Расчёт скоростей шитья вышивального полуавтомата с программным управлением

Автор: Грот Дмитрий Владимирович, Кириллов Алексей Геннадьевич, Сункуев Борис Семенович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (26), 2014 года.
Бесплатный доступ
Предметом исследования является скорости шитья вышивального полуавтомата с различными прижимными лапками, подвижной и неподвижной. Цель этой статьи заключается в подборе скорости шитья для подвижной и неподвижной прижимных лапок. В статье приведена методика расчета скоростей шитья для полуавтоматов многоцветной вышивки с использованием различных способов прижима материала: подвижной и неподвижной лапок. Используемая методика ведет учет интеграции узла прижима в циклограмму работы петлеобразующих органов полуавтомата. Приведенная методика применена для расчета скоростей шитья полуавтомата ПВ-1-5М многоцветной вышивки, разработанного в 2008 году кафедрой машин и аппаратов легкой промышленности УО «ВГТУ» совместно с ОАО «НП ОКБМ». В результате расчета установлено, что скорость шитья при использовании неподвижной прижимной лапки на 18 − 25 % выше, чем с подвижной прижимной лапкой.
Полуавтомат многоцветной вышивки, скорость шитья, прижимная лапка
Короткий адрес: https://sciup.org/142184857
IDR: 142184857
Calculation embroidery sewing speed semiautomatic control software
The aim of this article is to select the sewing speed for fixed and movable presser foot. For semiautomatic multicolor embroidery PV-1-5-M developed in 2008, calculated these speed sewing developed by using different presser feet: mobile and stationary. The disadvantage of mobile presser foot is noise at work. The advantage of fixed presser foot is the lack of noise at work. The calculation revealed that the sewing speed when using fixed presser foot is 18 − 25 % higher than with moving the presser foot. Velocities sewing enable operations to assess the complexity of machine embroidery.
Текст научной статьи Расчёт скоростей шитья вышивального полуавтомата с программным управлением
SEMIAUTOMATIC, MULTICOLOR, MACHINE EMBROIDERY, PRESSER FOOT, SEWING SPEED
The aim of this article is to select the sewing speed for fixed and movable presser foot.
For semiautomatic multicolor embroidery PV-1-5-M developed in 2008, calculated these speed sewing developed by using different presser feet: mobile and stationary.
The disadvantage of mobile presser foot is noise at work. The advantage of fixed presser foot is the lack of noise at work.
The calculation revealed that the sewing speed when using fixed presser foot is 18 - 25 % higher than with moving the presser foot. Velocities sewing enable operations to assess the complexity of machine embroidery.
чения производительности труда.
Подвижная прижимная лапка совершает вертикальное движение и прижимает материал только в периоды прокола материала иглой. Достоинством подвижной прижимной лапки является возможность вышивки на заготовках, имеющих разную толщину в поле вышивания, а также возможность базирования кассеты с заготовкой относительно иглы по метке, нанесённой на кассету. Недостатком подвижной прижимной лапки является шум при работе.
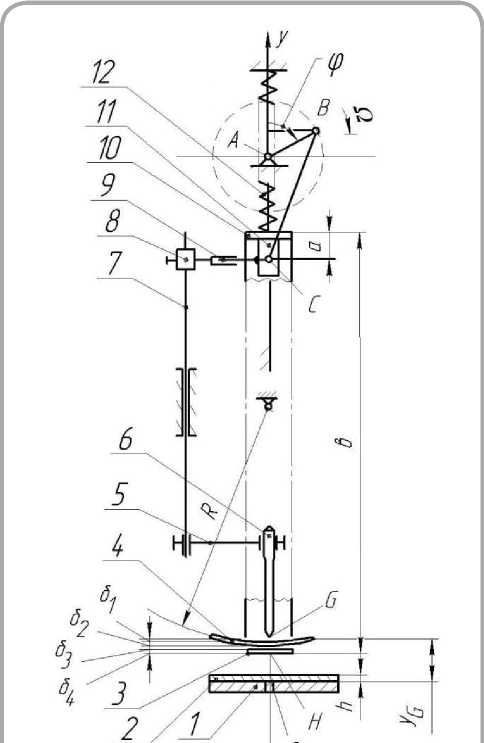
Кинематическая схема механизмов иглы и подвижной прижимной лапки показана на рисунке 1. Прижимная лапка 10 получает движение от ползуна 11 кривошипно-ползунного механиз-

ма иглы ABC. Лапка 10 прижимается к ползуну 11 пружиной 12. Игла 6 получает движение от пальца 9 ползуна 11 через поводок 8, игловоди-тель 7 и иглодержатель 5. При движении ползуна 11 из крайнего верхнего положения вниз подошва 3 прижимной лапки достигает поверхности материала 2 и останавливается, при этом пружина 12 прижимает лапку к материалу. Игла 6 продолжает движение вниз, достигает крайнего нижнего положения и двигается вверх. В определённый момент ползун 11 сообщает движение прижимной лапке 10, преодолевая действие пружины 12.
Подошва 3 (рисунок 1) неподвижной прижимной лапки устанавливается с зазором не менее 0,5 мм над поверхностью материала. Неподвижная прижимная лапка применяется при вышивании на заготовке постоянной толщины. При этом требуется, чтобы в базовом положении кассеты игла находилась в поле вышивания, а метку, с которой совмещается игла, в базовом положении кассеты приходится наносить на материал при каждом цикле вышивания. Преимуществом неподвижной прижимной лапки является отсутствие шума при работе. При неподвижной прижимной лапке время перемещения материала на длину стежка лимитируется временем нахождения иглы в материале, а при подвижной – временем прижатия материала прижимной лапкой.
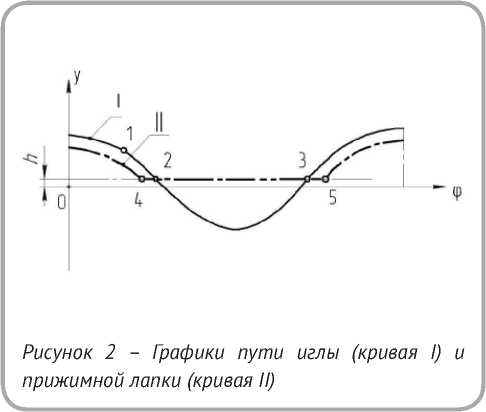
Положения иглы 6 и подошвы 3 подвижной прижимной лапки в их поступательных движениях будем представлять соответственно точкой G острия иглы и точкой H , расположенной в центре отверстия для прохода иглы. Координаты точек G и H будем отсчитывать по оси Oy с началом в точке O , лежащей на поверхности игольной пластины 1, в центре отверстия для прохода иглы. За начало отсчёта углов φ , определяющих положения ведущего кривошипа ÀÂ , принимаем ось Ay . Графики зависимости y от φ для точек G и H приведены на рисунке 2 в виде кривых I и II. Кривая I построена исходя из установки иглы относительно носика челнока: yG = 13 мм при φ = 60°, соответствующем моменту автоматического останова полуавтомата.
Проведём на графике прямую, параллельную оси y , на расстоянии, равном толщине h пошива-емого материала 2 (рисунок 1), на пересечении этой прямой с кривыми I и II отметим точки 2,
о
Рисунок 1 – Кинематическая схема механизмов иглы и прижимной лапки
3, 4, 5. Абсциссы φ 2 , φ 3 точек 2 и 3 на графике I соответствует началу вхождения острия иглы в материал и выходу его из материала. Абсциссы φ 4 , φ 5 точек 4, 5 на графике II соответствуют началу прижима материала подвижной прижимной лапкой и его окончанию.
Отметим также на графике I точку 1 с ординатой yG = 13 мм, соответствующей моменту автоостанова. Абсциссу точки 1 обозначим φ 1 . Начало перемещения материала координатным механизмом с ЧПУ настраивается установкой на главном валу швейной машины диска, входящего в профиль оптопары. При этом кривошип ÎÀ должен находиться в положении, определяемом координатой φ Í . Угол поворота φ Ð кривошипа ÎÀ за время tïåð перемещения материала зависит от динамики координатного механизма. Для подвижной прижимной лапки должны удовлетворяться неравенство:
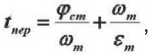
момент инерции звеньев координатного механизма; 1пр = 34,7•10-6 Кг-м2; tom - максимальная угловая скорость ротора шагового электродвигателя при выбранном трапецеидальном законе изменения скорости ротора; em- максимальное угловое ускорение ротора при выбранном законе движения; Мспр - приведенный к валу шагового электродвигателя момент сил сопротивления, Мспр = 0,028 Н^м.
При решении задачи минимизации t использовались аппроксимированные механиче- где k„ep = Фр / 360°;
Результаты вычислений представлены в таблице 2. Из таблицы следует, что скорость шитья при использовании неподвижной прижимной лапки на 18 - 25 % выше, чем с подвижной прижимной лапкой. Таблица 2 может быть использована для подбора скорости шитья при заданных Scm и n.
Выводы: из таблицы 1 следует, что угол рабочего хода механизма перемещения при неподвижной лапке φP1 превышает аналогичную величину φP2 для подвижной лапки на 18…24 % при увеличении толщины материала от 1 до 5 мм, что существенно влияет на скорость шитья. Из таблицы 2 следует, что скорость шитья при использовании неподвижной прижимной лапки на 18 - 25 % выше, чем с подвижной прижимной лапкой.
ские характеристики шагового электродвигателя ШД-200-0,5 [2]. Минимизация tпер выполнялось для Scm = (1_6) мм и h = (1^5) мм для n1, скорость шитья при подвижной прижимной лапки и для n2, скорость шитья при неподвижной прижимной лапки по специально разработанной программе. После определения tnep, tom и em скорость шитья определялась из соотношения:
Таблица 2 – Результаты вычислений | ||||
h, мм | Scm *мм | n1, об/мин, подв. лапка | п2 ,об/мин, неподв. лапка | |
1,0 | 1,0 | 1362,8 | 1609,3 | |
1,0 | 2,0 | 821 | 969,5 | |
1,0 | 3,0 | 587,4 | 693,7 | |
1,0 | 4,0 | 457,3 | 540,1 | |
1,0 | 5,0 | 374,4 | 442,1 | |
1,0 | 6,0 | 317 | 374,3 | |
2,0 | 1,0 | 1309,9 | 1561,6 | |
2,0 | 2,0 | 789,1 | 940,8 | |
2,0 | 3,0 | 564,6 | 673,1 | |
2,0 | 4,0 | 439,6 | 524,1 | |
2,0 | 5,0 | 359,9 | 429 | |
2,0 | 6,0 | 304,6 | 363,2 | |
3,0 | 1,0 | 1255 | 1513,3 | |
3,0 | 2,0 | 756,1 | 911,7 | |
3,0 | 3,0 | 541 | 652,3 | |
3,0 | 4,0 | 421,2 | 507,9 | |
3,0 | 5,0 | 344,8 | 415,8 | |
3,0 | 6,0 | 291,9 | 352 | |
4,0 | 1,0 | 1197,9 | 1464,3 | |
4,0 | 2,0 | 721,7 | 882,1 | |
4,0 | 3,0 | 516,4 | 631,2 | |
4,0 | 4,0 | 402 | 491,4 | |
4,0 | 5,0 | 329,1 | 402,3 | |
4,0 | 6,0 | 278,6 | 340,6 | |
5,0 | 1,0 | 1138,1 | 1414,2 | |
5,0 | 2,0 | 685,6 | 851,9 | |
5,0 | 3,0 | 490,6 | 609,6 | |
5,0 | 4,0 | 381,9 | 474,6 | |
5,0 | 5,0 | 312,7 | 388,5 | |
5,0 | 6,0 | 264,7 | 328,9 | |
, | ||||
Список литературы Расчёт скоростей шитья вышивального полуавтомата с программным управлением
- Дервоед, О.В. Структура одноголовочного полуавтомата многоцветной вышивки на изделиях из кожи/О. В. Дервоед, Б. С. Сункуев, Д. В.Грот//Новое в технике и технологии текстильной и лёгкой промышленности: материалы международной научно -технической конференции. Витебск, ноябрь 2013 г./УО “ВГТУ”-Витебск 2013 -420 с.
- Сункуев, Б.С. Проектирование систем управления машин -автоматов лёгкой промышленности: учебное пособие/Б.С. Сункуев. -Витебск: УО «ВГТУ», 2008. -146 с.
