Производительность вышивальных полуавтоматов

Автор: Новиков Юрий Васильевич, Сункуев Борис Семенович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (15), 2008 года.
Бесплатный доступ
Предлагается использовать для производства изделий с вышивками вышивальные комплексы, формируемые из многоигольных вышивальных модулей. Поставлена задача: исследовать эффективность использования многоголовочного полуавтомата по производительности при высокой обрывности игольных ниток.
Швейное оборудование, вышивальные полуавтоматы, многоголовочные полуавтоматы, системы полуавтоматов, системы многоголовочных полуавтоматов, производительность полуавтоматов, нитки, обрывность ниток, простои оборудования
Короткий адрес: https://sciup.org/142184523
IDR: 142184523
Текст научной статьи Производительность вышивальных полуавтоматов
На швейных изделиях применяется вышивка нитками нескольких цветов. Перед швейными фабриками стоит задача выбора полуавтоматов по количеству цветов нитки с достаточной производительностью при доступной цене.
Предлагается использовать для производства изделий с вышивками вышивальные комплексы, формируемые из многоигольных вышивальных модулей. Поставлена задача: исследовать эффективность использования многоголовочного полуавтомата по производительности при высокой обрывности игольных ниток. При обрыве нитки на одной головке простаивают все головки одновременно, что увеличивает потери рабочего времени. Проведен сравнительный анализ производительности многоголовочного полуавтомата и системы одноголовочных полуавтоматов с учетом простоев из-за обрывности ниток.
Выполнен хронометраж рабочего цикла вышивального многоигольного многоголовочного полуавтомата ZSK. Его конструктивные особенности: главные валы головок приводятся в движение от одного двигателя; блоки с иглами каждой головки связаны между собой и получают движение от одного механизма смены цвета нитки, вышивальные головки работают синхронно (одновременно). Экспериментальные данные сведены в таблицу 1.
Для многоголовочного полуавтомата необходимое время выполнения одной вышивки (рабочий цикл):
Tp=
N
об р
= ty
+ tc + Im + t обр
,
где N-число головок, y -время заправки ткани в зажимы (для одной головки), c -время съема пялец
пяльца и установки пялец в
из зажимов и съема ткани из
пялец (для одной головки), m -машинное время вышивания, обр -суммарное время остановки для устранения обрывов нити на N головках; обр -среднее время остановки для устранения обрывов игольной нитки на одну головку об р tобp 12
.
Для исследуемого полуавтомата ZSK: N =12; y =0,55мин; c =0,17мин;
об р =0,42мин; m =20мин.
0,55 + 0,17 + 0,42 + —
Tp = 12 =2,8 мин.
T p
т
р
t m + t обр
N , если N< N max
20 + 0,42
= =1,7мин.
Таблица 1
|
N |
Выполняемая операция |
N опытов, время с |
|||||
|
1 |
2 |
3 |
4 |
5 |
Среднее |
||
|
1 |
Заправка ткани в пяльца |
300 |
260 |
270 |
290 |
300 |
284 |
|
2 |
Установка пялец в зажимы |
120 |
100 |
115 |
110 |
100 |
109 |
|
3 |
Съем готовой вышивки |
120 |
125 |
135 |
120 |
130 |
126 |
|
4 |
Заправка нитей после обрыва |
396 |
320 |
350 |
286 |
207 |
300 |
|
5 |
Машинное время с простоями |
1560 |
1500 |
1500 |
1620 |
1380 |
1512 |
Для системы N автономных одноголовочных полуавтоматов рабочий цикл
Максимальное количество одноголовочных полуавтоматов N max , которое может быть обслужено одной работницей:
N max
20 + 0,42
=28 штук.
0,55 + 0,17 y
При этом рабочий цикл составит:
Т р
— t + t A*t R y c об р ,
Т р = 0,55 + 0,17 + 0,42 = 1,14 мин.
Выполнен анализ производительности при различных показателях трудоемкости вышивки и обрывности, обозначим:
t = t + t ус y c ;
где t ус - время заправки ткани в пяльца и установки пялец в зажимы (для одной головки).
Относительный показатель трудоемкости изделия:
t
m
JX. rp —
.
T tус
Показатель обрывности (отражает долю времени на устранение обрыва нити):
M = t-обр-.
m
С учетом этих обозначений формулы (1) и (2) примут вид:
Tp = tус(1 + M. kT + ) , (3)
(1 + M)
Tp = t ускТ ^ , еСЛИ N < N max. (4)
За переменные параметры приняли показатель обрывности 0<М<0,035 с интервалом изменения 0,005 и относительный показатель трудоемкости в пределах 20< k т <40 с интервалом изменения 10. Расчеты по формулам (3) и (4) представлены в таблице 2.
По значениям, представленным в таблице, построены графики зависимостей Тр=f(М) для различных значений k т (рисунок 1).
С увеличением показателя обрывности время на одно изделие для системы автономных полуавтоматов изменяется в сторону повышения незначительно (смотри линии 4, 5, 6). Для многоголовочного полуавтомата рабочий цикл возрастает более интенсивно (смотри линии 1, 2, 3).
Таблица 2
|
Показатель обрывности, M |
Время рабочего цикла Т р , мин |
|||||
|
многоголовочный п/а |
комплекс одноголовочных п/а |
|||||
|
20 |
30 |
40 |
20 |
30 |
40 |
|
|
0 |
1,92 |
2,52 |
3,12 |
1,2 |
1,8 |
2,4 |
|
0,005 |
1,992 |
2,628 |
3,264 |
1,206 |
1,809 |
2,412 |
|
0,01 |
2,064 |
2,736 |
3,408 |
1,212 |
1,818 |
2,424 |
|
0,015 |
2,136 |
2,844 |
3,552 |
1,218 |
1,827 |
2,436 |
|
0,02 |
2,208 |
2,952 |
3,696 |
1,224 |
1,836 |
2,448 |
|
0,025 |
2,28 |
3,06 |
3,84 |
1,23 |
1,845 |
2,46 |
|
0,03 |
2,352 |
3,168 |
3,984 |
1,236 |
1,854 |
2,472 |
|
0,035 |
2,424 |
3,276 |
4,128 |
1,242 |
1,863 |
2,484 |
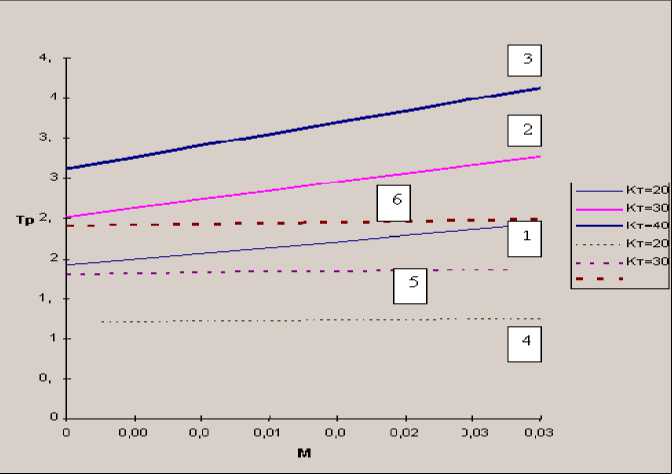
Рисунок 1 - Зависимость производительности от показателя обрывности
Проведен сравнительный анализ производительности при показателе обрывности М=const (0,02), за переменные параметры принято количество головок с шагом, кратным 5 на интервале 1< N< 35, трудоемкость изделия с шагом изменения 10 на интервале 20< k т <40. Значения расчетов по формулам (3) и (4) сведены в таблицу 3.
Таблица 3
|
N, число головок |
относительный показатель трудоемкости, k т |
|||||
|
многоголовочный п/а |
комплекс одноголовочных п/а |
|||||
|
20 |
30 |
40 |
20 |
30 |
40 |
|
|
1 |
15,408 |
22,752 |
30,096 |
28,8 |
43,2 |
57,6 |
|
5 |
3,888 |
5,472 |
7,056 |
17,28 |
25,92 |
34,56 |
|
10 |
2,448 |
3,312 |
4,176 |
15,84 |
23,76 |
31,68 |
|
15 |
1,968 |
2,592 |
3,216 |
15,36 |
23,04 |
30,72 |
|
20 |
1,728 |
2,232 |
2,736 |
15,12 |
22,68 |
30,24 |
|
25 |
1,584 |
2,016 |
2,448 |
14,976 |
22,464 |
29,952 |
|
30 |
1,488 |
1,872 |
2,256 |
14,88 |
22,32 |
29,76 |
|
35 |
1,419429 |
1,769143 |
2,118857 |
14,81143 |
22,21714 |
29,6228571 |
По значениям, представленным в таблице 3, построены графики зависимостей Тр=f(N) для различных значений Км ( рис.2 ).
Из графиков (рис.2) можно заключить следующее: с увеличением числа головок время на изготовление одного изделия уменьшается. При количестве головок N<7 -резкое уменьшение затрат времени (увеличение производительности) для сравниваемых систем (кривые 1,4), при количестве головок 7< N <15 уменьшение времени на изготовление одного изделия убывает более плавно, при N >15 время уменьшается незначительно.
Применение системы автономных полуавтоматов более эффективно при увеличении обрывности и трудоемкости (см. рисунок 2, Km=k т ).
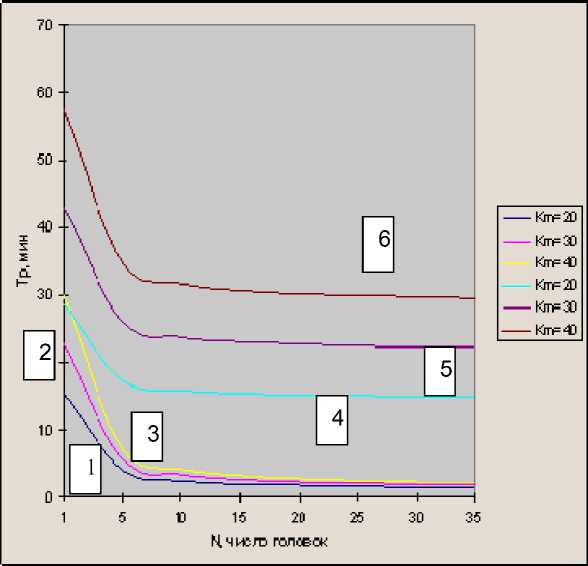
Рисунок 2 - Производительность при различном числе головок и относительном показателе трудоемкости
Оптимальное количество головок равно 7, увеличение числа головок не эффективно при их количестве более 7. Количество головок N существенно не влияет на повышение производительности для многоголовочного полуавтомата и системы автономных одноголовочных полуавтоматов.
С увеличением количества головок время рабочего цикла системы одноголовочных полуавтоматов уменьшается по отношению к многоголовочному полуавтомату (кривые 1, 2, 3 и 5, 4, 6 см. рис.2), увеличение числа головок эффективнее для системы одноголовочных полуавтоматов.
Система автономных одноголовочных полуавтоматов имеет большую производительность, чем многоголовочный многоигольный полуавтомат при одинаковом количестве головок.
Список литературы Производительность вышивальных полуавтоматов
- Пат. 6084 Республика Беларусь, МПК D 05 B 21/00. Вышивальный полуавтомат/Сункуев Б. С., Дервоед О. В., Новиков Ю. В., Агафонов В. Ф., Зудов В. И., Шнейвайс И. Л., Ткачев Ю. Л., Воронов В. Н. -№19990455; заявл. 05.05.99; опубл. 30.12.00, Бюл. № 4.
- Зажигаев Л.С., Кимьян А.А., Романиков Ю.И. Методы планирования и обработки результатов физического эксперимента. -М.:Атомиздат,1978.-с.231.
- Клюев, В.В. Неразрушающий контроль и диагностика: справочник/В.В.Клюев, Ф.В.Соснин, В.Н. Филинов. -Москва: Машиностроение, 1995. -408с.
