Пути оптимизации процесса селективного лазерного плавления при помощи выбора стратегии обработки лазерным лучом

Автор: Волосова Марина Александровна, Окунькова Анна Андреевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.14, 2012 года.
Бесплатный доступ
В данной статье рассмотрены основные используемые стратегии обработки лазерным лучом в сплавляемом слое изделия, получаемого при помощи метода селективного лазерного плавления, приведена их классификация, выявлены особенности, влияющие на качество каждого сплавляемого слоя и изделия в целом, приведены рекомендации по выбору оптимальной стратегии обработки лазерным лучом.
Аддитивные технологии, селективное лазерное плавление, стратегия обработки лазерным лучом
Короткий адрес: https://sciup.org/148201244
IDR: 148201244 | УДК: 621.03,
Selective laser melting process optimization ways by strategy laser beam movement choice
In the article the main laser beam movement strategies in the melted layer of the product produced by the selective laser melting method, the classification, the features, which influenced over the each melted layer quality and the whole product, the strategy laser beam movement optimal choice recommendation are considered.
Текст научной статьи Пути оптимизации процесса селективного лазерного плавления при помощи выбора стратегии обработки лазерным лучом
изводстве, когда время на изготовление дополнительной оснастки и инструмента может занять до года или при изготовлении индивидуальных изделий биомедицинского назначения.
Методы аддитивного производства считаются альтернативным существующим традиционным субтрактивным методам обработки, таким как механические, электрофизические и электрохимические методы обработки и пр. В отличие от классического формообразования, где от заготовки «отрезается» все лишнее при изготовлении детали, с использованием технологий аддитивного производства деталь «выращивается» из предварительно подготовленного порошкового материала, частицы которого послойно скрепляются между собой в каждом слое, а слои скрепляются между собой [7].
Аддитивный подход позволяет создавать уникальные изделия с внутренней полой структурой, например, теплообменники со сложной системой каналов охлаждения любой формы, литейная оснастка для создания корпусов новых двигателей и насосов, фильтрующие элементы с сетчатой структурой, размер ячеек которой определяется размером гранул порошкового материала (размер гранул зависит от выбранной толщины сплавляемого слоя изделий, для слоя толщиной 50 мкм - 80% гранул состава порошкового материала должны быть меньше 22 мкм, т.е. условно размер гранул лежит в диапазоне от 0 до 25 мкм), и пр. [8]. При помощи данных технологий появилась возможность изготавливать детали с прямоугольной либо любой другой формой внутренних полостей (спиралевидного типа) и/ или любой формы сетчатым наполнением.
Современное развитие данных технологий позволяет предполагать, что в скором времени появится оборудование, позволяющее выпус- кать много материальные изделия из различных по составу и грануломорфометрии порошковых материалов. Например, корпус детали может быть выполнен из конструкционной стали, а внутренние полости из медного сплава для деталей типа теплообменников и пр. [9].
На основании всего этого можно заключить, что повышение эффективности процесса изготовления деталей методом селективного лазерного плавления за счёт оптимального выбора стратегии обработки лазерным лучом является актуальной задачей.
Метод селективного лазерного плавления представляет собой процесс послойного сплавления деталей из металлического порошкового материала, гранулы которого связываются между собой путём их проплавления при помощи лазерного луча, движущегося в каждом слое по определённой траектории в соответствии с выбранной стратегией обработки и согласно трёхмерной модели изделия в компьютерной среде, которая была предварительно определённым образом подготовлена.
Одним из основных показателей качества изделий, изготовленных при помощи селективного лазерного плавления является наличие показателей удельной и усталостной прочности, которые не уступают по своим значениям аналогичных показателей деталей, изготовленных из материалов методами традиционной обработки из заготовок, полученных ковкой или литьём.
Современные исследования [10] показывают, что прочность образцов изделий, изготовленных при помощи метода селективного лазерного плавления, зависит не только от грануломорфометрических свойств и геометрических размеров частиц используемого порошкового материала, но и от внутренней микроструктуры и наличия дефектов (пор, трещин, дополнительных включений и пр.), которые появляются, в том числе, от выбранной стратегии обработки порошкового материала в каждом сплавляемом слое при помощи лазерного луча.
Металлографические исследования показывают, что у образцов изделий, изготовленных при помощи метода селективного лазерного плавления, можно наблюдать выраженную столбчатую микроструктуру, а при помощи сканирующего электронного микроскопа можно различить сплавляемые слои в изделии, на которые была предварительно разделена трёхмерная модель, и входящие в каждого состав слоя единичные треки – следы сплавления порошкового материала при помощи лазерного луча (рис 1.). Направление и конфигурация представленных единичных треков является точным соответствием траектории движений запрограммированного лазерного луча по предварительно распределённому в рабочей зоне слою порошкового материала согласно выбранной стратегии обработки.
Наличие ярко выраженной текстуры поверхности, зависящей, в основном, от направления сплавляемых треков и ориентации изделия в процессе изготовления (разделение на слои трёхмерной модели изделия) указывает на наличие анизотропии механических свойств, что было подтверждено исследованиями ведущего учёного в области лазерных технологий Смурова И.Ю. и др. [11].
Микроструктура образцов изделий, изготовленных при помощи метода селективного лазерного плавления, имеет дефекты, которые можно классифицировать как поры и раковины (рис. 2).
Пористость может объясняться консолидацией и коалесценцией порошкового материала, т.е. слиянием расплавленных частиц порошкового материала с уменьшением объёма и увеличением плотности, а также наличием термокапиллярных сил, образующихся в результате оплавления частиц порошкового материала [6]. Наличие пор и раковин отрицательно сказывается на механических свойствах изделий, так как уже одиночная пора в образце способна привести к резкому снижению его прочности из-за концентрации напряжений на её границе, особенно
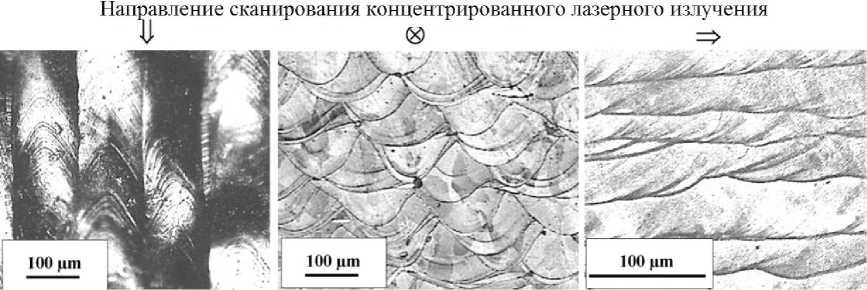
Рис. 1. Микроструктура образцов изделий, изготовленных при помощи метода селективного лазерного плавления [10]
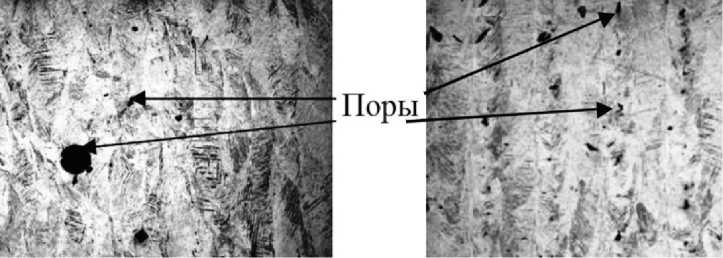
Рис. 2. Дефекты – поры в срезе образца изделия, полученного при помощи метода селективного лазерного плавления [10]
при клиновидной форме поры, называемой трещиной. Наличие в объёме тела достаточно большого количества пор, характеризующихся понятием пористости (долей объёма тела, занятого порами) усиливает снижение прочность, а также упругие, вязко – пластические и другие свойства [11], ограничивающие функциональное применение изделий, изготовленных при помощи метода селективного лазерного плавления.
В свою очередь внутренняя микроструктура и наличие дефектов в изделиях в основном зависят от технологических параметров процесса селективного лазерного плавления. Данный технологический процесс характеризуется прежде всего большим количеством различных технологических параметров (по некоторым оценкам их более ста [3]), однако из них можно выделить следующие основные, которые оказывают наибольшее влияние на конечное качество микроструктуры изделий. Это мощность лазерного источника, скорость сканирования лазерного луча, и стратегия обработки лазерным лучом сплавляемого слоя изделия.
При сплавлении гранул порошкового мате-
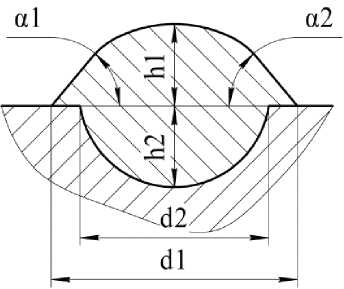
Рис. 3. Геометрические характеристики единичного трека в срезе сплавляемого слоя: h1 – высота трека над подложкой; h2 – глубина зоны проплавления подложки подлежащего слоя; d1 – ширина единичного трека; d2 – ширина зоны проплавления; α1 , α2 – угол смачивания подложки расплавом в зоне воздействия лазерного излучения риала лазерный луч движется относительно плоскости слоя и сплавляет предварительно распределённый по подложке дозатора порошковый материал. В результате образуются единичные дорожки – треки, геометрия которых представлена на рис. 3.
Существует большое количество различных стратегий движения лазерного луча в сплавляемом слоя [1, 10]. Их можно разделить на две основные группы: стратегии первого и второго уровней. Здесь далее будут рассматриваться стратегии первого уровня, с использованием которых формируются стратегии второго уровня. Из стратегий первого уровня можно выделить четыре основных, системообразующих на которых базируется формообразование при изготовлении изделий методом селективного лазерного плавления.
Системообразующие стратегии, в свою очередь, можно разделить условно также на две группы. В первую группу (таблица, а-б) входят однопроходные стратегии, во вторую группу (таблица, в-г) входят двухпроходные стратегии движения лазерного луча в сплавляемом слое, позволяющие достичь максимальной плотности образцов (менее 1% пористости).
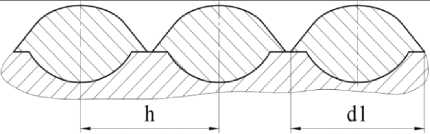
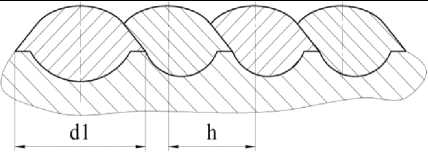
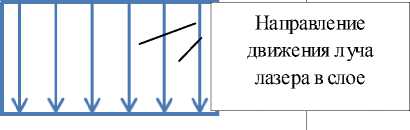
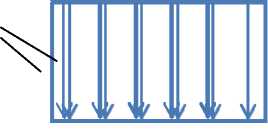
При первой стратегии (таблица, а) сканирование происходит с шагом h, следовательно, единичные треки располагаются на расстоянии близком к h друг от друга, которое больше или равно значению диаметра пятна лазерного луча на подложке или сплавляемом слое ^L .
При второй стратегии (таблица, б) расстоянии /г меньше, чем . Данные стратегии применяются редко, так как дают большую пористость образцов, и, следовательно, невысокие механические свойства. Эти стратегии ещё называют высокопроизводительными, так как они позволяют значительно сократить цикл изготовления изделия при невысоком качестве микроструктуры получаемого образца. Часто используется за основу при использовании стратегий второго уровня.
Таблица. Стратегии обработки лазерным лучом сплавляемого слоя изделия
Стратегии обработки лазерным лучом
(а)
Единичные треки после первого прохода
Сплавленные между собой соседние
(б)

Первый
Второй переплавленный слой, перпендикулярный первому переплавленный слой
Подложка
(г)
Примечание
: ' - первый проход луча лазера; ^ - повторный проход луча лазера; а - простая однопрохоная стратегия обработки (с широким интревалом сканирования между единичными треками,
h?d
1
); б - уплотненная однопроходная стратегия обработки (с меньшим интревалом сканирования между единичными треками,
h
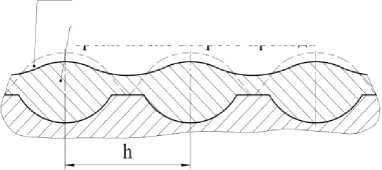
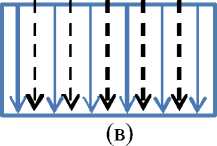
Третья стратегия (таблица, в), называемая в современной литературе стратегия «двух зон», при которой каждый слой порошкового материала обрабатывается лазерным лучом в два приёма. Сначала слой обрабатывается с шагом, равным ширине переплавленного трека для данного порошкового материала, а затем лазерный луч проходит между уже переплавленными треками, сплавляя, таким образом, два соседних трека.
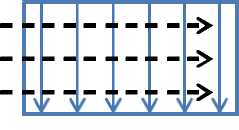
При четвертой стратегии перекрёстной штриховки (в англоязычной литературе встречается название «кросс-штриховки») (таблица, г), сканирование каждого слоя осуществляется перпендикулярно направлению сканирования нижележащего слоя. Ключевой особенностью данной стратегии является возможность избежать образования периодической волновой структуры, которая проявляется более явно с каждым вновь синтезированным слоем [3].
От выбранной стратегии обработки лазерным лучом при селективном лазерном плавлении зависят механические свойства и пористость образцов, а также время изготовления каждого слоя изделия и всего изделия в целом.
Возможно моделирование показателей прочности изделия за счёт выбора оптимальной стратегии обработки лазерного луча в каждом сплавляемом слое изделия, в том числе, по отдельным ортогональным направлениям. Это позволит повысить эффективность и сократить сроки изготовления изделий, а также позволит управлять анизотропией свойств изделия (в полном соответствии с его функциональным назначением), снизить пористость образцов, а следовательно и повысить их качество.
Для этого целесообразно использовать различные стратегии обработки лазерным лучом сплавляемого слоя изделия и различную ориентацию изделия в процессе эксплуатации. Уменьшение пористости возможно за счёт подбора оптимальных технологических параметров, таких как мощность и скорость сканирования лазерного луча, толщина сплавляемого слоя порошкового материала, а также подбора оптимального шага сканирования между двумя соседними сплавляемыми единичными треками.
Настоящая работа выполнялась в рамках Постановления Правительства №220 по государственной поддержке научных исследований, проводимых под руководством ведущих учёных в российских вузах.
Список литературы Пути оптимизации процесса селективного лазерного плавления при помощи выбора стратегии обработки лазерным лучом
- Смуров И.Ю., Мовчан И.А., Ядройцев И.А., Окунькова А.А., Цветкова Е.В., Черкасова Н.Ю. Аддитивное производство с помощью лазера//Вестник МГТУ «Станкин». 2011. Т. 2. № 4. С. 144-146.
- Григорьев С.Н., Козочкин М.П., Сабиров Ф.С., Синопальников В.А. Проблемы технической диагностики станочного оборудования на современном этапе развития//Вестник МГТУ «Станкин». 2010. №4. С.27-36.
- Смуров И.Ю., Мовчан И.А., Ядройцев И.А., Окунькова А.А., Черкасова Н.Ю., Антоненкова Г.В. Аддитивное производство с помощью лазера. Проведение экспериментальных работ//Вестник МГТУ «Станкин». 2012. № 1. С. 36-38.
- M. Doubenskaia, M. Pavlov, Yu. Chivel, Optical System for On-Line Monitoring and Temperature Control in Selective Laser Melting Technology//Key Engineering Materials, vol. 437, pp. 458-461, 2010.
- Назаров А.П. Перспективы быстрого прототипирования методом селективного лазерного спекания/плавления//Вестник МГТУ «Станкин». 2011. Т. 1. № 4. С. 46-52.
- M. Pavlov, D. Novichenko, M. Doubenskai, Optical Diagnostics of Deposition of Metal Matrix Composites by Laser Cladding//Physics Procedia, vol. 12, pp. 674-682, 2011.
- Окунькова А.А. Комплекс контроля геометрических параметров продукции термопластавтомата: разработка структурной схемы//Вестник МГТУ «Станкин». 2011. № 2. С. 75-79.
- Григорьев С.Н. Проблемы и перспективы развития отечественного машиностроительного производства//Справочник. Инженерный журнал с приложением. 2011. № 12. С. 3-7.
- Григорьев С. Н., Телешевский В. И. Проблемы измерений в технологических процессах формообразования//Измерительная техника. 2011. №7. С.3-7.
- I. Yadroitsev, L. Thivillon, Ph. Bertrand, I. Smurov Strategy of manufacturing components with designed internal structure by selective laser melting of metallic powder//Applied Surface Science, -2007, №254, pp. 980-983.
- I. Yadroitsev, and etc. Strategy Manufacturing of fine-structured 3D porous filter elements by selective laser melting//Applied Surface Science. 2009. №255. Pp. 5523 -5527.
