Пути решения проблемы переработки отходов швейно-трикотажного производства

Автор: Кадникова О.Ю.
Журнал: Материалы и технологии @mat-tech
Рубрика: Трикотажное производство
Статья в выпуске: 2 (2), 2018 года.
Бесплатный доступ
В статье рассмотрены источники образования отходов швейно-трикотажного производства, проведен анализ видов и характеристик трикотажных отходов, современного состояния технологий переработки отходов и их воздействия на окружающую среду. На основе анализа технологии по переработке отходов швейно-трикотажного производства разработана и представлена модель вспомогательного оборудования для переработки отходов пряжи трикотажного производства. Представлен анализ технологического процесса получения восстановленной пряжи; анализ уровня качества восстановленной пряжи по сравнению с первичным продуктом; анализ технико-экономических показателей процесса.
Отходы швейно-трикотажного производства, повторно используемая пряжа, малоотходные и безотходные технологии, модель вспомогательного оборудования для переработки отходов пряжи
Короткий адрес: https://sciup.org/142218145
IDR: 142218145 | УДК: 621.311 | DOI: 10.24411/2617-149X-2018-12009
Ways of solving wastes problems in sewing and knitting production
The paper discusses the sources of waste processing in sewing and knitted production, the analysis of the types and characteristics of knitted waste, state of modern waste processing technologies and their impact on the environment. Based on analysis of wastes processing technology in the sewing and knitting production model auxiliary equipment for yarn waste processing of sewing and knitting production was developed and presented.
Текст научной статьи Пути решения проблемы переработки отходов швейно-трикотажного производства
Безотходные технологии в легкой промышленности Казахстана являются приоритетным направлением в области сохранения окружающей среды, сокращения топливно-энергетических ресурсов. Введение новых технологических приемов, технологий, усовершенствование существующих методов и устройств с целью максимального вовлечения материальных и сырьевых ресурсов, выпуска изделий широкого потребления при переработке отходов швейно-трикотажного производства в Республике имеет важное значение. Особенно это актуально в настоящее время, когда большие предприятия швейно-трикотажной промышленности прекратили свое существование и создаются в основном малые, частные предприятия, для которых закуп дорогостоящего зарубежного оборудования для экологически «чистой» переработки отходов не возможен.
Анализ способов переработки отходов швейнотрикотажного производства показал, что в отечественной практике технологические отходы легкой промышленности и вторичные материальные ресурсы составляют 25 % всего перерабатываемого в Казахстане текстильного сырья, что представляет огромные резервы для производства новых изделий [1]. Однако переработка этих отходов осуществляется лишь на 10 %, в основном – в нетканые материалы различного назначения или в более простую по технологии изготовления продукцию в виде пакли, ваты мебельной и технической, обтирочных концов и т. д. [2]. Остальная часть отходов производства утилизируется либо выбрасывается.
Оснащение предприятий легкой промышленности современным технологическим оборудованием позволяет снизить до минимума выбросы вредных веществ в атмосферу или полностью утилизировать и регенерировать отходы производства [3]. Однако внедрение таких экологически «чистых» технологий требует больших инвестиций. Так, только затраты на очистные устройства составляют около 25 % себестоимости изделия. Множество других дополнительных устройств также требует немалых вложений и кардинально не могут решить экологические проблемы.
Анализ существующих технологий производства трикотажных полотен и полуфабрикатов показывает, что вязальные машины в процессе работы могут допускать возникновение следующих видов дефектов: нарушение рисунка, набор петель или образование увеличенных петель, перекос петельных рядов, про-вязывание в жаккардовых полотнах петель из несоответствующего цвета, смещение раппорта рисунка, образование на полотнах комбинированного переплетения, неразглаживающихся заломов. Наличие дефектов при настилании полотна требует перестилать слои в соответствии с раскладкой лекал таким образом, чтобы дефекты при вязании попадали в межлекальные отходы.
К отходам при вязании относятся также срывы, т. е. купоны, не полностью связанные из-за обрыва нити, или купоны, которые не могут далее обрабатываться из-за неисправимых дефектов. Количество отходов от срывов определяют исходя из повторяемости и средней массы срывов. Все вышеперечисленные отходы представляют собой подвергнутые очень сложной технологической переработке материалы с определенными свойствами, образующиеся в процессе швейно-трикотажного производства регулярно в больших количествах. В результате возникла задача максимальной переработки отходов в качественные изделия при минимальных материальных и топливно-энергетических затратах.
Учеными выполнен ряд успешных работ в области получения высококачественных материалов из отходов производства [4], многие труды посвящены разработке устройств по переработке отходов швейнотрикотажного производства. Однако существующие разработки мало применимы для отечественной индустрии.
На отечественных предприятиях срывы подвергаются распусканию и в дальнейшем, пряжа применяется повторно для вязания. Распускание на малых предприятиях, оснащенных плосковязальным оборудованием, обычно осуществляется вручную, что занимает дополнительное время у вязальщицы, увеличивая трудозатраты. Кроме того, после наматывания пряжи на паковку необходимо перемотать пряжу на мотальной машине для получения паковки с качественной крестовой намоткой, что необходимо в процессе вязания на вязальной машине.
С целью переработки отходов швейнотрикотажного производства и создания отечественной малоотходной технологии предлагается объединить два устройства - для роспуска деталей изделий (срывов) верхнего трикотажа [5] и для пропаривания и сушки повторно используемой пряжи [6], разработать вспомогательное оборудование для переработки отходов швейно-трикотажного производства [7].
Предлагаемое вспомогательное оборудование для переработки отходов швейно-трикотажного производства состоит из следующих узлов: станины, механизма привода, рамы с игольным покрытием, механизма подачи нити, механизма пропаривания и сушки (снятия извитости), механизма для улучшения структуры нити.
На рисунке 1 представлена технологическая схема разработанной машины для переработки отходов трикотажа. Нить сматывается с трикотажного полотна (срыва трикотажа), установленного на раме 1, проходит через нитепроводник 2, два натяжных приспособления 3, контрольно-очистительное приспособление 4. Далее нить подвергается влажнотепловой обработке и сушке, проходя через камеру 5, и наматывается на бобину 6.
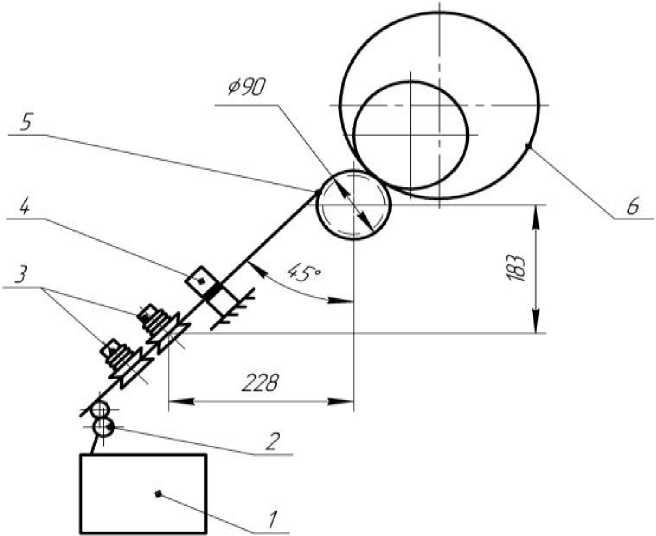
Рисунок 1 ‒ Технологическая схема разработанной машины
Рама представляет собой стальную конструкцию П-образной формы с иглами 1, расположенными по верхней и боковым частям полотна (рис. 2). Регулировать ширину рамы позволяет выдвижная боковая полка 2, свободно перемещающаяся в пазах.
Устанавливается рама на корпус устройства для пропаривания с последующей сушкой полуфабрика- та, которое предназначено для снятия извитости повторно используемой пряжи. По аналогии с известным устройством теплового агрегата нагреватели заменяются электронагревательным элементом, который располагается в нижней части корпуса для более равномерной подачи тепла в процессе высушивания пряжи (рис. 3).
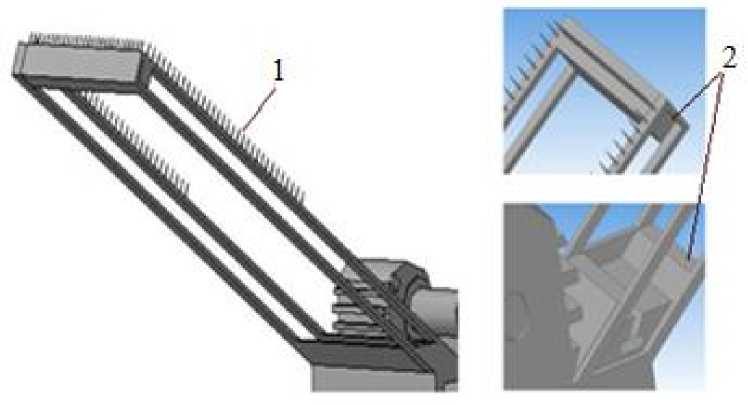
Рисунок 2 ‒ Модель рамы с выдвижным устройством
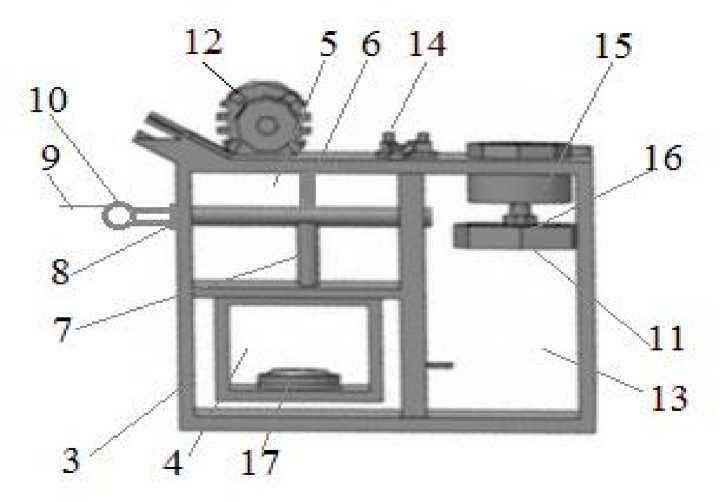
Рисунок 3 ‒ Модель устройства для снятия извитости повторно используемой пряжи
Так как после роспуска незавершенного изделия (срыв трикотажного полотна) пряжа сохраняет остаточную извитость, что приводит к неравномерному натяжению нити при повторном вязании, ухудшает структуру полотна и снижает качество внешнего вида изделия, предполагается производить обработку использованной пряжи следующим образом: нить 9 продевается через нитенатяжные тарелочки 10, ните- направительные глазки 8 корпуса 3 и попадает в испарительную камеру 5. Вода посредством трубки 6 заливается в емкость 4, под которой находится нагревательный элемент 17, нагревающий воду до кипения. Водяной пар передается в испарительную камеру 5 через паровыводящую трубку 7 и воздействует на движущуюся нить 9. После пропаривания нить поступает в сушильную камеру. С помощью вентилято- ра 16 осуществляется забор воздуха через воздухозаборник 15. При вращении вентилятора его рабочее колесо 11 захватывает воздух и охлаждает камеру 13. Влажная нить обдувается горячим воздухом и проходит через боковые отверстия корпуса, нитенаправительные глазки 14 и наматывается на початок, получающий движение от электродвигателя 12.
Для регулирования ширины рамы машины (в зависимости от размера срыва для роспуска) предложе- но использовать систему пневмопривода, состоящую из пневмоцилиндров, распределителя и компрессора. Это позволит обеспечить автоматическое регулирование натяжения нити и скорости вращения ротора двигателя.
Меняя угол положения боковых вкладышей П-образной рамы, проведен анализ влияния натяжения срыва трикотажа на обрывность пряжи. Результаты испытаний сведены в таблицу 1.
Таблица 1 – Влияние регулирования положения боковых вкладышей на достижение технического результата
|
Угол наклона крепления П-образной рамы, град |
Напряжение, МПа |
|||||||||||
|
при силе натяжения срыва трикотажа, Н |
||||||||||||
|
0,005 |
0,005 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|||||
|
10 |
разрыв нити |
разрыв нити |
разрыв нити |
разрыв нити |
||||||||
|
20 |
1,589 |
2,587 |
3,440 |
3,441 |
разрыв нити |
разрыв нити |
||||||
|
30 |
1,667 |
2,668 |
3,624 |
3,626 |
5,481 |
5,480 |
6,659 |
6,627 |
||||
|
40 |
1,568 |
1,673 |
3,709 |
3,711 |
5,552 |
5,561 |
6,721 |
6,719 |
||||
|
50 |
1,693 |
1,695 |
3,768 |
3,771 |
5,559 |
5,662 |
6,742 |
6,743 |
||||
|
60 |
1,762 |
1,76 |
3,781 |
3,782 |
5,678 |
5,682 |
6,756 |
6,758 |
||||
|
70 |
1,781 |
1,782 |
3,812 |
3,81 |
5,67 |
5,671 |
6,771 |
6,774 |
||||
|
80 |
1,795 |
1,792 |
3,828 |
3,83 |
5,715 |
5,712 |
6,783 |
6,784 |
||||
|
90 |
1,840 |
1,843 |
3,841 |
3,842 |
5,711 |
5,723 |
6,796 |
6,799 |
||||
Из таблицы 1 следует, что при натяжении пряжи незавершенной детали (0,03 Н), оптимальный угол наклона составит 30‒45о к линии горизонта, таким образом, будет достигнут максимальный эффект улучшения переработки срыва трикотажа (отсутствие обрывности), увеличится эффективность производства.
Анализ стабильности геометрических параметров, наличие ворсистости и утолщений исследованы на универсальной испытательной машине «Механическое испытание материалов «МИМ-9ЛР-010» путем снятий на ней показаний разрывной нагрузки, разрывного удлинения; напряжения.
При испытании пряжи на разрыв получена диаграмма изменения напряжения с течением времени (рис. 4), по которым определен предел прочности испытуемой пряжи на разрыв и рассчитана фактическая линейная плотность образца в сравнении с контрольным .
Полученное наибольшее усилие, действующее на образец в процессе разрыва, позволило рассчитать максимальное сопротивление разрыву:
σ max = P max / F сеч = 0,03/0,36 = 0,083 кН/мкр м. (1) где: σ max – максимальное сопротивление разрыву, кН/мкр м;
P max – наибольшее усилие, действующее на образец в процессе разрыва, кН;
F сеч – площадь сечения пряжи.
Результаты испытаний показали, что при одинаковой линейной плотности (59,8 текс), испытуемый и контрольный образцы имели приближенно равные показатели удельной разрывной нагрузки (21,2 сН/текс) и удлинения (19,0 %), а также коэффициента крутки (37,4 %).
Разработанная технология обработки повторно используемой пряжи практически не оказывает влияния на разрывную нагрузку пряжи, погрешность ее измерений находится в пределах ошибки опыта. Таким образом, повторно используемая пряжа обладает достаточно высокими физико-механическими свойствами, что удовлетворяет нормативным требованиям швейно-трикотажного производства.
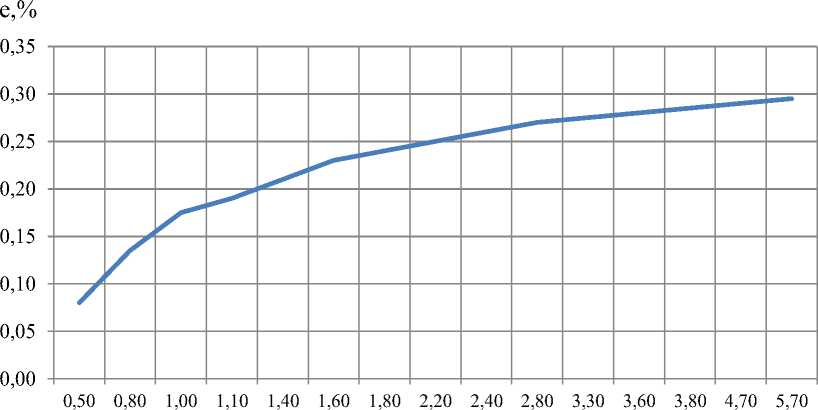
t, с
Деформация, %
Рисунок 4 – График зависимости деформации от времени
ЗАКЛЮЧЕНИЕ
Совмещение в одной машине устройств по роспуску деталей изделий (срывов) верхнего трикотажа и устранения извитости нити путем проведения влажно-тепловой обработки полуфабриката позволяет не только распустить и перемотать на бобины некачественно изготовленное полотно, но и обеспечить снятие извитости повторно используемой пряжи, без перезаправки повторно используемой пряжи с одного устройства на другое.
Анализ технико–экономических показателей процесса при внедрении разработанной технологии, включающей использование разработанной модели вспомогательного оборудования для переработки отходов пряжи, показывает сокращение общего процента отходов на 20 %. Коэффициент, характеризующий эколого-экономический уровень функционирования производства до внедрения вспомогательного оборудования, составлял 0,039, а эколого-экономическая оценка внедренной разработки – 0,071 [8].
Оснащение предприятий легкой промышленности предлагаемым недорогостоящим вспомогательным оборудованием для переработки отходов швейнотрикотажного производства позволит снизить использование природных ресурсов, в 2–3 раза сократить объем работ и энергии, затрачиваемых на переработку отходов по сравнению с существующим производством и, следовательно, снизить загрязнение окружающей среды.
Список литературы Пути решения проблемы переработки отходов швейно-трикотажного производства
- Иманкулова, А. С. Исследование текстильных и швейных отходов на предприятиях г. Бишкека/А. С. Иманкулова, А. И. Молдоканова//Текстильная промышленность. -2012. -№ 5. -С. 26-27.
- Кадникова, О. Ю. К вопросу о необходимости разработок новых технологий по переработке отходов легкой промышленности/О. Ю. Кадникова//Новое слово в науке: перспективы развития. -2015. -№ 3. -С. 178-180.
- Плеханов, А. Ф. Безотходная технология в трикотажном производстве/А. Ф. Плеханов. -М.: Легпромбытиздат, 1994. -134 с.
- Вацтл, А. Современная переработка отходов трикотажного производства/А. Вацтл//Текстильная промышленность. -2008. -№ 5. -С. 32-35.
- Кадникова, О. Ю. Разработка устройства для переработки отходов пряжи трикотажного производства/О. Ю. Кадникова//Наука и мир. -2014. -№ 8 (12). -С. 50-51.
- Кадникова, О. Ю. Разработка устройства для пропаривания и сушки повторно используемой пряжи/О. Ю. Кадникова//Наука и Мир. -2015. -№ 8 (24). -С. 37-39.
- Kadnikova, O. Yu. Waste recycling in sewing and knitting production/O. Yu. Kadnikova//Izvestiya Vysshikh Uchebnykh Zavedenii. Teknologiya Tekstil'noi Promyshlennosti. -2016. -№ 5. -Р. 141-143.
- Kadnikova, O. Yu. Potential analysis of implementation of developed technology for processing of sewing and knitting fabrics/O. Yu. Kadnikova//Energy Procedia. -2017. -Т. 128. -P. 411-417.
