Расчет температуры сварочной дуги при многодуговой сварке

Автор: Уланов Алексей Михайлович, Иванов Михаил Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 1 т.14, 2014 года.
Бесплатный доступ
Разработана новая математическая модель для расчета температуры каждой дуги при многодуговой сварке на основании закона сохранения энергии. Она интегрирована в предыдущие модели по расчету режима многодуговой сварки. Выполнен проверочный расчет для трехдуговой сварки.
Сварка, температура сварки, дуга, многодуговая сварка
Короткий адрес: https://sciup.org/147156860
IDR: 147156860 | УДК: 621.791.01
Calculation of the welding arc temperature in multiarc welding
A new mathematical model to calculate the temperature of each welding arc in a multiarc welding has been worked out using the law of conservation of energy. The model is integrated into the previously developed ones simulated for the calculation of multiarc welding. It was validated by test calculations made for the three-arc welding.
Текст краткого сообщения Расчет температуры сварочной дуги при многодуговой сварке
Расчетами температуры сварочной дуги занимались многие исследователи [1]. Их подходы основаны на расчете теплосодержания сварочной капли для однодуговой сварки.
В данной работе предлагается развитие системы расчета температуры сварочной дуги для многодуговой сварки, независимо от количества дуг. В основу расчета положен принцип сохранения энергии. Вся энергия от источника питания расходуется на нагрев сварочной проволоки, ее переход в жидкое состояние и на перегрев выше температуры ликвидус. Для упрощения расчета различные потери тепла не учитывались. При необходимости их можно ввести в исходные уравнения.
Таким образом, необходимо составить энергетический баланс плавления сварочного электрода. Мощность, расходуемая на перегрев расплавленного металла ( W перегрев ), находится по выражению
где I св – сварочный ток, А; U св – напряжение на дуге, В; п — КПД процесса сварки.
Мощность, расходуемую на нагрев металла до температуры плавления, найдем по формуле
_ ( Т пл — T o ) M ме C W тв
,
Тсв где Tпл , T0 – температура плавления и начальная температура сварочной проволоки, °С.
Мощность, расходуемую на скрытую теплоту плавления, найдем по формуле
W скр
где Q скр
перегрев
= W -W ист тв скр ,
где W ист – мощность на одной конкретной сварочной дуге от источника питания при многодуговой сварке, которая зависит от режима сварки, Вт; W тв – мощность, расходуемая на нагрев металла
до температуры плавления, Вт; W скр – мощность,
расходуемая на скрытую теплоту плавления, Вт.
Для упрощения расчетов принимаем коэффи-
циент теплоемкости постоянным во всем интервале температур, так как нахождение этого коэффициента в высокотемпературной зоне проблематично.
Мощность, расходуемую на перегрев металла сверх температуры плавления, найдем по формуле
w = ( Т св - Т пл ) M ме C ''перегрев
Т св
где T св , T пл – температуры процесса сварки и плавления металла соответственно, °С; M ме – масса расплавленного металла, кг; C – коэффициент теплоемкости металла сварочной проволоки, Дж/кг^°С; т св - продолжительность сварки, с.
Мощность источника питания находится:
W =1 U п г ист св св 'I ,
Q скр M ме
,
Т св
– скрытая теплота превращения, Дж/кг.
Подставив в выражение (1) формулы (2)–(5), получим
( Т св — Т л ) M ме C _
Тсв т тт (Тпл — To )MмеC QскрMме
= I св U свП----
Т св
Т св
.
Решив уравнение (6) для температуры сварки, получим
т т . I св U св ПТ св
Тв = T0+ м с ме
—
Q скр C
.
При расчетах температур сварочных дуг удобно использовать погонную энергию сварки. Для этого воспользуемся формулой расчета погонной энергии сварки [1]:
I и п св^ св 11 пог = -гг , Vсв где Vсв – скорость сварки, м/с.
Выражая мощность, получим
I U П = О V св^ св 1 1 -з^пог * св .
Далее найдем массу металла по выражению
М V пров _ рП d пр Vпп Т с в
M ме р ^ св 4 ,
где р - плотность сварочной проволоки, кг/м3;
V спвров – объем расплавленной сварочной проволо-
ки, м3; d пр – диаметр сварочной проволоки, м;
V пп
– скорость подачи проволоки, м/с.
Скорость подачи проволоки определяется из [1]:
у пп
где
д нап
VсвFндап п 22
4 d пр
F нап n
,
– площадь наплавки металла от
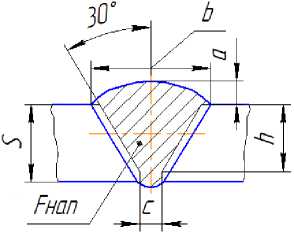
Расчетная схема определения площади наплавленного металла
одной дуги, м3; F нап – площадь наплавленного металла, м2; n – количество сварочных дуг, шт.
Подставляя выражения (9)–(11) в (7), после преобразования получим
перегрев
= Т о
Q пог Q скр
+
Р ' C C
Проведем расчет температуры сварочных дуг в зависимости от режима трехдуговой сварки.
Заданная геометрия разделки сварного соединения С17 под флюсом, выполненного по ГОСТ 16037–80, приведена на рисунке и в табл. 1. Для данной разделки проведен расчет режимов сварки по методике [2] (табл. 2). Принят диаметр сварочной проволоки 4 мм. Зная площадь наплавленного металла и режим сварки, представляется возможность провести расчет температуры каждой дуги (табл. 3).
Таким образом, на основании положений теории сварочных процессов была разработана математическая модель для расчета температуры каждой из дуг многодуговой сварки. Представлен проверочный расчет для трехдуговой сварки. Хорошо видно, что несмотря на разную геометрию сварного шва, режимы сварки, температура дуг находится в пределах погрешности вычислений. Это говорит о высокой точности полученной математической модели, нет перекосов ни в сторону неоправданного роста температуры, ни ее снижения. Однако необходимо иметь в виду, что в реальный процесс сварки обязательно входят различные потери энергии, подробному изучению которых необходимо посвятить отдельную статью.
Геометрические параметры сварного соединения из рис. 1
Таблица 1
|
№ сварного соединения |
s , мм |
а , мм |
b , мм |
c , мм |
h , мм |
|
1 |
7 |
3 |
15 |
2 |
6 |
|
2 |
7 |
1 |
12 |
1,5 |
5,5 |
|
3 |
12 |
4 |
22 |
3 |
11 |
|
4 |
12 |
1 |
18 |
2 |
10,5 |
Таблица 2
Параметры режима сварки (ток, напряжение, скорость сварки)
|
№ сварного соединения |
I св1 , А |
U св1 , В |
I св2 , А |
U св2 , В |
I св3 , А |
U св3 , В |
V св , см/с |
|
1 |
658 |
32,2 |
592 |
32 |
533 |
31,8 |
3,5 |
|
2 |
407 |
27,1 |
366 |
27,1 |
330 |
26,9 |
3,5 |
|
3 |
936 |
37,7 |
843 |
37,5 |
759 |
37,2 |
2,3 |
|
4 |
643 |
31,9 |
579 |
31,7 |
521 |
31,5 |
2,3 |
Таблица 3
Температура на дуге
|
№ сварного соединения |
Температура 1-й дуги, °С |
Температура 2-й дуги, °С |
Температура 3-й дуги, °С |
2 F нап , см2 |
|
1 |
4777 |
4229 |
3742 |
0,649 |
|
2 |
4760 |
4240 |
3753 |
0,339 |
|
3 |
4770 |
4232 |
3737 |
1,647 |
|
4 |
4778 |
4233 |
3743 |
0,956 |
Уланов А.М., Иванов М.А.
Расчет температуры сварочной дуги при многодуговой сварке
Список литературы Расчет температуры сварочной дуги при многодуговой сварке
- Рыкалин, Н.Н. Расчеты тепловых процессов при сварке/Н.Н. Рыкалин. -М.: Машгиз, 1951. -296 с.
- Иванов, М.А. Теоретический подход к расчету режима трехдуговой сварки под флюсом стыкового соединения деталей тележки рельсового транспорта/М.А. Иванов, А.М. Уланов, Ю.В. Безганс//Вестник ЮУрГУ. Сер. «Металлургия». -2013. -Т. 13, № 1. -С. 146-149.
