные пленки получили широкое распространение в пищевой, фармацевтической и других областях промышленности. Соответственно во всем мире расширяется производство полимерных различных типов [8].
Процессы получения термоусадочных полимерных пленок являются сложными в управлении, поскольку требуется одновременно задавать значения большого количества (более 20) управляющих воздействий, а также учитывать их влияние не только на термоусадочные, но и на другие потребительские свойства полимерных пленок, такие как цвет, толщина и т. д. Однако термоусадочные свойства являются наиболее сложным для управления показателем качества. Диапазон изменения усадки полимерных пленок изменяется от -5 до 200% [9].
Поэтому актуальной является задача разработки программного комплекса, включающего библиотеку математических моделей, базы данных производственных линий, материалов и технологических регламентов для производства широкого ассортимента полимерных пленок с различными требованиями по качеству, а также систему геометрического моделирования производственных линий для обучения управлению качеством термоусадочных полимерных пленок.
Описание объекта управления и изучения
Объектом управления и изучения является процесс получения термоусадочных полимерных пленок (рисунок 1) .
Производство плёнок делится на две стадии: первичная подготовка полимера с его предварительной пластификацией и формование плёнки.
В начале линии каландрования предусмотрено изготовление сухой смеси полимерного материала с соответствующими добавками в смесителе, которая превращается в однородный расплав. Перед подачей в каландр материал предварительно проходит пластификацию и подогревается до нужной температуры на вальцах или в экструдере. Подготовленный таким образом материал последовательно проходит межвалковые зазоры каландра, переходя с одного валка на другой. На данном этапе могут быть заданы толщина и ширина формуемого полотна. Напряжения, оказывающие влияние на величину усадки пленок, на данном этапе практически отсутствуют за счет высоких температур валков каландра и низкой разнице в их скоростях вращения.
Большинство качественных характеристик пленок закладывается на этапе каландрования, поскольку каландрование – завершающая технологическая операция.
В процессе переработки материала в рабочем зазоре между валками макромолекулы полимера получают преимущественную ориентацию вдоль направления движения ленты. Вязкоупругие свойства материала, переработанного на валковых машинах, сказываются на изменении толщины (калибра). В определенный период времени после каландрования толщина листового материала увеличивается и становится больше величины минимального зазора. Это явление называют эластическим восстановлением.
Объект управления - производство полимерных пленок методом каландрования Study object - production of thermal shrinkage polymeric films using calendering
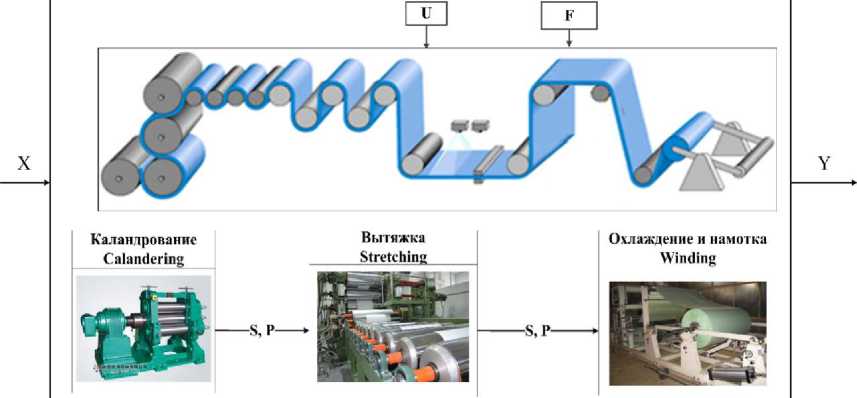
Рисунок 1. Процесс производства термоусадочных полимерных пленок
Figure 1. Thermal shrinkage polymer films obtaining process
Увеличение толщины каландрованного листа сопровождается уменьшением его ширины, т. е. усадкой. Объём при этом сохраняется. Наибольшее значение усадка имеет в первый момент по выходе листа с каландра и в основном заканчивается, когда температура листа или пленки достигает температуры окружающего воздуха. В дальнейшем также происходит усадка термопластичных материалов в рулонах, но ее величина незначительная.
В общем виде процесс получения термоусадочных пленок можно представить следующим образом (рисунок 2) .
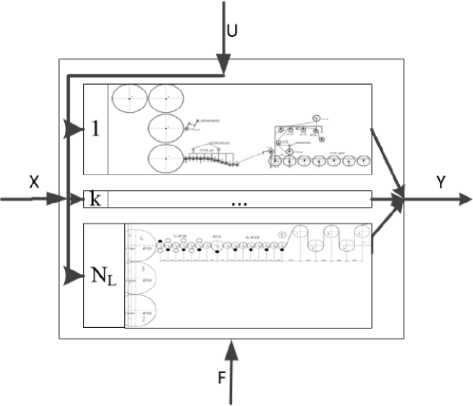
Рисунок 2. Информационное описание процесса получения термоусадочных пленок
Figure 2. Information description of thermal shrinkage polymer films obtaining process
В общем виде термоусадочные характеристики рассчитываются как Y = f (X, U), где Y = {S∑, P∑} – вектор выходных параметров; S∑ = {Sl, Sw, Sh} – термоусадочные свойства полимерных пленок: Sl – величина усадки по длине пленки, %; Sw – величина усадки по ширине пленки, %; Sh – величина усадки по толщине пленки, %; P∑ – сила усадки, Н; X = {Kk, Mm, Pr} – вектор входных параметров, Kk ={Kf, Kcalc} - вектор конфигурации k-й производственной
Kf = { N.{xi-y, - Ri, Wi- Hi },=iN} линии,
– конфигу-
рация k -й производственной линии; X I , y i – вертикальная и горизонтальная координаты центра i -го валка производственной линии, м; R i – внешний радиус i- го валка производственной линии, м; W i – ширина материала на i- м участке производственной линии, м; H i – толщина материала на i- м участке производственной линии, м; Kcalc = { { LT - L a'" - F - f i - ф } i = 1- N } — вектор геометрических параметров производственной линии; L i air – длина пути материала вне контакта с валками между i- м и i +1-м валком, м; L i roll – длина пути материала по поверхности i- го валка, м; F i – площадь материала, находящегося между i- м и i +1-м валками, м2; f i – площадь материала на i- м валке, м2; φ i – угол покрытия материалом i- го валка, рад; Pr – производительность линии, кг/ч;
M m = { M ph , M temp } – вектор параметров m -го материала, M ph = {ρ, μ 0 , n , b t } – вектор физических характеристик материала; ρ – плотность материала, кг/м3; μ 0 – коэффициент вязкости; Па∙сn, n – индекс течения полимера; b t – температурный индекс, 1/ ° C; M temp = { c p , a air } - вектор тепловых характеристик материала, где c p – удельная теплоёмкость, Дж/(кг∙К); α air – коэффициент теплоотдачи от материала к воздуху; U = { V , T ht , G ht } – вектор управляющих воздействий; T ht – температура хладагента или теплоносителя, ° C; G ht - расход хладагента или теплоносителя, м3/ч; F – вектор возмущающих воздействий, включает в себя параметры, оказывающие неконтролируемое воздействие на величину усадки. К таким параметрам в данной работе отнесены концентрация примесей в исходном сырье, а также характеристики отходного сырья, подаваемого на вход производственной линии.
Постановка задачи обучению управлению термоусадочными свойствами полимерных пленок с применением математической модели
С применением математической модели с параметрами A обучить оператора производственной линии или инженера по качеству для заданных характеристик процесса каланд-рования
X = {K
k
, M
m
}
определять такие значения управляющих воздействий
U
= {
V
,
T
ht
,
G
ht
}, в заданных диапазонах
V
min ≤
V
≤
V
max,
T
ht
min ≤
T
ht
≤
T
ht
max,
G
ht
min ≤
G
ht
≤
G
ht
max, обеспечивающих получение термоусадочных полимерных пленок, для которых
|Y- Y
task
\
Функциональная структура программного комплекса
Для решения задачи управления разработана следующая структура программного комплекса.
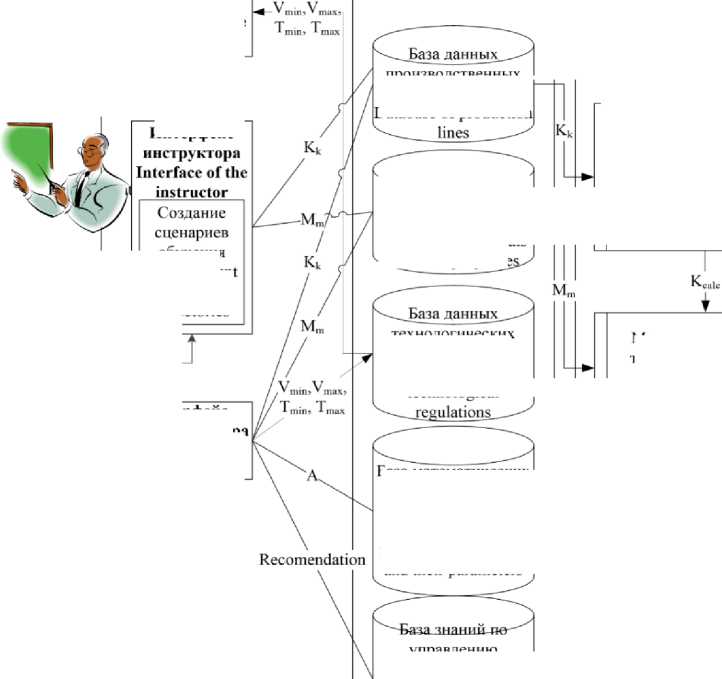
Информационное обеспечение программного комплекса включает базы данных конфигураций производственных линий, характеристик материалов, регламентов производства, библиотеку математических моделей и советов по управлению термоусадочными свойствами полимерных пленок.
Для решения задачи обучения управлению величиной усадки разработаны интерфейсы обучаемого, инструктора и администратора, а также программные модули, имитационного моделирования объекта управления.
Пользователь, авторизованный в тренажере в роли администратора, имеет возможность редактировать базы данных и знаний тренажера. В базе данных содержится информация о производственных линиях, их структуре и характеристиках составляющих их приводов и валков, материалах и их свойствах, математических моделях и их параметрах, рекомендациях по управлению качеством термоусадочных полимерных пленок.
Процессом обучения могут управлять пользователи, зарегистрированные как инструкторы. Для инструктора доступны функции создания сценариев обучения. Сценарий обучения включает конфигурацию и производительность производственной линии, тип материала, требования по качеству полимерных пленок.
Для пользователей, которым отведена роль обучаемых, доступна возможность прохождения обучения по заранее созданным инструкторами сценариям. Задание включает в себя фиксированные параметры производства (конфигурацию и производительность производственной линии, и тип сырьевого материала), ограничения на диапазон варьирования управляющих воздействий, требуемое целевое значение усадки и заданную величину допустимой погрешности. Перед обучаемым стоит задача подбора таких значений управляющих воздействий, которые при заданных конфигурации производственной линии и типе материала обеспечат производство пленок с величиной усадки, отличие которой от заданной не превышает величины допустимой погрешности. В процессе выполнения задания обучаемый может из базы знаний получать советы по заданию управляющих воздействий. Действия обучаемого в процессе выполнения задания протоколируются. Протоколы содержат зависимости значений управляющих воздействий и полученных термоусадочных свойств от времени, а также их отклонения от задания по качеству: Protocol = { U (t), Y (t), Δ Y (t)}.
Функциональная структура программного комплекса представлена на рисунке 3.

и
Подсистема имитационного моделирования процесса получения термоусадочных пленок Subsystem for simulation modelling of polymer films obtaining process
Scenario
Интерфейс
Информационное обеспечение Infoware
Интерфейс обучаемого Interface of the trainee
А t, X, U, Y
производственных линий Database of production
обучения Development of training trajectories
^-^Б аза данны х^-^ материалов и их свойств Database of materials - andjheir propertie
Модуль вычисления геометрических параметров производственных линий Unit for calculation of geometric parameters of production lines

Интерфейс администратора Interface of the administrator
технологических регламентов Database of technological
Модуль вычисления температуры пленки Film temperature calculation unit
База математических моделей и их параметров Database of mathematical models and their parameters
Т
|
Модуль вычисления термоусадочных свойств на основе математических моделей Unit for calculation of thermal shrinkage properties using mathematical models |
управлению термоусадочными свойствами Knowledgebase on thermal shrinkage Vjproperties control^
Формирование протокола обучения Acquisition of training protocol
Protocol
Рисунок 3. Функциональная структура программного комплекса для обучения управлению качеством термоусадочных полимерных пленок
Figure 3. Functional structure of the software solution for training to control quality of thermal shrinkage polymer films
Библиотека математических моделей
Библиотека математических моделей содержит математические модели для расчета величины значений термоусадочных свойств полимерных пленок различных типов.
Математическая модель для расчета температуры пленки
При движении материала по i- му валку [9]:
ht
Ti
K iht
V d T =—L_ ’ a i C p - p- H i
Id 2 T
A Hi " ^27 - “ air ’( T - Ta-r ) —
О l
— K ih - ( t — T h )
l = 0…, L i roll,
ГУ: T il = 0 = T\ = l „ , i = 1,..., N - 1
G ih - c pt - T ht + K ,ht - f - T G ih - c pt + K iht - f
,.
1 R 2
---L + L « ht r i . = i
Rk - in ~
2 - A
При движении между i- м и i +1-м валками:
V d^ =
' d l
d T 1 ' d2 1
—
c p - P"H i
, l = 0…, L i air,
2 - “ air -( T - Tair )
ГУ: T \ i = o = T i^ = L„ n , i = 1,..., N — 1.
Математическая модель на основе упругого тела Муни-Ривлина
Модель предназначена для вычисления термоусадочных свойств полимерных пленок с ярко выраженными свойствами упругого тела. Модель может быть применена для пленок, произведенных на линиях различных конфигураций. Однако данная модель обладает более низкой, однако достаточной точностью в сравнении с другими моделями. Модель включает упругое и вязкое тела (рисунок 4) .
Математическая модель на основе релаксационного спектра
При использовании математических моделей, учитывающих как упругие, так и вязкие свойства материалов необходимо знание множества характеристических параметров материала. Такие модели обладают высокой точностью. К данному классу моделей принадлежать модель на основе релаксационного спектра (рисунок 5) и трехзвенная реологическая модель.
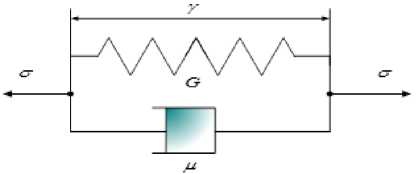
Рисунок 4. Модель Муни-Ривлина
Figure 4. M oney-Rivlin model
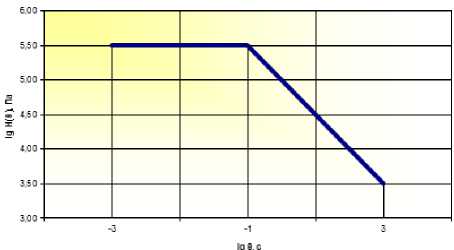
Рисунок 5. Приближенная форма релаксационного спектра
Figure 5. General form of relaxation specter
Величина усадки от входных и управляющих воздействий на каждом участке межвал-
кового пространства рассчитывается как сумма корней уравнения S l Муни-Ривлина на каждом участке между валками производственной линии:
a- • S + a • S +
2 li 0 li
По модели релаксационного спектра усадка рассчитывается как
S s = ( a - 1) - 100%
,
+
2 n + 1
Г U. ,• n ) n г - 1
. L (1 - n ) ;
1 -
U i -1
Ui
-i 1 - n
x
x
x S , 3 - an • S , 2 - a_ = 0 li 0 li 2
Д = Ц 0 e
- b T 1 . v I +1
—
i
где a 0 , a 1 , a 2 – коэффициенты математической модели; n – индекс течения полимера; μ – вязкость полимера, Па∙с.
В общем виде модель может быть представлена следующим образом:
Y = f ( X , U , A ) , Y = { S i } , X = { K , M }
K = { N , { x , yi , Ri , Wi , Hi}. ^ N } , M = { Д о , n } ,
и =
i = 1, N , A = { a 0 , a 1 , a 2 } .
где α – относительное изменение размера пленки, рассчитываемое как корень уравнения a 3 - a • ст n / G 0 = 0 в случае двумерной
вытяжки или
a =
CT N + ( ct N 2 + 4 - G O ) 1/2 )
2 G 0
У
в случае одномерной вытяжки; G 0 – модуль
упругости материала; σ N – сумма не успевших релаксировать напряжений, накопленных
на каждом участке между валками производственной линии, рассчитываемых как
CT = 4 д -^ — • 1 -I t i I
n
V V +k 11 V i JJ
где t i – время движения материала между валками производственной линии, с (если V i / V i+ 1 < 1 , и принимается равным 0 в противном случае).
В общем виде модель релаксационного спектра можно представить следующим образом: Y = f ( X , U , A ) , Y = { S i , S d , S h } , x = { к , M } ,
K k = { K f , K caC }
,
Kf = { N , { xi, y., Ri, Wi, Hi ) i = i; N }
,
K c ak = { { L o , L “" , Ft , f , Ф . } / = 1- n } ,
M = {p, £0, n, b , Tg Т 0,0 Tg 0,0 Tg 1,0 Tgm , km ,} , где ρ – плотность материала, кг/м3; μ0 – коэффициент вязкости, Па∙сn/, n – индекс течения полимера; bt - температурный индекс, 1/°C; T, - температура стеклования материала, °С; То - значение релаксационного спектра в начальный момент времени, Па; OT - начальное время релаксации при температуре Tg, с; 01g - время усечения спектра при температуре Tg , с; 0M - конечное время релаксации при температуре Tg , с;
k m – коэффициент памяти материала;
i = 1, N , A = { Go } .
Трехзвенная математическая модель
По трехзвенной реологической модели
(рисунок 6) усадка вычисляется как S L = -^ 2- ,
1 + е где ε2 – высокоэластическая составляющая деформации, вычисляемая как корень уравнения е + £2^2 — з(n+1)/2 .£2^2. е - е | = 0 2G0G02
V+i V-’ е = e • —— и, e =J----
Vi i ti где ε – нормальная деформация; ê – скорость логарифмической деформации.
Величина усадки на выходе с производственной линии, состоящей из N валков, опре-
N - 1
деляется как SL = ^ Si . Сила усадки, накоплен- i=1
ной в межвалковом пространстве между i- м и i +1-м валками, вычисляется по формуле:
P =
( V + 1 - v )2F H .
---------:--F- • H- • p . L air ii
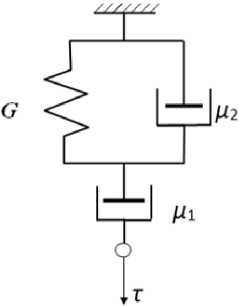
Рисунок 6. Механический аналог трехзвенной модели
модели
Figure 6. Mechanical analogue of the three-linked model
Расчет силы усадки
Суммарная сила усадки пленки, произведенной на линии, состоящей из N валков, опре-
N - 1
деляется как P L = У P i и является характери- = 1
стикой способности материала к формованию. В общем виде модель может быть представлена следующим образом [10]:
Y = f ( X , U , A ) , X = { к , M } ,
K = { N , { Xj,ypRi,W.,H. } | = i N } , Y = { Si , 5, } ,
A = { A e } , M = { £ ю, £ 20 , b 1 , b 2 , T >, n , G } ,
U =
T i min
V imin imax ,
i = 1, N .
i max
Таким образом, система уравнений имеет вид:
S i = f( X , U , A),
N - 1
se = VS L i=1
P i =
( V- + 1 - V ) 2 f H „ --------:--F: • H: • p
Lairii
N - 1
P = У Р
L i=1
Алгоритм обучения управлению термоусадочными свойствами полимерных пленок
Начальным этапом обучения управлению термоусадочными свойствами полимерных пленок является задание сценария обучения. Затем для выбранного сценария из баз данных загружаются конфигурация и производительность производственной линии, свойства материала, технологические регламенты и параметры математической модели. На основе конфигурации выбранной производственной линии вычисляются ее геометрические характеристики, которые сохраняются в базе данных и затем используются для расчета температуры пленки. Затем обучаемый задает значения управляющих воздействий. Значения термоусадочных свойств рассчитываются с применением теплового баланса производственной линии, свойств материала и значения управляющих воздействий. Если полученные значения термоусадочных свойств отличаются от заданных более, чем на допустимое значение, обучаемый может получить рекомендации по управлению термоусадочными свойствами, задать новые значения управляющих параметров и повторить расчет.
Результаты тестирования программного комплекса
Тестирование работоспособности программного комплекса было проведено на примере управления термоусадочными свойствами поливинилхлоридных пленок, произведенных на линии КЛ1 завода Клекнер Пентапласт Рус. В качестве примера были подобраны значения управляющих воздействий для получения безусадочных пленок с низкой степенью усадки и пленок с высокой степенью усадки. Для безусадочных пленок с низкой степенью усадки считается допустимой величина усадки в диапазоне от -2 до 5%, для пленок с высокой степенью усадки усадка изменяется в диапазоне
Список литературы Программный комплекс для обучения управлению качеством термоусадочных полимерных пленок
- Гарипов Р.М., Серова В.Н., Ефремова А.А., Геркина Ж.Ю. Получение и свойства многослойной термоусадочной полимерной пленки//Вестник Казанского технологического университета. 2015. Т.18, № 3. С. 174-177.
- Жуков А.Д., Попова М.Н., Соловьева Е.В., Мацеевич А.В. Полимеры и эффективные полимерные материалы//Научное обозрение. 2015. № 10-2. С. 89-93.
- Битюков В.К., Хаустов И.А., Хвостов А.А., Попов А.П. Системный анализ процесса термоокислительной деструкции полимеров в растворе как объекта управления//Вестник воронежского государственного университета инженерных технологий. 2014. № 3 (61). С. 61-66.
- Хаустов И.А. Системный анализ процесса термоокислительной деструкции полимеров в растворе как объекта управления//Вестник воронежского государственного университета инженерных технологий. 2014. № 3 (61). С. 61-66.
- Дозорцев В.М., Агафонов Д.В., Назин В.А., Новичков А.Ю., Фролов А.И. Компьютерный
- тренинг операторов: непреходящая актуальность, новые возможности, человеческий фактор//Автоматизация в промышленности. 2015. № 7. С. 8-20.
- Аракелян Э.К., Андрюшин А.В., Бурцев С.Ю. Использование компьютерных тренажеров для проведения модельных исследований в энергетике//Вестник МЭИ. 2015. № 2, С. 50-55.
- Ершова О.В., Полякова А.М., Чистякова Т.Б. Компьютерные тренажеры для обучения персонала управлению электротехнологическими установками потенциально-опасных производств//Автоматизация в промышленности. 2016. № 7, С. 62-64.
- Файзрахманов Р.А., Полевщиков И.С. Моделирование и автоматизация процесса управления формированием профессиональных умений и навыков оператора производственно-технологической системы//Инженерный вестник Дона. 2014. № 4. URL: ivdon.ru/ru/magazine/archive/n4y2014/2705.
- Чистякова Т.Б., Аразтаганова А.М. Компьютерная система моделирования для управления процессами получения многоассортиметных термоусадочных полимерных пленок//Вестник КНИТУ. Т.19, № 22. С. 139-143.
- Воскресенский А.М., Сыкалов Г.В., Пантелеев А.А. Компьютерная модель каландрования листовых термопластов с высоким размерным качеством//Известия СПбГТИ(ТУ). 2014. № 25(1), С. 56-61.
- I. Jugo, B. Kova?i?, V. Slavuj Increasing the Adaptivity of an Intelligent Tutoring System with Educational Data Mining: a System Overview//International Journal of Emerging Technologies in Learning. 2016. V. 11, № 3. pp. 67-70.
- P. Campanella, S. Impedovo IAPR Fellow, Innovative Methods for the E-learning Recommendation/Fifth International Conference on Digital Information Processing and Communications (ICDIPC), 2015. -P. 312-317.
