Расчет калибровки валков прокатно-ковочных станов при применении схемы прокатки «гладкая бочка - круг»

Автор: Коваль Григорий Иванович, Каримова Татьяна Григорьевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.16, 2016 года.
Бесплатный доступ
Изложена методика расчета параметров прокатных валков прокатно-ковочных станов и их калибровки при применении запатентованных способа шаговой прокатки круглых профилей и используемой при этом калибровки прокатных валков. Применение такой схемы шаговой прокатки и калибровки обеспечивает существенное упрощение технологии изготовления валков и повышение производительности процесса шаговой прокатки. Рабочая поверхность прокатных валков содержит обжимной, калибрующий и расположенный между ними переходный участок. Обжимной участок валка выполнен с переменным радиусом относительно оси его поворота и имеет гладкую рабочую поверхность. Калибрующий участок валка выполнен постоянным радиусом относительно оси его поворота и имеет скругленный ручей. На переходном участке форма и размеры ручья постепенно изменяются от гладкой рабочей поверхности до скругленного ручья. С использованием известных закономерностей шаговой прокатки получен комплекс аналитических зависимостей, позволяющих рассчитывать параметры валков, форму и размеры их рабочей поверхности на каждом из указанных участков. В качестве примера с применением разработанного алгоритма и программы приведены результаты расчета параметров валков и их калибровки для условий стана СШ 200. Выполненные разработки могут быть использованы при проектировании технологии прокатки с применением существующих и вновь разрабатываемых прокатно-ковочных станов.
Прокатно-ковочные станы, шаговая прокатка, параметры валков, калибровка валков, методика расчета
Короткий адрес: https://sciup.org/147157003
IDR: 147157003 | УДК: 621.771 | DOI: 10.14529/met160110
Calculation of roll calibration of rolling-forging mills using the rolling pattern “smooth drum - circle”
Methods for calculating roll parameters of rolling-forging mills and their calibration with the use of the patented process of step rolling of round profiles and roll calibration used are discussed. This scheme of step rolling and calibration provides significant simplification of the roll manufacturing technology and the increase of productivity of the step rolling process. The working surface of rolls contains crimping and caliber parts, and a transition region located between them. The crimping part of the roll is formed with a variable radius relative to its axis of rotation and has a smooth working surface. The caliber part of the roll is made with a constant radius relative to its axis of rotation and has a rounded groove. In the transition area the shape and size of the groove gradually change from the smooth working surface to the rounded groove. Using known patterns of step rolling, a complex of analytical functions was obtained, which allows to calculate roll parameters, the shape and dimensions of their working surface on each part. As an example of the use of the algorithm and the program, the results of calculation of roll parameters and their calibration for the mill SS 200 are presented. Investigation results can be used in the design of the rolling technology with the use of existing and newly developed rolling-forging mills.
Текст научной статьи Расчет калибровки валков прокатно-ковочных станов при применении схемы прокатки «гладкая бочка - круг»
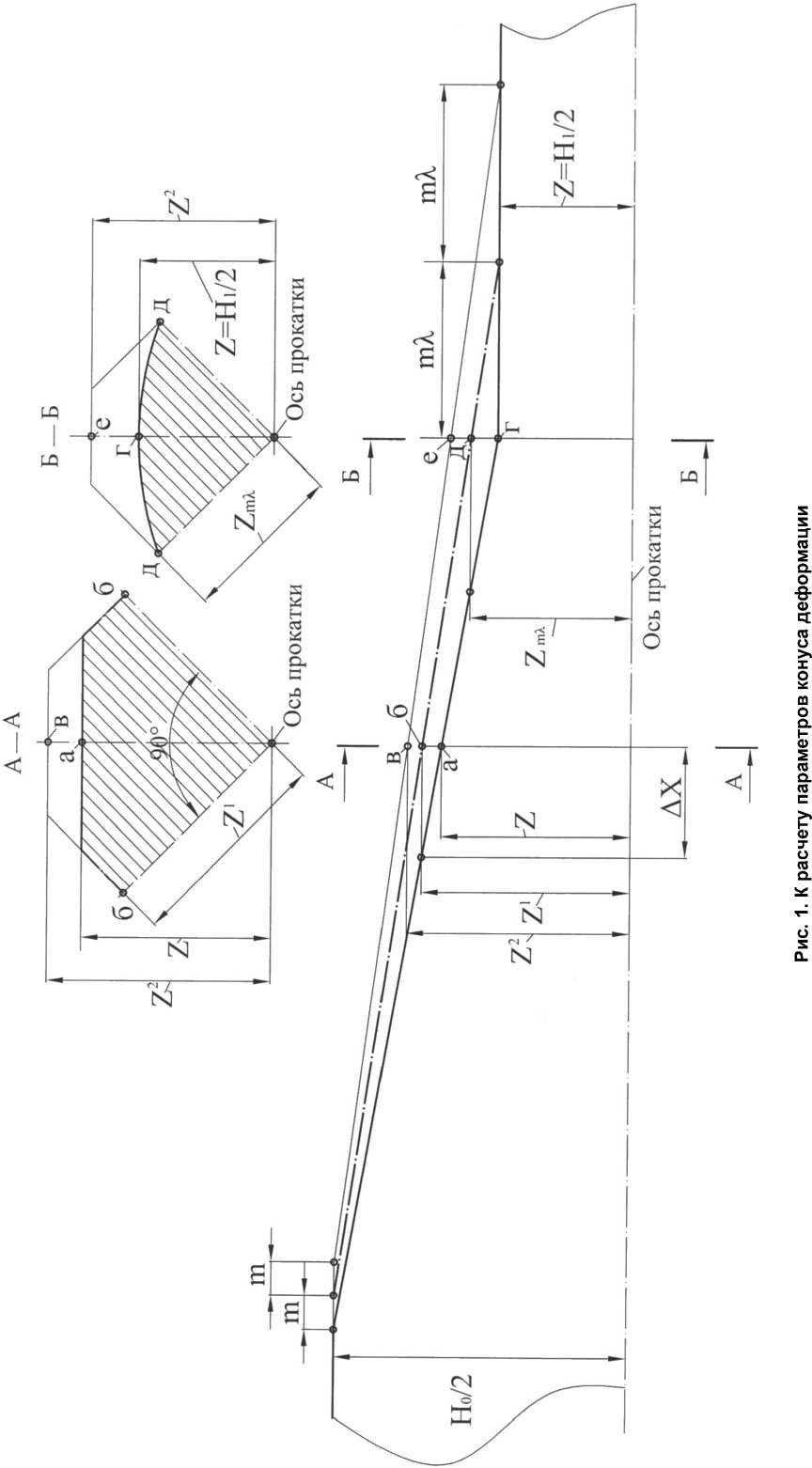
На прокатно-ковочных станах [1] получение круглых профилей осуществляется несколькими (чаще всего четырьмя) валками переменного радиуса с обжимным и калибрующим участками рабочей поверхности. Обжимной участок валков осуществляет формирование конуса деформации, а калибрующий участок формирует готовый профиль. Для упрощения технологии изготовления валков и повышения производительности за счет увеличения подачи заготовки применяется способ прокатки, при котором обжатие заготовки на конусе деформации осуществляют на гладкой бочке [2]. При этом после каждого шага деформации выполняется кантовка заготовки на угол 45° и ее перемещение в сторону получаемого готового профиля на величину подачи m. При прокатке обжимным участком валков с гладкой бочкой из исходной заготовки высотой H0 формируется конус деформации с поперечным сечением в виде неправильного восьмигранника. Расстояние 2Z между сторонами восьмигранника, получаемого в рассматриваемом шаге деформации, меньше расстояния 2Z1 между сторонами восьмигранника, полученного в предыдущем шаге деформации, и меньше расстояния 2Z2 между сторонами восьмигранника, полученного в предшествовавшем шаге деформации (рис. 1). Линии конусов деформации, образующие стороны восьмигранников, полученных в предыдущем и рассматриваемом шаге деформации, смещены вдоль оси прокатки в произ- вольном сечении конуса деформации на величину линейного смещения металла ∆Х в результате подачи заготовки на величину m и ее последующей деформации. На калибрующем участке в каждом шаге деформации из неправильного восьмигранного профиля с размерами 2Z2 и 2Zmλ, постепенно формируется готовый круглый профиль длиной mλ (λ – вытяжка заготовки) сначала с параметрами поперечного сечения 2Zmλ и Н1, а затем Н1.
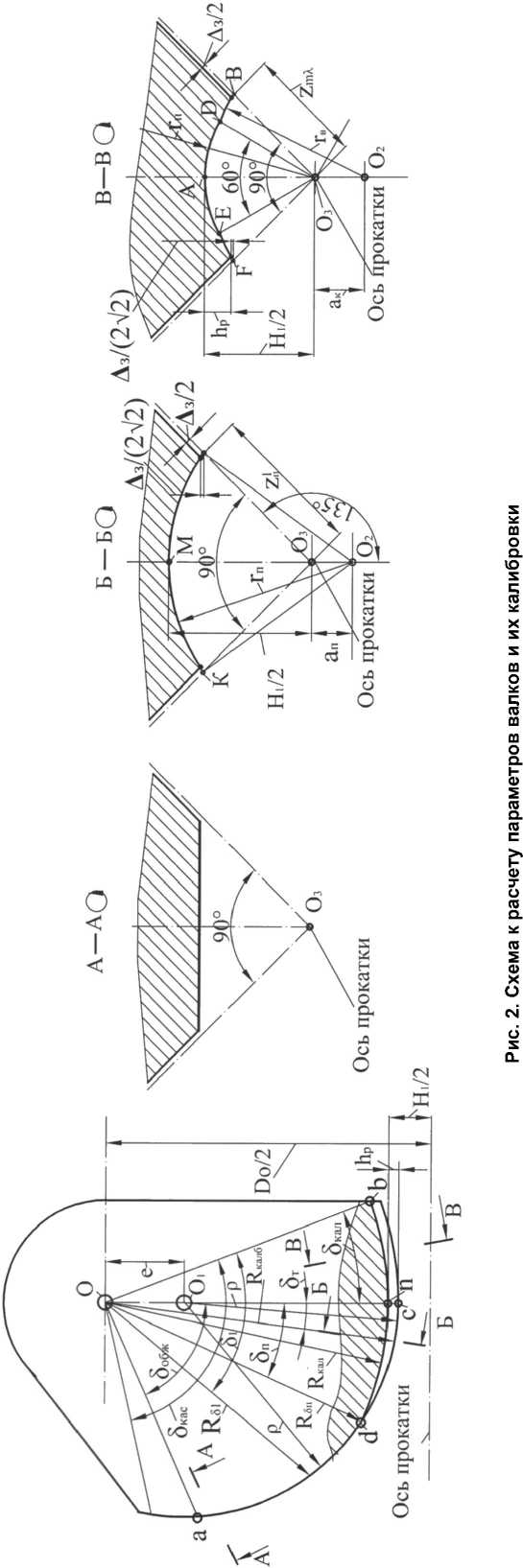
Для реализации предложенного способа прокатки используются прокатные валки [3], рабочая поверхность которых (рис. 2) содержит обжимной аc и калибрующий cb участки. Обжимной участок имеет переменный радиус R δ1. Калибрующий участок cb выполнен с постоянным радиусом R кал и R δкал.б . Ручей на калибрующем участке выполнен скругленным для образования с другими валками (установленными в одной клети) круглого калибра. На части длины dc обжимного участка аc , который образован переменным радиусом R δ1 , выполнен ручей радиусом R кал, равным расстоянию от оси поворота валка О до вершины ручья (т. n ) в начале калибрующего участка. Форма и размеры ручья постепенно изменяются от формы и размера ручья на калибрующем участке сb до гладкой бочки (т. d ). Точка d образована пересечением дуги постоянного радиуса R кал с дугой переменного радиуса R δ1 , образующей рабочую поверхность валка на обжимном участке.
Для практического применения предложенного способа шаговой прокатки при использовании описанной калибровки валков необходимо знание аналитических зависимостей для расчета их геометрических параметров, к которым относятся радиус кривизны ρ обжимного участка, его эксцентриситет е , радиус калибрующего участка R кал, а также параметры ручьев на переходном и калибрующем участках.
Исходными данными для расчета являются высота исходной заготовки Н 0 и получаемого профиля Н 1 , подача заготовки m , расстояние между осями валков D 0 , зазор между валками ∆ з , значение угла поворота валка, соответствующего касанию заготовки валками δ кас . Зависимости для определения угла δ кас приведены в работе [4].
Эксцентриситет е и радиус кривизны ρ определяется с учетом вреза переходного и калибрующего участков в рабочую поверхность валка (см. рис. 2) глубиной hр равной hр = Н1/2(1 – 1/√2) – ∆з/(2√2).(1)
С учетом этого в формуле [4] для расчета эксцентриситета е примем высоту исходной заготовки
Н01 = Н0 + 2hр.(2)
Радиус кривизны ρ обжимного участка валков согласно рис. 2
ρ = D0/2 – Н1/2 – е + hр.(3)
Тогда после преобразований е = (D0 – 2Rкал)/(2соs(δкас – δкал) – 1).(4)
Углы поворота валка δобж и δкал, определяющие протяженность обжимного и калибрующего участков, вычисляются по формуле [4].
Угол δ п , определяющий протяженность переходного участка, на котором осуществляется врез ручья, вычисляется путем совместного решения уравнений
R δп = √ρ2 – е 2 sin2δ п + е cоsδ п , (5)
R кал = ( D 0 – H 1 )/2. (6)
при условии R δп = R кал.
Отсюда
δ п =arсcоs((( D 0 – H 1 )2+4 е2 –4ρ 2 )/(4 е ( D 0 – H 1 ))). (7)
Определим параметры ручья на калибрующем участке cb .
Ручей на калибрующем участке выполняется из двух зон (см. рис. 2), ограниченных центральным углом, равным 90°. Первая зона образуется дугой ЕАD с центральным углом 60° и выполняется радиусом rн, проведенным из оси прокатки О3. Вторая зона – зона выпусков образована дугами FE и DB, выполненными радиусом rв из центра О2, смещенного относительно оси прокатки на величину ак. Радиус rн равен половине диаметра готового профиля. Расстояние О3В для исключения образования заусенцев (усов) в разъеме между валками должно превышать высоту восьмигранного профиля, полученного в предыдущем шаге деформации, повернутого на угол 45° и смещенного в направлении готового профиля на величину mλ, т. е. равно Zmλ.
Для построения ручья на калибрующем участке необходимо знать параметры а к и r в. Эти параметры можно определить из геометрических соотношений согласно рис. 2.
Искомая величина r в является радиусом окружности, проходящей через т. D ( r н/2; r н√3/2 + а к) и т. В ( Z m λ √2/2; Z m λ √2/2 + а к ) с центром в т. О 2 .
Имеем систему уравнений с двумя неизвестными r в и а к.
(rн/2)2 + (rн√3/2 + ак)2 = rв2,(8)
(Zmλ√2/2)2 + (Zmλ√2/2 + ак)2 = rв2.(9)
Решив эту систему уравнений методом подстановки, получим ак = (Zmλ2 – rн2)/(rн√3 – Zmλ√2),(10)
rв = √((rн/2)2 + (rн√3/2 + ак)2).(11)
По этим зависимостям при подстановке в них соответствующих значений Zm λ определяются параметры а к и r в.
Значения Z m λ вычисляются следующим образом.
Решением уравнения mλ = ργ + е sinγ(12)
определяется условный угол поворота валка γ.
При γ < δ кал
Zmλ = D0/2 – Rкал.(13)
При γ > δ кал
Zmλ= D0/2 – √ρ2 – е2 sin2γ – е cоsγ.(14)
Радиус валка по бочке на калибрующем участке Rкал.б = ρ + е.(15)
Определим параметры ручья на переходном участке dc .
По дну ручья этот участок выполняется радиусом R кал, проведенным из оси поворота валка О . По бочке этот участок выполняется радиусом ρ, выполненным из т. О 1. Угол поворота валка на этом участке изменяется от δкал нуля до δп.
Высота ручья по дну равна половине диаметра готового профиля Н 1/2.
Параметры ручьев на участке KМ в зависимости от угла поворота валка δ 1 определяются значениями r п и а п .
Из треугольника О 2 О 3 K с учетом О 2 K = О 2 М имеем
( а п + Н 1 /2)2 = а п 2 + ( Z п 1)2 – 2 а п Z п 1cоs135°. (16)
Отсюда ап =((Zп1)2–(Н1/2)2)/(2(Н1/2+ Zп1cоs135°)), (17)
r п = Н 1 /2 + а п . (18)
Параметр Z п 1 , входящий в зависимость (17), определяется следующим образом.
Определяется условный угол поворота валка α, который соответствует параметру конуса деформации при его смещении вдоль оси прокатки при деформации металла,
X δт + ∆ X п = ρα + е sinα. (19)
В этом соотношении параметр конуса деформации при угле поворота валка на угол δ т
X δт = ρδ т + е sinδ т . (20)
В этой формуле угол δт задается изменяющимся от нуля до δп.
Смещение конуса деформации на переходном участке, принимая линейный закон его изменения по длине конуса деформации,
∆Xп = m + m(λ–1)(δобж – δт)/δобж.(21)
Угол поворота валка, определяющий протяженность обжимного участка валка, определяется по формуле [4].
При α < δп Zп1 = Н1/2.(22)
При α > δп Zп1 = D0/2 – Rα.(23)
В последней формуле
Rα = √ρ2 – е2 sin2α + е cоsα.(24)
С использованием разработанной методики, алгоритма и компьютерной программы рассчитаны параметры и калибровки валков стана СШ 200 при следующих исходных данных:
Н 0 = 60 мм, Н 1 = 30 мм, m = 5 мм, D 0 = 400 мм, K п = 1, δ кас = 52,58°. Параметры валков стана СШ 200: ρ = 130,8 мм; е = 56,8 мм; R кал = 185 мм; h р = 2,6 мм; R кал.б = 187,6 мм;
δ кал = 6,2°; δ обж = 42°; δ п = 14,6°.
Параметры рабочей поверхности валков на калибрующем участке:
а к = 0 мм, r в = 15мм.
В следующей таблице приведены параметры рабочей поверхности валков на переходном участке.
|
8 ° т, |
0 |
2,5 |
5 |
10 |
12,5 |
|
а п , мм |
0 |
0 |
1,82 |
38,2 |
473 |
|
r п , мм |
15 |
15 |
16,8 |
53,19 |
488 |
Таким образом, для условий прокатно-ковочных станов типа СШ 175, СШ 200 и СШ 280 получены зависимости, позволяющие рассчитывать параметры и калибровки валков при применении схемы прокатки «гладкая бочка – круг».
Список литературы Расчет калибровки валков прокатно-ковочных станов при применении схемы прокатки «гладкая бочка - круг»
- Коваль, Г.И. Применение прокатно-ковоч¬ных станов для получения сортового проката из специальных сплавов черных и цветных металлов/Г.И. Коваль//Заготовительные производства в машиностроении. -2012. -№ 7. -С. 33-36.
- Пат. № 1537336 Российская Федерация, МПК7 В 21 В 13/18. Способ шаговой прокатки/В.Н. Выдрин, А.П. Литовченко, В.Г. Дремин, Г.И. Коваль и др. -№ 24410889/02; заявл. 01.02.1988; опубл. 23.01.1990, Бюл. № 3. -8 с.
- Пат. № 2225763 Российская Федерация, МПК7 В 21 В 13/18. Валок для шаговой прокатки/Г.И. Коваль, В.Г. Дремин, Т.Г. Каримова. -№ 2002131099/02; заявл. 19.11.2002; опубл. 20.03.2004, Бюл. № 8. -6 с.
- Коваль, Г.И. Расчет параметров валков прокатно-ковочных станов/Г.И. Коваль, Т.Г. Каримова//Заготовительные производства в машиностроении. -2013. -№ 6. -С. 26-29.
