Расчет контактных напряжений при совмещенной прокатке-прессовании

Автор: Беляев С.В.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 2 т.2, 2009 года.
Бесплатный доступ
В статье представлена методика расчета контактных напряжений процесса совмещенной прокатки-прессования с учетом асимметрии и реологии деформируемого металла. Приведен пример расчета энергосиловых параметров для процесса СПП. Выполнено сравнение энергосиловых параметров двух разновидностей СПП - с одним и двумя приводными валками.
Совмещенная прокатка-прессование, контактные напряжения, энергосиловые параметры
Короткий адрес: https://sciup.org/146114494
IDR: 146114494 | УДК: 621.777:
The design procedure of contact stress of process of combine rolling and extrusion
The report presents the design procedure of contact stress of process of combine rolling-and extrusion. The example of calculation of energy-power parameters of combine rolling-and extrusion for the one and the two driving rolls is resulted. The comparison of energy-power parameters of combine rollingand extrusion for the one and the two driving rolls is executed.
Текст научной статьи Расчет контактных напряжений при совмещенной прокатке-прессовании
В теории совмещенной прокатки-прессования (СПП), как и в теории других процессов ОМД, важное практическое значение имеет определение контактных напряжений. От величины и характера распределения контактных напряжений по длине очага деформации зависят энергосиловые параметры процесса СПП, которые служат основными критериями при разработке технологии и проектировании оборудования для процесса СПП.
В настоящее время одним из наиболее распространенных методов определения контактных напряжений является совместное решение уравнений равновесия и пластичности, в частности решение дифференциального уравнения прокатки с определенными граничными условиями и упрощающими допущениями.
Впервые математический анализ контактных напряжений при прокатке проведен Т. Карманом [1], а затем А.И.Целиковым [2], который рассмотрел более общий случай, когда прокатываемая полоса при входе в валки и выходе из них подвергается натяжению, и получил следующее уравнение:
τ dh dPx = (^s ± ---) , (1)
tgϕX hX где знак плюс – для зоны опережения, а знак минус – для зоны отставания; βL = 1,15 – коэффициент вида напряженного состояния Лоде; σ S – сопротивление металла деформации; τ – напряжение трения; h и ϕ – текущая высота и центральный угол очага деформации.
XX
Конкретные решения уравнения (1) могут быть разными в зависимости от выбора закона трения, изменения геометрических характеристик очага деформации ф X , hX и других условий.
Методика расчета давления и силы прокатки в прямоугольных (ящичных) калибрах разработана В. М. Клименко [3]. В работах В.Н. Выдрина и Л.М. Агеева [4], В.М. Салганика и А.М. Песина [5] представлены методики, расчетные алгоритмы и результаты численного исследования на ЭВМ контактных напряжений при асимметричной прокатке. Однако формулы для определения энергосиловых параметров, полученные для условий прокатки в гладких и сортовых валках, не применимы для процесса СПП.
Теоретические исследования контактных напряжений для процесса СПП в работах Н.Н. Довженко и С.Б. Сидельникова [6], В.Н. Корнилова [7] были получены на основе математической модели симметричного очага деформации, что требует проведения дополнительного анализа и создания новой методики для их определения.
Методика расчета контактных напряжений для процесса совмещенной прокатки-прессования
При выводе дифференциального уравнения для процесса СПП примем, что изменение сил трения подчиняется закону Зибеля, а остальные допущения будут такие же, что и у А.И. Целикова [2]:
т = ^s , (2)
где μ – коэффициент трения.
При определении контактных напряжений используем совместное решение уравнений равновесия и пластичности для каждой характерной зоны асимметричного очага деформации при СПП.
Вначале рассмотрим равновесие элемента высотой h + dx и толщиной dx, выделенного в x очаге деформации зоны прокатки (рис. 1). Его положение определяется углом ф или координатой x. При этом начало координат поместим в точке О, а ось x направим в противоположном направлении движению металла.
Найдем сумму горизонтальных проекций всех сил, действующих на выделенный элемент:
n
Е F ix = Ш + d ^ x X h x + dh x ) b + CT x ^ x b + 2 P x bR nP sin Ф d Ф + T 1 bRnPd Ф + i = 1
+(t2 bRПpdф + 2т hRnPd?) = 0,(3)
. _ __ где знак плюс - для зоны опережения, а знак минус - для зоны отставания; т1,т 2 ,тK - напряжения трения на верхнем и нижнем валках и на боковых стенках калибра соответственно;
_ 2 R 1 R 2
RΠP = – приведенный радиус прокатки.(4)
R1 + R 2
Сократив все слагаемые уравнения (3) на ширину калибра b, раскрыв скобки и пренебрегая бесконечно малыми величинами второго порядка, получим:
-^ x dh x - h x d o x + 2 pxRn P sin dPф + T 1 Rnpdp^ v ( t 2 R n P d( p + 2 T K h 1 Rnpd p Ib ) = 0. (5)
Учтем, что hx = h 1 + RnP d 2; dh x = 2 RПP d d ф ; d ^ x = dp x ; sin Ф = Ф ; Px — ^ = e L G' S ;
T i e* 1 S ; т 2 ^ 2 ^ S "
Подставив данные выражения в ( 5), окончательно получим дифференциальное уравнение для процесса СПП, где в качестве переменной принимается текущий угол ф - :
dpx = ^ sRnp 2 [2 в^ + а Т А (1 + ^m K h^A d d , (6)
прФ здесь mK = тK /т2 - коэффициент отношения напряжений трения, действующих по боковым стенкам тK и по дну т2 калибра; ц1, ц2 - коэффициенты трения на валках.
Для упрощения решения примем, что толщина полосы на протяжении очага деформации
_ , h + 2 h _ остается постоянной и равной hCP =------. Тогда после интегрирования (6) получим:
a S a RnP 2 _ _ п 2 mKh 1
Px = 7---[вLф + R№ + ^2ф( + 7 )] + Ca , hCP где Са - постоянная интегрирования находится из условия, что на входе в зону прокатки p (а) = вЛ^5я (с$а - сопротивление деформации в области прокатки):
R„„ х 2 mA .
Ca = ^SakPL - -7— [eLa +А1а W(1 + , )]L hCP
С помощью уравнен™ (7) и (8) можно определить контактные напряжения в зоне прокатки при 0 < ф < а . Расчет проводится в последовательности от входа в зону прокатки и до оси прокатки с учетом значений нейтральных углов на валках и расположения характерных зон в зоне прокатки. Постоянные интегрирования в каждой характерной зоне должны обеспечивать равенство контактных напряжений на границах соседних зон.
При расчете контактных напряжений в зоне прессования так же, как и для зоны прокатки, рассмотрим равновесие элемента высотой h + dh и толщиной dx , выделенного в очаге деформации зоны прокатки (рис. 2). Его положение определяется углом ф x или координатой x . Начало координат поместим в точке О , а ось х направим по направлению движения металла.
В соответствии с принятой методикой проведем аналогичные математические выкладки для зоны прессования и найдем уравнения для расчета контактных напряжений:
Рх = CTS®Rnp [-eLd2 ± М1Ф ± ИМ1 + ^mKh1-^ + C6, hCP где Cθ – постоянная интегрирования находится из условия, что на выходе из зоны распрессовки px (5) = стПР + eL^Se (а4в - сопротивление деформации в области прессования):
Ce = а пр + as, в - -ПР [-eL^2 ± R19 ± Ц1^\ + —р)]}.(10)
hCP
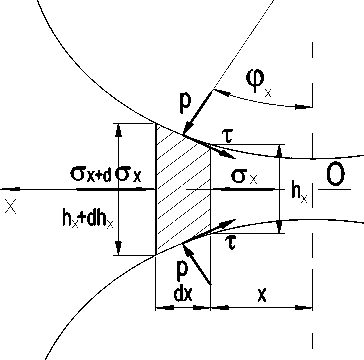
Рис. 1. Схема к расчету контактных напряжений в зоне прокатки
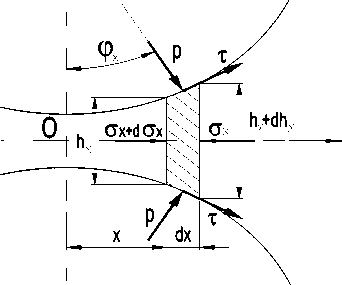
Рис. 2. Схема к расчету контактных напряжений в зоне прессования
С помощью уравнений (9) и (10) можно определить контактные напряжения в зоне прессования при 0 < ф < 0 .
Применим разработанную методику определения контактных напряжений для анализа динамики процессов СПП с одним и двумя приводными валками. В качестве примера рассчитаем эпюры контактных давлений для конкретных условий процесса СПП: заготовка из алюминиевого сплава АД31 размерами h 0 • b 0 = 14 - 14 мм, которая при температуре 480 0С во время прокатки получала обжатие е h = 55 % ( h 1 = 6,3 мм) и выдавливалась в пруток диаметром dnp = 7,0 мм (X пр = 6,7). Матрица имела высоту hM = 20 мм ( 0/а = 1,33 ). Валки радиусами R 1 = 107 мм и R 2 = 81,25 мм вращались с одинаковой скоростью п вр = 4,0 об/мин ( ю 1 = ш , = 0,42 с-1). В случае СПП с одним приводным валком - валок радиусом R 1 = 107 мм был неприводным.
По методике, представленной в работе автора [8], определяем нейтральные углы для обоих видов СПП:
-
- с двумя приводными валками: у 1 = 0,5 0 и у 2 = 8,5 0 ;
-
- с одним приводным валком: у 1 = 11,8 0 и у 2 = 2,0 0 .
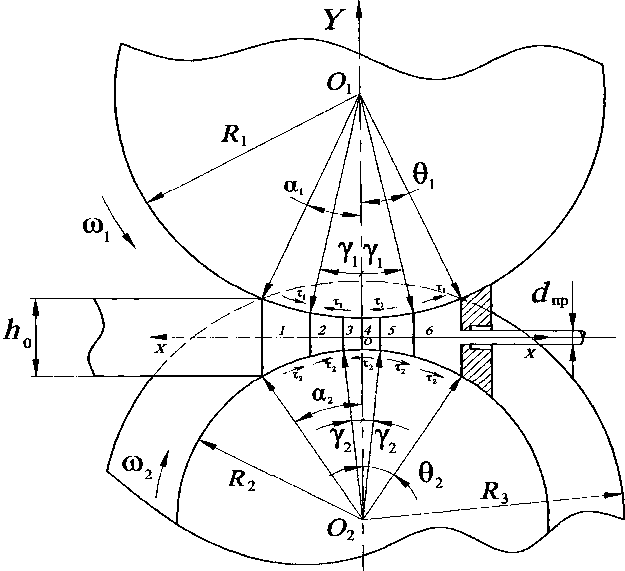
Рис. 3. Характерные зоны очага деформации при СПП: 1 – зона отставания прокатки; 2 – переходная зона прокатки; 3 – зона опережения прокатки; 4 – зона опережения прессования; 5 – переходная зона прессования; 6 – зона отставания прессования
Далее приводим найденные углы к одной угловой координате с помощью приведенного радиуса прокатки RПР :
γ ПPi
R i γ i RПР
Сопоставляя приведенные нейтральные углы на валках, определяем размеры характерных зон. В случае процесса СПП с двумя приводными валками Y nP 2 > Y nP 1 , поэтому в области прокатки будут следующие зоны вдоль оси прокатки (рис. 3).
В случае процесса СПП с одним приводным валком соотношение нейтральных углов другое - Y nP 1 > Y nP 2, поэтому размеры характерных зон будут тоже другими.
Для каждой характерной зоны уточняем дифференциальное уравнение равновесия, интегрируем его и находим произвольную постоянную из граничных условий.
Для СПП с двумя приводными валками получим уравнения для определения контактных давлений.
-
- В области прокатки:
для зоны отставания при а№ > ф> y № 2 :
Рх 1 (Ф) = в^а + CTSaRnP [в (Ф2 — а 2) — ^1 (Ф — а) — Мг(Ф - а )(1 + 2^;^L)], hCP> 1 b для переходной зоны при Ynp2 > Ф > Ynp 1 :
CSaRnP,R ^^Hm mKhA^.p pX 2(Ф) = —-----VвLФ +---------) + C 2,(13)
hCP 2
где C 2 = pX , ( y 2) - p X 2 ( y 2) - произвольная постоянная;
для зоны опережения при Y np 1 > Ф > 0 :
, . ^ Rhpvr л 2 тД.-
Рхз№ = Sa ПР W + № + ^1 + K)] + C3, hCP з где C3 = pX2 (Yj ) - pX3 (Yi) — произвольная постоянная.
-
- В области прессования:
для зоны опережения при 0 < ф < Y np 1 :
, X ^еRnpv о 2 „ 2 mKh
Рх4 (Ф) = S8 ПР [-РъФ + WP + ^(1 + hCP 4
где C . = p , , (0) - p v 4(0) = С , , - произвольная постоянная;
для переходной зоны при Y nP 1 ^ Ф- Y nP 2:
Рх ,(,) = ^S^RnP- (-в,- + 2-^) + C5, hCP 5
где C 5 = Р х 4 ( Y 1 ) - Р х 5 ( Y 1 ) - произвольная постоянная; 5 X 41 X 51
для зоны отставания при Ynp 2 < ф < в :
Рх 6 (ф) = СТ пресс + eLOs6 - CSeRnP [eL (в2 - Ф2 ) + ^ (в - ^) + ^2 (в - ^)(1 + ^mKhL)].
hcp 6
где β – центральный угол расположения ОЧПЗ.
Для СПП с одним приводным валком уравнения для определения контактных давлений будут аналогичного вида, что и для СПП с двумя приводными валками.
Результаты теоретических исследований
Для иллюстрации результатов расчета на рис. 4 приведены теоретические эпюры распределения давления на границе контакта очага деформации при СПП.
Полученные зависимости отличны от результатов исследований других авторов [6; 7], которые не учитывали асимметрию и влияние переходных зон при СПП.
Получив уравнения распределения давлений по дугам контакта, можно определить среднее контактное давление, усилие и крутящий момент на валках, мощность процесса СПП по известным формулам в теории прокатки [9].
Среднее контактное давление можно выразить в виде интегральной суммы распределенных давлений:
Рср = ^-[“1р ( Ф )d ф + 1 Р p( Ф )4 ФА « -1- ]Г (Pi^ p^ , (18)
а пр + ПпР 0 0 la + le i = 1 2
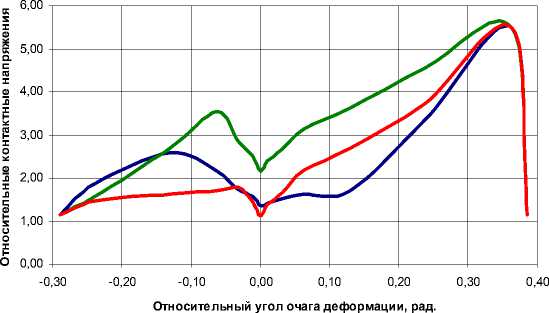
^^^^^* р/σs w ^^^^^^^ p/σs w ϲp ^^^^^^^ p/σs н/п
Рис. 4. Эпюры распределения относительного контактного давления вдоль очага деформации при СПП с двумя приводными валками c учетом p /σ S w и без учета асимметрии p / σ S wcp ; с одним приводным валком p /σ S н/п
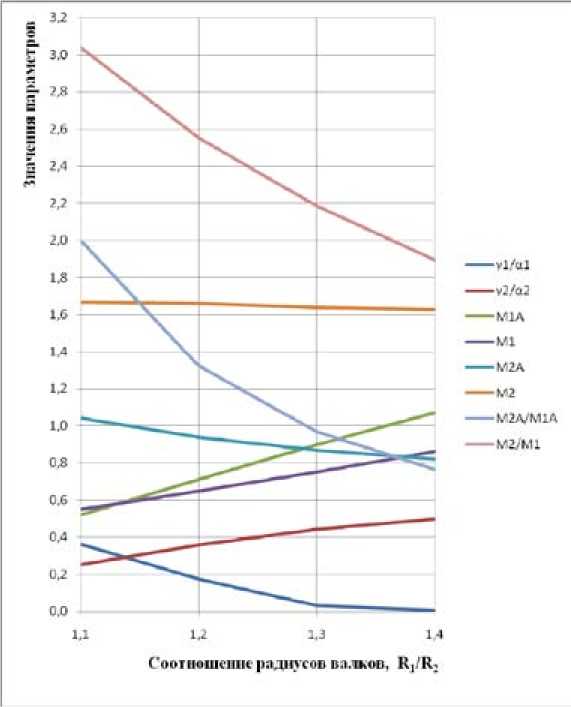
Рис. 5. Изменение крутящих моментов на валках М (в кН·м) с выступом (индекс «1») и с ручьем (индекс «2») с учетом асимметрии (индекс «А») и без нее, а также соотношений моментов M 2 / M 1 и нейтральных углов γ / α на валках от соотношения радиусов валков R 2 / R 1
Таблица 1. Энергосиловые параметры процесса СПП
Усилие на валках можно найти как произведение среднего контактного давления pCP на площадь контакта деформируемого металла с инструментом FK :
P b = P cp F k ” P cp b ( l a + l 6 ). (19)
Полный крутящий момент для одного валка с учетом различного направления сил трения в зонах отставания и опережения составляет:
-
- для валка с выступом
α i γ i γ i θ i δ i
MCnni = bR( J TadP -J TadP - J Ted9 + J Ted9 -J TM dP)(20)
Yi 0 0 Yi0
-
- для валка с ручьем
h α i γ i γ i θ i δ i
MCPnni = [ b + 2 hi(1 + 2R-)] R,( J Tadtp -J Tadtp -J Tedcp + J Tedcp -J Tm dp), где условные обозначения приняты такими же, как и в предыдущих разделах.
Допуская, что напряжения трения остаются постоянными на протяжении очага деформации, после интегрирования получим формулу крутящего момента, аналогичную той, которая впервые была предложена В.Ф. Баюковым [9]:
-
- для валка с выступом
M Спп. = bR- T a [ a . + К Д- Y (1 + K T )], (22)
-
- для валка с ручьем
M Спп, = [ b + 2 h i (1 + ^^)] R,2T a [ a + К т9, -y, (1 + K „ )], (23)
-
2 R i
где K a = ст $ в/ст $ a ; n S a и □ S 0 - сопротивление металла деформации в областях прокатки и прессования.
Полученные формулы (22) – (23) просты и вполне приемлемы для анализа и практических расчетов, но требуют обязательного определения нейтральных углов на валках.
Результаты расчетов энергосиловых параметров, проведенные с помощью полученных формул, представлены на рис. 5 и в табл. 1. В качестве примера рассмотрен процесс СПП с указанными параметрами. При этом радиус валка с ручьем принимался постоянным и равным R2 = 81,25 мм, а радиус валка с выступом R1 изменяли в соответствии диапазоном соотношений R 2 / R1 = 1,1 ^1,4 .
Выводы
Анализируя полученные результаты, можно отметить следующее:
-
1. Во всех случаях СПП в зоне прокатки контактные напряжения имеют локальные максимальные значения в районе приведенных нейтральных углов YnP 2 на валке с вырезом (ручьем), а в зоне прессования контактные напряжения увеличиваются, достигая своего абсолютного максимума в начале области выдавливания, что соответствует центральному углу в расположения ОЧПЗ.
-
2. Максимальное значение контактных напряжений зависит в основном от вытяжки при выдавливании профиля.
-
3. С увеличением отношения радиусов валков соотношения моментов на валках уменьшаются.
-
4. Определение энергосиловых параметров без учета асимметрии процесса СПП [6; 7] завышает результаты расчетов.
