Расчет теплообмена между непрерывнолитым слитком и теплоизолирующим устройством с помощью математического моделирования

Автор: Демиденко Людмила Леонтьевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 2 т.18, 2018 года.
Бесплатный доступ
Описывается энергосберегающая технология, позволяющая повысить эффективность использования топливно-энергетических ресурсов при непрерывной разливке стали. Предлагается использовать теплоту расплава непрерывнолитого слитка, что позволит уменьшить или исключить его нагрев перед прокаткой. Для этого разработана математическая модель рационального охлаждения непрерывнолитого слитка в машине непрерывного литья заготовок (МНЛЗ) с применением теплоизолирования в зоне воздушного охлаждения. Описываются материалы теплоизолирующего устройства и его конструктивное применение в технологической схеме МНЛЗ. Для расчета теплообмена между слитком и теплоизоляционным устройством совместно решены задачи охлаждения слитка и разогрева теплоизоляционной конструкции. Составлен тепловой баланс зоны теплоизолирования. Проанализировано взаимодействие тепловых потоков между слитком и теплоизолирующим устройством с помощью математического моделирования. По результатам моделирования можно сделать вывод о том, что при использовании зоны теплоизолирования затвердевание слитка происходит при скоростях до 1,3 м/мин. При более высоких скоростях вытягивания для полного затвердевания слитка перед порезкой необходимо увеличить интенсивность охлаждения в зоне вторичного охлаждения (ЗВО). Среднемассовая температура возрастает на 160-260 °С. По полученным данным можно сделать вывод: при использовании теплоизоляции происходит термостатирование слитка, разность температур между поверхностью и центром уменьшается на 100-220 °С по сравнению с воздушным охлаждением, т. е. экономия теплоты составляет около 30 %.
Машина непрерывного литья заготовок, непрерывнолитой слиток, математическая модель, охлаждение, энергосбережение, теплообмен, теплота расплава, температурное поле, теплосодержание, теплоизолирование
Короткий адрес: https://sciup.org/147157129
IDR: 147157129 | УДК: 536.241 | DOI: 10.14529/met180213
Calculation of heat transfer between the continuous-cast ingot and thermal insulating device using mathematical modeling
The article describes energy saving technology, which allows to increase the efficiency of fuel and energy resources use in the continuous casting of steel. It is proposed to use the heat of the melt of a continuously cast ingot, which will reduce or eliminate its heating before rolling. For this purpose, a mathematical model of rational cooling of a continuously cast casting in a continuous casting machine with the use of heat insulation in the air cooling zone was developed. Materials of a heat-insulating device and its constructive application in the technological scheme of CCM are described. To calculate the heat transfer between the ingot and the heat insulating device, the problems of cooling the ingot and heating the heat-insulating structure are solved together. The thermal balance of the heat insulation zone was compiled. The interaction of heat flows between the ingot and the heat insulating device is analyzed using mathematical modeling. Based on the simulation results, it can be concluded that when using the thermal insulation zone, the ingot solidification occurs at speeds up to 1.3 m / min. At higher drawing speeds, to fully solidify the ingot before cutting, it is necessary to increase the cooling intensity in the secondary cooling zone (SCZ). The average mass temperature increases by 160-260 °С. According to the data obtained, it can be concluded that when the thermal insulation is used, the ingot is thermostatted, the temperature difference between the surface and the center is reduced by 100-220 °С compared to air cooling, that is, the heat saving is about 30%.
Текст краткого сообщения Расчет теплообмена между непрерывнолитым слитком и теплоизолирующим устройством с помощью математического моделирования
Одним из основных потребителей топливных и энергетических ресурсов остается металлургическое производство. Энергосберегающие технологии позволяют повысить эффективность использования топливно-энергетических ресурсов, которые составляют значительную долю затрат в себестоимости продукции.
Снижение расходов энергоресурсов при непрерывной разливке стали в машине непрерывного литья заготовок (МНЛЗ) возможно при рациональном использовании теплоты расплава, что позволит уменьшить или исключить нагрев слитка перед прокаткой [1–5]. Оптимальной организацией теплоотвода от поверхности слитка в процессе его охлажде- ния и кристаллизации занимались исследователи в работах [6–9].
Повышение теплосодержания слитка на линии «МНЛЗ – прокатный стан» описывалось в работах [10, 11], где рассматривались высокотемпературные технологии литья слябов.
Математические модели охлаждения непрерывнолитого слитка позволяют учитывать важнейшие характерные черты процесса кристаллизации: сложные граничные условия, изменяющиеся по зонам, выделение скрытой теплоты кристаллизации в интервале температур солидус – ликвидус и связанные с ним процессы образования кристаллов, особенности технологии и другие вопросы [12–19].
Р аз ра бот к а и р е а ли за ц и я ма те ма ти че ск ой моде ли з а тв е рд е в а н и я н е п ре р ыв н оли тог о сли тк а п рямоу гольн ой и в ос ьми у гольн ой формы в д в у ме рн ом п ро с тра н с тв е н н ом п р е дста в ле н и и оп и с а на в ра бо та х [ 17, 20, 21 ] .
Особ е н н ос ть ю д а н н ой мод е ли яв ляе тс я у че т зон ы тепл ои з ол и ровани я, к отора я ра сп ол оже на н е п о с ре дс тв е н н о п ос ле зоны в од ов озд у ш н ого охл ажде н и я. В э т ой з он е прои сходит разогрев поверх н о с тн ых с л ое в с ли т ка за счет теплоты жидкой фазы.
Тепл оиз о л я ц ио нное устр о йс т в о пред л ага ет ся расп о л ож ить в т ехнол ог ич е ск о й схеме МН Л З м е жду р о л и ка м и и н есущим и пр ижим н ы м и б алками т я нущей кл е т и (р и с. 1) с раз бив ко й на бл оки п о ш ир ине ба л ки . Те пл оизолирующую к о н ст р укци ю пред л а г а е т с я в ы по л н ит ь из с л е дую щ их м ат е р иа л о в : с о с т о ро ны слит к а ж а р ос т ойк ая сталь марки 1 0X 11H 2 0 T 2P , с о сторон ы к ре п ёжн ой б алк и – C т3. В к аче с тв е те п лои зо ляц и он н ого с лоя исп ол ьзуетс я к а оли н ов а я в ата с в ыс о к и ми огн еу п орн ыми с в ой с тв а ми [ 22]. Д ля применения п рофи л ак тическ их ре монтов к он с тру к ци я вып ол н я етс я ра зб орн ой . У ч и т ы в а я п ов ыш е н н ы й тем п ера турн ы й режи м, в зон е те п лои золи ров ани я п ри ме н яю тс я ж а ро п рочн ые ролик и .
Дл я р асч ет а т епл о о бм ена м еж ду сл ит ко м и т епл о из о л я ц ио нны м уст ро йст вом нео бх о дим о с овм ест но р ешит ь з адач и о х л аж дения сл ит к а и р аз о г р ева т епл о из о л я цио н но й ко нст рукции.
С ос тави м те п л овой б а л ан с зон ы те пл ои золи ров а н и я. С та тья п ри ход а Q пр включает теп лоту, п ос туп аю щ у ю с н е п рерыв н оли ты м сли тк ом в з он у те п лои зол и ров а н и я:
Qпр =( Cm (t л - t к ) + q кр +(Cж A T)) G, где tк – конечная температура стали, °С;
A T - перегрев сверх температуры начала затвердевания, °С;
G – производительность МНЛЗ, кг/с.
Так как тепловые потоки в направлении, перпендикулярном к технологической линии, будут значительно превышать тепловые потоки в других направлениях, ими можно пренебречь. Статьи расхода теплоты включают: теплоту, уходящую со слитком Qсл , и тепловые потери: Qнач – теплота, затраченная на начальный разогрев устройства, Qак – теплота, аккумулируемая теплоизоляционным материалом кожуха, Qрол – теплота, затраченная на нагрев роликов рольганга, Qср – тепловые потери в окружающую среду.
Q пр = Qсл + Q ак + Q нач
+ Q рол + Q ср .
Часть теплоты Q нач , Q рол затрачивается только в первоначальный момент времени и при длительной работе не учитывается. В дальнейшем полагаем, что конструкция находится в разогретом состоянии и теплоотдача определяется в условиях стационарного режима.
Теплота, отдаваемая затвердевшей корочкой слитка, нагревает стенку теплоизолирующей конструкции. Через время Ат эта разница температур уменьшится, величина теплового потока от слитка к внутренней стенке устройства также уменьшится, между поверхностью и центром слитком произойдет выравнивание температур за счет нагрева поверхности слитка (рис. 2).
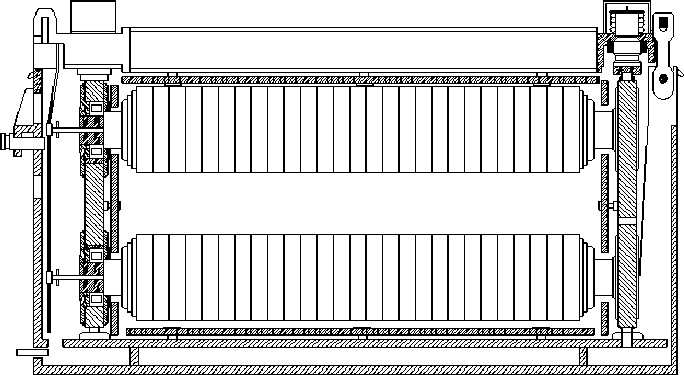
Рис. 1. Расположение теплоизолирующего устройства в тянущей клети
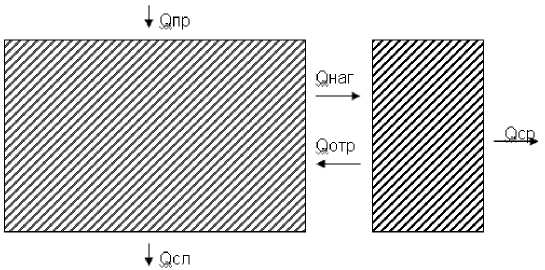
Рис. 2. Тепловой баланс непрерывнолитого слитка в зоне теплоизолирования
Перенос теплоты от слитка к теплоизоляционной конструкции через воздушный зазор осуществляется излучением и конвекцией. Тепловой поток qсл-к запишем по формуле qсл-к Eпр C0
t п + 273 V Г t ст + 273 У
10 0 ) ( 1 0 0 )
+
X з
' . ( t п - t ст ) , 5
где E пр – при в е де н н а я с те п е н ь че рн оты п ри теплообмене излучением, E пр = 0, 74;
C 0 = 5,67032 • 10 - 8 Вт/(м2К4 ) - постоянная Стефана – Больцмана;
t п, t ст – т ем п ера туры п ов е рхн ос ти с ли тк а и стенки конструкции, °С;
Х з - коэ ффи ци е н т те п лоп ров од н ос ти в озд у ха в з аз оре м е ж д у с ли тк ом и у с трой ством, Bт/(мК);
5 - величина зазора, м.
Те плоп е ре н о с от к он с т ру к ц и и в ок р у ж а ющ у ю с р е д у ос у щ е ств ляе тс я те п лоо б ме н ом излу че н и я и к онв е н ц и е й . С о стороны о к р ужаю ще й с ре ды д ля н ахожде н и я к оэ ффи ц и ен та те п ло отд а чи п ри м ен е н о у ра в н е н и е , а н а л оги чн ое тому , к оторое ре ш ае тс я д ля те п л о и золи ров а н н ого к ожу ха со с торон ы с л итка :
q ср = C 1
t п + 273 у
10 0 J
—
(t + 273? ср где C1 – коэффициент излучения поверхности стенки устройства, Bт/м2 К4;
t п, t ср – т емпера туры п ов е рхн ос ти у ст р ойства и ок ру ж а юще го воз духа, °С.
Величина удельного теплового потока q зависит от теплового состояния конст- ср рукции, толщины, вида теплоизоляции и от температуры окружающей среды. Основное количество теплоты от слитка к устройству передается излучением.
Изменение количества теплоты в теплоизоляционном устройстве вследствие теплопроводности за время дт вызывает изменение количества энергии вещества и рассчитывается по формуле д T , , dQk = р C—dxdy. " дт
Для определения теплового состояния устройства необходимо рассчитать тепловой поток, поступающий от слитка к конструкции [21]. Сложный теплообмен выражается суммарным коэффициентом а 5 , учитывающий передачу теплоты излучением а л и конвекцией а к.
Решение уравнения теплопроводности теплоизолирующего устройства осуществлялось численными методами, аналогичными тем, которые использовались при решении уравнения теплопроводности для слитка [21]. Адекватность модели определялась с помощью статистических критериев Фишера, Стьюдента, Манна – Уитни.
Было промоделировано температурное поле непрерывнолитого слитка при различных скоростях разливки для слитков прямоугольных сечений 250 x 750^1050 мм и 250 x 1100^2350 мм.
Длины зон водо-воздушного охлаждения и теплоизолирования (17 м) выбирались постоянными для всех скоростей. В секциях зоны водо-воздушного охлаждения интенсивность теплоотдачи регулировалась расходом воды. Критерием выбора а из диапазона 100–650 Вт/(м2К) было полное затвердевание слитка перед его порезом на мерные длины и обеспечение среднемассовой температуры не ниже 1200 °С.
По результатам моделирования установлено, что в отличие от традиционной технологии при использовании теплоизолирующего устройства затвердевание жидкой сердцевины происходит не в конце зоны вторичного охлаждения (ЗВО), а в зоне теплоизолирования. Для исключения выпучивающего эффекта в зоне теплоизолирования используются опорные устройства (ролики и поддерживающие балки). Полное затвердевание слитка происходит за 4 м до выхода слитка из зоны теплоизолирования. Таким образом, величина ферростатического давления не превысит допустимых пределов.
По результатам моделирования можно сделать вывод о том, что при использовании максимальной зоны теплоизолирования затвердевание слитка происходит при скоростях до 1,3 м/мин. При более высоких скоростях вытягивания для полного затвердевания слитка перед порезкой необходимо увеличить интенсивность охлаждения в ЗВО. Среднемассовая температура возрастает на 160–260 °С [23]. По полученным данным можно сделать вывод: при использовании теплоизоляции происходит термостатирование слитка, разность температур между поверхностью и центром уменьшается на 100–220 °С по сравнению с воздушным охлаждением, т. е. экономия теплоты составляет ≈ 30 %.
Список литературы Расчет теплообмена между непрерывнолитым слитком и теплоизолирующим устройством с помощью математического моделирования
- Improvement of Continuous Casting Technology for Direct Charging Process at Kastima No. 3 Caster/Yoshida Katsuma, Kimura Tomohiko, Watanabe Tadao, Akai Yoshihiro//70th Steelmak. Conf. Proc. Vol. 70: Pittsburgh Meet., Marth 29 -Apr. 1, 1987. -Warrendale, Pa, 1987. -P. 231-235.
- Operation of the speed slab caster for hot direct rolling/Kouano Takayuki, Terada Osamu, Ushida Shigetaka, Ishikawa Hazaru//5th Ins. Iron and Steel Congr.: Proc. 69th Steelmak. Conf. Vol. 69: Washington Meet. Apr. 6-9, 1986. Warrendale, Pa, 1986. -P. 576-577.
- Progress on CC-DR Process (Direct Linked Process of Continuous Casting and Rolling Mill) at Sakai Works/Iso Hei-Ichiro, Narita Susumu, Honda Michiyasu, Isogami Katsuyuki//5th Ins. Iron and Steel Congr.: Proc. 69th Steelmak. Conf. Vol. 69: Washington Meet. Apr. 6-9, 1986. -Warrendale, Pa, 1986. -P. 449-456.
- Advanced CC-DR Process Goes Operation at Yawata Works//Nippon Steel News. -1988. -No. 206. -P. 1.
- Application 62-207545 Japan, International Patent Classification V 22 D 11/12, V 21 V 45/00. Method of heat insulation of hot steel slabs/Miki Hiromitsu; Shinwa Tekku k.k. -N 61-47688; aplication 05.03.86; in press 11.09.87.
- Краснов, Б.И. Оптимальное управление режимами непрерывной разливки стали/Б.И. Краснов. -М.: Металлургия, 1975. -312 с.
- Девятов, Д.Х. Оптимальное управление тепловой обработкой массивных тел при наличии фазовых превращений/Д.Х. Девятов//Проблемы кристаллизации сплавов и компьютерное моделирование: тез. Всесоюз. науч.-техн. конф. -Ижевск, 1990. -С. 72-73.
- Оптимизация режимов затвердевания непрерывного слитка/В.А. Берзинь, В.Н. Желваков, Я.Я. Клявинь и др. -Рига: Зинатне, 1977. -148 с.
- Соболев, В.В. Оптимизация тепловых режимов затвердевания расплавов/В.В. Соболев, П.М. Трефилов. -Красноярск: Изд-во Красноярск. ун-та, 1986. -154 с.
- Production Techniques of High Temperature CC Slabs for Remote Direct Rolling/Naonori Moritama, Mayumi Okimori, Eiji Ikezaki, Katsuyuki Isogami//Tetsu-to-Hagane, J. Iron and Steel, Inst., Jap. -1988. -Vol. 74, iss. 7. -P. 1227-1234 DOI: 10.2355/tetsutohagane1955.74.7_1227
- Direct Rolling Process at Nippon Steel k.k.//33 Metal Producing. -1988. -Vol. 26, no. 4. -P. 15.
- Емельянов, В.А. Тепловая работа машин непрерывного литья заготовок/В.А. Емельянов. -М.: Металлургия, 1988. -143 с.
- Flow and Temperature Fields in Slab Continuous Casting Molds/Zhang Yin, Cao Liguo, He Youduo. et al.//J. Univ. Sci. and Technol. Beijing. -2000. -Vol. 7, no. 2. -P. 103-106.
- Тепловые процессы при непрерывном литье стали/Ю.А. Самойлович, С.Л. Крулевецкий, В.А. Горяинов, З.К. Кабаков. -М.: Металлургия, 1982. -152 с.
- Стальной слиток. Т. 2: Затвердевание и охлаждение/Ю.А. Самойлович и др. -Минск: Беларуская навука, 2000. -637 с.
- Экспериментальные исследования процессов затвердевания и нагрева крупных промышленных слитков/Ю.А. Самойлович, В.И. Тимошпольский, А.Б. Стеблов, В.В. Несвет//Литье и Металлургия. -2001. -№ 4. -С. 103-109.
- Салганик, В.М. Моделирование температурного поля при непрерывном литье стальных слитков с угловыми скосами/В.М. Салганик, Л.Л. Демиденко//Производство проката. -2012. -№ 5. -С. 22-26.
- Самойлович, Ю.А. Микрокомпьютер в решении задач кристаллизации слитка/Ю.А. Самойлович. -М.: Металлургия, 1988. -182 с.
- Бровман, M.Я. Непрерывная разливка металлов/M. Бровман. -М.: Экомет, 2007. -484 с.
- Демиденко, Л.Л. Математическое моделирование процесса охлаждения непрерывнолитого слитка/Л.Л. Демиденко//Электротехнические системы и комплексы. -2004. -№ 8. -С. 183-185.
- Demidenko, L.L. Simulation of Power Efficient Cooling Technology for Continuously Cast Bars/L.L. Demidenko//Solid State Phenomena, 2017, vol. 265, pp. 1086-1091 DOI: 10.4028/www.scientific.net/SSP.265.1086
- Кац, С.К. Высокотемпературные теплоизоляционные материалы/С.К. Кац. -М.: Металлургия, 1981. -232 c.
- Demidenko, L.L. Simulation of the Cooling Process of the Continuously Cast Bar with Heat Insulation/L.L. Demidenko//International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM). -2017. -P. 1-5 DOI: 10.1109/ICIEAM.2017.8076481
