РАЗРАБОТКА DIY-УСТАНОВКИ ДЛЯ КАПЕЛЬНОЙ МИКРОФЛЮИДИКИ

Автор: М. А. Полдушов
Журнал: Научное приборостроение @nauchnoe-priborostroenie
Рубрика: Разработка приборов и систем
Статья в выпуске: 3, 2023 года.
Бесплатный доступ
Создание микрофлюидных установок для большинства исследовательских лабораторий представляет сложную задачу в первую очередь по причине высокой стоимости входящих в их состав компонентов. В связи с этим проводятся многочисленные исследования по поиску новых и модернизации уже имеющихся способов изготовления подобных устройств, направленные на упрощение и удешевление технологии их производства. В работе обсуждается возможность разработки DIY- (Do-It-Yourself, дословный перевод – сделай сам) установки для капельной микрофлюидики, которая включает систему подачи жидкостей, состоящую из нескольких шприцевых насосов, и микрофлюидные чипы с различной геометрией. Для изготовления как шприцевых насосов, так и микрофлюидных чипов использовались широкодоступные готовые компоненты. Некоторые механические части насосов изготавливались самостоятельно с использованием метода 3D-печати. Управление микрофлюидной установкой осуществлялось при помощи платформы Arduino UNO. На ряде примеров формирования эмульсий с различными типами морфологии было показано, что разработанная установка не уступает системам, которые были ранее представлены другими авторами.
Микрофлюидная установка, капельная микрофлюидика, микроконтроллерные платформы, Arduino
Короткий адрес: https://sciup.org/142238276
IDR: 142238276 | УДК: 544.773.3+66.063.6+542.07
DEVELOPMENT OF A DIY PLATFORM FOR DROPLET-BASED MICROFLUIDICS
The development of a microfluidic platform for most research laboratories is a difficult task, primarily because of the high cost of its components. In this regard, numerous studies are being carried out to modernize existing or find new methods for manufacturing such devices. The paper discusses the possibility of developing a DIY (Do-It-Yourself) droplet-based microfluidic platform, which includes a fluid delivery system consisting of syringe pumps and microfluidic chips with various geometries. Both syringe pumps and microfluidic chips were fabricated using widely available off-the-shelf components. Some mechanical parts of the pumps were made using 3D printing. The microfluidic setup was controlled using an Arduino UNO board. It was shown that the proposed platform is not inferior to the systems previously reported by other authors on a variety of examples of the generation of emulsions with various forms of morphology.
Текст научной статьи РАЗРАБОТКА DIY-УСТАНОВКИ ДЛЯ КАПЕЛЬНОЙ МИКРОФЛЮИДИКИ
Последние несколько десятилетий стали поистине революционными для развития микрофлю-идных технологий. За это время микрофлюидика сформировалась в отдельную междисциплинарную область науки, а ее методы стали практически незаменимыми в целом ряде производственных и исследовательских направлений [1, 2]. Микро-флюидика как отдельная научная дисциплина занимается изучением поведения и управлением потоками жидкостей на микронном и нанометровом масштабах [2, 3]. Реализация потоков жидкостей осуществляется с использованием специальных устройств, называемых микрофлюидными устройствами, или микрофлюидными чипами (МФЧ). Микрофлюидные чипы обычно определяют как устройства, позволяющие манипулировать малыми (вплоть до пиколитров) объемами жидкостей (газов) благодаря использованию систем микроканалов, сформированных в подложках различной природы [2]. Помимо МФЧ, микрофлюидные установки (МФУ) обязательно включают в себя системы подачи и контроля потока жидкостей (или газов), которые в большинстве случаев используют шприцевые, перистальтические либо нагнетательные насосы [4, 5], однако могут быть реализованы многими другими способами [4].
Одним из интенсивно развивающихся направлений микрофлюидных технологий является разработка КМФС — микрофлюидных систем на ос- нове капель (droplet-based microfluidic devices), которые позволяют формировать и управлять микрокаплями жидкостей, находящихся в непрерывной фазе другой несмешивающейся жидкости [6, 7]. Возможность генерации монодисперсных эмульсий и дальнейшего точного манипулирования отдельными малыми объемами жидкостей в пределах микрофлюидного чипа делает КМФС чрезвычайно востребованными во многих областях. В рамках биологических исследований методы капельной микрофлюидики используются для инкапсуляции внутри капель эмульсии отдельных клеток [6–8], молекул ДНК или РНК [6], а также многоклеточных организмов [9]. Отдельные капли могут применяться в качестве микрореакторов (т.н. "капельные микрореакторы"), в объеме которых может осуществляться синтез микро- и наночастиц различной природы [2, 6, 10, 11].
Несмотря на неоспоримые преимущества применения микрофлюидных технологий для решения многих задач, основным фактором, ограничивающим их внедрение различными лабораториями, остается их высокая стоимость. По этой причине продолжается интенсивный поиск новых и совершенствование уже имеющихся методов производства различных составных частей микро-флюидных платформ. В первую очередь это касается технологий изготовления МФЧ. Изначально применяемое для этих целей кварцевое и силикатное стекло заменяется, где это возможно, более доступными и легкими в обработке полимерными материалами, такими как поликарбонат (ПК), полиметилметакрилат (ПММА), полидиметилси-локсан (ПДМС), и другими [12]. В зависимости от материала подложки микрофлюидного чипа применяются различные способы прототипирования микрофлюидных чипов. Широкое распространение получил метод мягкой литографии [2, 6, 12], который, однако, представляет собой многостадийный и весьма трудоемкий процесс, требующий наличия масок-фотошаблонов, изготовление которых вносит значительный вклад в стоимость готового изделия [13]. Развиваются альтернативные способы прототипирования чипов, включая технологии безмасочной литографии, методы инжекционного формования, прессования (тиснения) для разработки МФУ из термопластов, лазерной абляции и другие. Во всех перечисленных выше способах изготовления чипов требуется наличие специализированного весьма дорогостоящего оборудования. Не меньших финансовых затрат требует реализация систем управления потоками жидких компонентов, которые, помимо аппаратной части, включают программное обеспечение, регулирующее работу данных систем. Стоимость коммерческих готовых решений в данном случае может составлять многие десятки тысяч долларов [5, 14].
Одним из возможных решений для исследовательских коллективов может стать использование open-source продуктов как в области программного, так и аппаратного обеспечения. Во многом именно многочисленные open-source инициативы дали импульс к появлению ставшего весьма значимым явления современной науки — Do-It-Yourself (DIY, дословный перевод — сделай сам), проектов, на базе которых становится возможным создавать целые исследовательские лаборатории [15, 16]. Среди технологий, позволяющих создавать многие, в том числе весьма сложные исследовательские инструменты в рамках DIY-проектов, можно выделить технологии 3D-печати, а также появление очень доступных микроконтроллерных платформ для прототипирования электронных устройств, использующих открытый исходный код (open-source electronics platforms), таких как Ardui-no, Raspberry Pi, и их аналогов [14, 17]. Различные open-source инструменты в полной мере применяются и для разработки компонентов микрофлюид-ных установок. Отметим лишь некоторые решения, предлагаемые в данной области. На базе микроконтроллерных платформ Arduino и Raspberry Pi были реализованы системы подачи жидких компонентов, разработка которых осуществлялась с использованием DIY шприцевых [14, 17–21], перистальтических [22, 23] и нагнетательных [24] насосов. В большинстве подобных изделий механические детали реализуемых установок производились методом 3D-печати [14, 17–19, 21–23], иногда предлагалось использовать части готовых устройств [20]. Интенсивно развиваются DIY-технологии в области прототипирования микро-флюидных чипов. Во-первых, продолжаются исследования "традиционных" литографических способов прототипирования: разработка фотолитографических установок с использованием УФ-светодиодов [25, 26], использование DLP- (Digital Light Processing) проекторов для безмасочной литографии [27] и др. Во-вторых, весьма перспективными представляются изыскания в области создания чипов на бумажной основе [28, 29], которые позволяют производить очень бюджетные продукты [30]. В-третьих, при производстве чипов интенсивно внедряются технологии 3D-печати [31]. В рамках капельной микрофлюидики для прототипирования МФЧ было предложено [32, 33] использовать готовые широкодоступные компоненты, такие как медицинские иглы, пластиковые фитинги, трубки и др., иногда совместно с деталями, изготовленными методом 3D-печати, что позволяет значительно удешевить и упростить сборку данных устройств. Многочисленные opensource решения не только помогают при создании различных DIY-компонентов микрофлюидных установок, но и позволяют на их основе построить полный цикл научных исследований, начиная от проектирования и управления МФУ и заканчивая анализом полученных данных.
На основании проведенного литературного анализа можно утверждать, что в научном сообществе существует большой интерес к созданию самодельных устройств для применения в качестве частей микрофлюидных систем. Целью настоящей работы в этой связи являлась разработка и оценка технических возможностей доступной по цене и простой в компоновке DIY-микро-флюидной установки, предназначенной для генерации капель одинарных и двойных эмульсий.
УСТРОЙСТВО МИКРОФЛЮИДНОЙ УСТАНОВКИ
Общая характеристика
Разработанная МФУ состоит из двух частей: системы подачи жидких компонентов и микро-флюидных чипов с различной геометрией, в которых происходит непосредственное образование капель эмульсий. Все компоненты микрофлюид-ных установок были собраны самостоятельно. При сборке использовались либо готовые детали, находящиеся в широком доступе, либо детали, произведенные с использованием метода 3D-печати. Устройство микрофлюидных установок различалось в зависимости от типа (одинарная или двойная) генерируемых эмульсий. Во-первых, приме- нялись микрофлюидные чипы с различной конструкцией, которая будет подробно описана в соответствующем разделе. Во-вторых, различалась реализация системы подачи жидких компонентов. Для генерации одинарных эмульсий использовалась система, состоящая из двух, а для генерации двойных эмульсий — система из трех шприцевых насосов. Устройство и способ изготовления как шприцевых насосов, так и микрофлюидных чипов будут подробно описаны ниже.
Система подачи жидких компонентов
Как уже было отмечено, подача жидких компонентов осуществлялась с использованием системы шприцевых насосов. Общая схема разработанных насосов представлена на рис. 1.
Механическая часть насоса состоит из трех основных элементов: левая 1 и правая 2 неподвижные опоры и подвижная часть — каретка 3. Данные детали, а также основа 19 и пластины для крепления шприца 12, 14 изготовлялись методом 3D-печати на принтере Ender-3 Pro из полилактида. Трехмерные модели для печати были спроектированы при помощи открытого программного продукта FreeCAD [34] версии 0.19.
К левой опоре 1 крепится шаговый двигатель 17 на четыре болта М3×16 4. Шаговый двигатель через муфту 5 соединяется со шпилькой М5×200 6, которая с противоположной стороны удерживается в правой опоре при помощи шарикового подшипника и шайбы 7. Вращение шагового двигателя передается шпильке и преобразуется посредством гайки 8 в поступательное движение каретки. Гайка 8 плотно фиксируется в углублении каретки, как показано в увеличенном масштабе на вставке II рис. 1. Каретка плавно перемещается по цилиндрическим направляющим 9 на линейных подшипниках 10, располагающихся в специальных выемках.
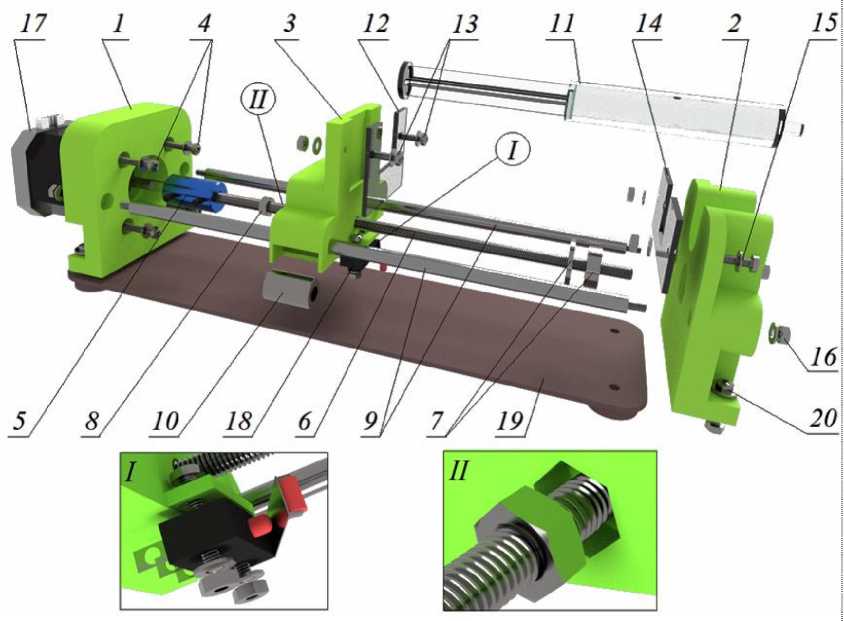
Рис. 1. Общая схема шприцевого насоса.
1 — левая опора; 2 — правая опора; 3 — каретка; 4 — болты М3×16 и шайбы; 5 — муфта; 6 — шпилька М5×200; 7 — подшипник шариковый и шайба; 8 — гайка М5; 9 — цилиндрические направляющие; 10 — подшипник линейный; 11 — шприц; 12, 14 — пластины для крепления шприца; 13, 15, 20 — болты М3×16, гайки и шайбы; 16 — гайки М3 и шайбы; 17 — шаговый двигатель; 18 — концевой выключатель; 19 — основа.
Вставки: I — крепление концевого выключателя к каретке, II — фиксация гайки 8 в каретке
Резьба, нарезанная на обоих концах направляющих, позволяет закрепить их в левой и правой опорах при помощи гаек 16. Для придания большей жесткости конструкции левая и правая опоры крепятся к основе 19 болтами 20. Ход каретки ограничивает концевой выключатель 18, установленный на ее нижней части, как изображено на вставке I. Жидкие компоненты подаются в мик-рофлюидный чип из стандартных одноразовых шприцев 11. Плунжер одноразового шприца крепится к каретке пластиной 12, которая прижимается болтами 13, а цилиндр шприца пластиной 14 и болтами 15 к правой опоре. Используемое крепление позволяет надежно зафиксировать шприцы различных объемов (в работе использовались шприцы объемом 1 и 5 мл). Похожий тип конструкции реализуется в ряде ранее представленных open-source проектах шприцевых насосов [14, 17, 21]. Полный список деталей, использованных для сборки механических частей насосов, приведен в Приложении, табл. П. Список составлен для системы, состоящей из трех шприцевых насосов.
Система управления шаговыми двигателями
Объемный расход жидких компонентов регулируется за счет изменения скорости перемещения каретки 3, которая в свою очередь задается вращением шагового двигателя 17. В работе использовались шаговые двигатели типа Nema, управление которыми осуществлялось посредством микроконтроллерной платформы Arduino Uno R3, скомпонованной с платой расширения CNC Shield версии 3.0. Используемые в работе шаговые двигатели совершают один полный оборот за 200 шагов, что соответствует угловому разрешению в 1.8°. Управляющие импульсы подавались на шаговые двигатели при помощи драйверов модели DRV8825, которые позволяют работать в режиме микрошага. Было выбрано дробление шага, равное 1/32, для установления которого на плате CNC Shield фиксировались необходимые перемычки. Программирование платы Arduino осуществлялось через свободно распространяемый программный продукт Arduino IDE, доступ к которому открыт на официальном сайте производителя [35]. Одновременное управление тремя шаговыми двигателями было реализовано при помощи библиотеки AccelStepper [36]. Загрузка кода (скетча) на плату осуществляется через USB-кабель, соединяемый с персональным компьютером. Для питания всей системы использовался блок питания мощностью 90 Вт (19 В, 4.74 А), подключаемый к плате через стандартный разъем 5.5×2.5 мм. Полный перечень электронных компонентов, использованных в данной работе, также приведен в Приложении, табл. П.
Конструкция микрофлюидных чипов
Микрофлюидные чипы для формирования капель одинарных (МФЧ 1 и 2) и двойных (МФЧ 3) эмульсий были сконструированы в двух геометриях, изображенных на рис. 2, а, б, которые могут быть легко преобразованы одна в другую.
На рис. 2, в, приведена схема участков формирования капель (узлов) с указанием основных размеров, численные значения которых представлены в табл. 1. Расположение данных участков отмечено пунктирными окружностями на рис. 2, а и б. МФЧ 3 имеет две зоны формирования капель: в первой (узел 1) происходит образование ядра композитной капли, во второй (узел 2) генерируется капля целиком.
В настоящей работе развивалась идея использования общедоступных компонентов для сборки МФЧ, предлагаемая ранее в ряде публикаций [32, 33]. При изготовлении чипов были использованы т-образные переходники, которые применялись в качестве корпуса МФЧ, и иглы с тупыми наконечниками, из которых строилась система микроканалов. В чипах использовались только металлические наконечники игл, которые предварительно извлекались из их пластиковой головки. Важным преимуществом конструкции данных систем является легкость компоновки составных частей, что позволяет при необходимости проводить их замену, а также разборку с целью очистки. Дополнительной обработки внутренних поверхностей наконечников игл с целью изменения их смачиваемости используемыми в работе жидкостями не производилось. Т-образные переходники были выполнены из полиэтилена и имели внутренний диаметр ( D 1 на рис. 2, в), равный 2.5 мм. Подача непрерывной фазы 1 осуществляется через вертикальный канал т-образного переходника 2 с объемным расходом Q m . С одной стороны горизонтального канала при помощи резинового фиксатора 3, который гарантирует герметичность узла, соосно каналу устанавливается игла 4, через которую осуществляется подача дисперсной фазы 5 с объемным расходом Qd . С противоположной стороны горизонтального канала также при помощи фиксатора 7 соосно первой игле устанавливается вторая игла 6. Игла 4 внедряется внутрь иглы 6 на расстояние h = 0.7 мм, которое устанавливалось под микроскопом.
Подача дисперсной и непрерывной фаз осуществляется при помощи шприцевых насосов, подключенных к МФЧ через силиконовые шланги с внутренним диаметром 2.0 мм. С целью варьирования размеров получаемых капель были использованы иглы с различными внутренними диаметрами. Для подачи дисперсной фазы была
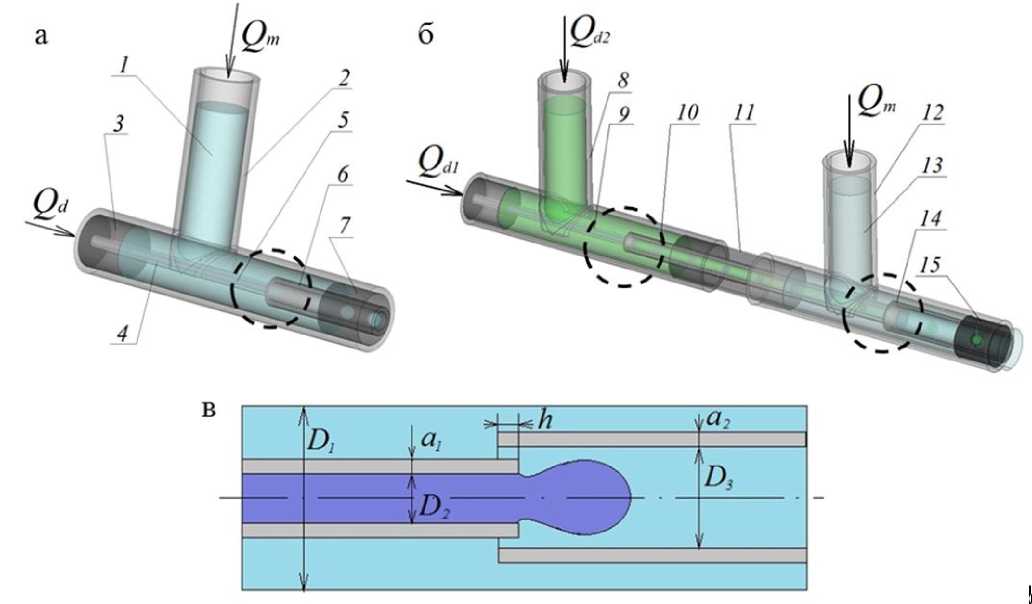
Рис. 2. Конструкция микрофлюидных чипов.
а — МФЧ для формирования капель одинарных эмульсий;
б — МФЧ для формирования капель двойных эмульсий;
в — схема участка генерации капель (узла) с указанием основных размеров (выделены пунктирными окружностями на а и б): D 1 — внутренний диаметр корпуса Т-образного переходника; D 2 , D 3 — внутренний диаметр меньшей и большей иглы участка генерации капель соответственно; a 1 , a 2 — толщина стенки меньшей и большей иглы; h — расстояние между концами игл;
Q d — объемный расход дисперсной фазы; Q d 1 , Q d 2 — объемные расходы первой и второй дисперсных фаз для случая двойных эмульсий; Q m — объемный расход матрицы;
1 — непрерывная фаза, 2 — вертикальный канал переходника, 3 — фиксатор, 4 — игла, 5 — дисперсная фаза, 6 — игла, 7 — фиксатор, 8 — Т-образный переходник, 9, 10 — иглы, 11 — фиксатор, 12 — вертикальный канал второго переходника, 13 — непрерывная фаза, 14 — игла, 15 — фиксатор
Табл. 1. Основные размеры области генерации капель микрофлюидных устройств, изображенной на рис. 2, в
МФЧ 3 представляет собой МФЧ 2, скомпонованный посредством фиксатора 11 со вторым Т-образным переходником 12. В фиксатор соосно горизонтальным каналам переходников 8 и 12 и на одном уровне с первой иглой 9 вставляется вторая игла 10. Через иглу 9 подается первая дисперсная фаза с объемным расходом Q d 1 , а вторая дисперсная фаза через вертикальный канал переходника 8 с объемным расходом Q d 2 . Через вертикальный канал второго Т-образного переходника подается третья жидкость 13, которая в данном случае будет являться непрерывной фазой ( Q m ). Образование композитных капель происходит на выходе из иглы 10, которая соосно введена внутрь третьей иглы 14 (узел 2). Игла 14 также фиксируется в переходнике 12 посредством резинового фиксатора 15. Для игл 9, 10 и 14 были выбраны калибры 27G, 20G и 16G соответственно.
ЖИДКИЕ ИНГРЕДИЕНТЫ, ИСПОЛЬЗУЕМЫЕ В РАБОТЕ
В работе с использованием разработанных МФЧ были получены одинарные типа вода-в-масле и двойные типа вода-в-масле-в-воде (В1-М-В 2 ) стабилизированные эмульсии. В случае одинарных эмульсий в качестве непрерывной фазы использовалось вазелиновое масло (ВМ, ООО "ЮжФарм"), в качестве дисперсной фазы — дистиллированная вода. Для стабилизации эмульсий в непрерывную фазу ВМ вводилось неионогенное поверхностно-активное вещество — сорбитанмо-ноолеат (Span 80, ГОСТ 32770-2014) в количестве 7 масс.%.
Двойная эмульсия В1-М-В2 представляет собой композитные капли, состоящие из масляной фазы, в которой диспергированы капли воды (первая водная фаза, В1), которые в свою очередь окружены непрерывной водной фазой, являющейся матрицей (вторая водная фаза, В2) (см. ниже Тестирование микрофлюидной установки, рис. 7, б–г). В качестве фазы В1 была выбрана дистиллированная вода, которая подкрашивалась небольшим количеством водорастворимого красителя для создания контраста при микроскопических исследованиях морфологии формируемой эмульсии. В качестве масляной фазы использовалось ВМ с добавлением 7 масс.% Span 80. Вторая водная фаза В2 представляла раствор поливинилового спирта (ПВС, ГОСТ 10779-88) в воде. Содержание ПВС в растворе составляло 7 масс.%. Для обозначения всех величин, относящихся к фазе В1, которая является первой дисперсной фазой в двойной эмульсии, будет использоваться индекс d1, для масляной фазы, являющейся второй дисперсной фазой, — индекс d2, для матрицы — индекс m (см. рис. 2).
Характеристики применяемых в работе жидкостей приведены в табл. 2. Значения поверхностного натяжения ( γ ), динамической вязкости ( η ) и плотности ( ρ ) для воды при температуре 25 °С взяты из литературы [37]. Поверхностные натяжения для растворов (ВМ + 7 масс.% Span 80) и (вода + + 7 масс.% ПВС), а также межфазные натяжения ( γ 12 ) в системах вода/(ВМ + 7 масс.% Span 80) и (вода + 7 масс.% ПВС)/(ВМ + 7 масс.% Span 80) были определены с использованием метода висящей капли на гониометре ЛК-1 (ООО "НПК Открытая Наука", Россия). Плотность растворов определялась пикнометрическим методом. Динамическая вязкость измерялась на приборе HAAKE Rheostress 1 (Thermo Scientific, США). Все величины измерялись при температуре 23.0 ±0.5 °C.
В табл. 2 также приведены значения плотности для чистого вазелинового масла, используемого в работе для осуществления процедуры градуировки шприцевых насосов.
Табл. 2. Характеристики используемых в работе жидкостей
|
Характеристики |
Вазелиновое масло |
Вода |
Вазелиновое масло + 7 масс.% Span80 |
Вода + 7 масс.% ПВС |
|
Вязкость дин. η , Па·с |
– |
0.891·10-3 |
0.084 |
0.145 |
|
Поверхн. натяж. γ , мН/м |
– |
71.97 |
28.91 |
54.53 |
|
Межфазное натяж. γ 12 , мН/м |
– |
3.84 |
4.07 |
|
|
Плотность ρ , кг/м3 |
846.0 |
997.1 |
852.5 |
1025.7 |
ТЕСТИРОВАНИЕ ШПРИЦЕВЫХ НАСОСОВ
Как было указано ранее, объемный расход жидких компонентов варьируется посредством изменения скорости вращения шаговых двигателей. На первом этапе работы проводились процедуры градуировки и последующей калибровки шприцевых насосов. Для этой цели частоты подачи управляющих импульсов на шаговые двигатели сопоставлялись с объемными расходами жидкости
( Q , мкл/мин). Для определения объемного расхода при неизменной скорости вращения двигателя в течение 15 мин с интервалом в 1 мин проводились отбор и последующее взвешивание жидкости, выдавленной из шприца. Градуировка осуществлялась с использованием шприца объемом 5 мл. Образцы жидкости взвешивались на электронных весах Adventurer AR2140 (Ohaus, США) с точностью 0.1 мг. Чтобы предотвратить потерю части
Табл. 3. Результаты тестирования шприцевых насосов
|
a , имп. /с |
Q t , мкл/мин |
Q , мкл/мин |
S , мкл/мин |
S Q , мкл/мин |
( δQ ) 1 , % |
( δQ ) 2 , % |
c v , % |
|
Шприц 5 мл |
|||||||
|
70 |
63.4 |
63.3 |
0.5 |
0.1 |
0.45 |
0.18 |
0.82 |
|
100 |
90.6 |
90.4 |
0.6 |
0.2 |
0.37 |
0.28 |
0.67 |
|
200 |
181.1 |
180.8 |
1.1 |
0.3 |
0.33 |
0.16 |
0.59 |
|
300 |
271.7 |
271.3 |
1.3 |
0.3 |
0.27 |
0.13 |
0.49 |
|
400 |
362.3 |
361.9 |
2.3 |
0.6 |
0.35 |
0.12 |
0.62 |
|
500 |
452.9 |
453.8 |
2.4 |
0.6 |
0.30 |
–0.22 |
0.54 |
|
600 |
543.4 |
542.4 |
2.6 |
0.7 |
0.26 |
0.19 |
0.47 |
|
700 |
634.0 |
634.8 |
3.1 |
0.8 |
0.27 |
–0.12 |
0.49 |
|
800 |
724.6 |
723.3 |
3.7 |
1.0 |
0.28 |
0.18 |
0.51 |
|
1000 |
905.7 |
905.2 |
3.3 |
0.6 |
0.13 |
0.06 |
0.36 |
|
1200 |
1086.9 |
1084.9 |
5.2 |
1.3 |
0.26 |
0.18 |
0.48 |
|
1500 |
1358.6 |
1361.1 |
8.1 |
2.1 |
0.33 |
–0.18 |
0.60 |
|
2000 |
1811.4 |
1815.0 |
7.7 |
2.0 |
0.24 |
–0.20 |
0.43 |
|
3000 |
2717.1 |
2721.3 |
10.8 |
2.8 |
0.22 |
–0.15 |
0.40 |
|
4000 |
3622.9 |
3628.5 |
18.4 |
4.7 |
0.28 |
–0.15 |
0.51 |
|
5000 |
4528.6 |
4525.5 |
16.3 |
4.2 |
0.20 |
0.07 |
0.36 |
|
6000 |
5434.3 |
5430.1 |
24.9 |
6.4 |
0.25 |
0.08 |
0.46 |
|
Шприц 1 мл |
|||||||
|
200 |
23.9 |
239.6 (24.0) |
1.7 |
0.6 |
0.57 |
0.69 |
|
|
300 |
35.8 |
359.0 (35.9) |
2.0 |
0.7 |
0.45 |
– |
0.54 |
|
400 |
47.7 |
477.3 (44.7) |
2.5 |
0.9 |
0.44 |
0.53 |
|
|
500 |
59.7 |
596.7 (59.7) |
3.1 |
1.1 |
0.43 |
0.52 |
|
Примечание . Для шприца 1 мл указаны объемные расходы за 10 мин, в скобках указаны — за 1 мин.
жидкости в результате ее испарения, для градуировки было выбрано вазелиновое масло. Найденный описанным образом массовый расход жидкости пересчитывался с использованием предварительно измеренного значения плотности ВМ (см. табл. 2) в объемный расход. Для экспериментальных данных, полученных в ходе тестирования шприцевых насосов, выполнялась стандартная процедура их статистической обработки (ГОСТ Р 8.736–201 1 ) с расчетом средних арифметических значений ( Q ), средних квадратических отклонений ( S ), средних квадратических отклонений средних арифметических ( S Q ), относительных отклонений ( δQ ) 1 (при количестве измерений n = 15, доверительной вероятност и p = 0.95) и коэффициентов вариации ( с v = S /Q ). Полученные результаты представлены в табл. 3.
Для шприца объемом 1 мл при выбранных частотах управляющих импульсов выдавливается очень малое для взвешивания количество жидкости (около 0.01 г), что приводит к появлению больших погрешнос т ей измерения, поэтому определение величины Q по описанной выше методике не осуществлялось. Для данного шприца отбор и дальнейшее взвешивание выдавленной жидкости проводили 8 раз с интервалом 10 мин. После этого рассчитывался объемный расход за 10 мин, и полученное значение делилось на 10 для определения Q за одну минуту. В табл. 3 приведены оба значения объемного расхода, при этом расход за минуту указан в скобках.
Дополнительно для обоих шприцов были найдены теоретические значения объемного расхода жидкостей Qt. Значение Qt рассчитывалось следующим способом. Первоначально вычислялась угловая скорость вращения используемых в работе шаговых двигателей, с учетом реализуемого дробления шага, равного 1/32, по формуле а [имп./с]- 360°
200 [ шаг. ] - 32
= 0.05625 - а [ град /с ] ,
где α — частота подачи управляющих импульсов на двигатель, задаваемая программно, что эквивалентно количеству шагов, совершаемых двигателем в секунду. Поскольку двигатель совершает один полный оборот за 200 шагов, в выражении появляется коэффициент 360/200.
Затем рассчитывалась линейная скорость X каретки. Учитывая, что шаг резьбы шпильки равен 0.8 мм, каретка, толкающая плунжер шприца, за счет поворота вала двигателя с угловой скоростью B , приобретает линейную скорость, равную
B [ град/с ] - 0.8 [ мм ]
X = L-----^-----^---
= 1.25 - 10 — 4 - а [ мм/с ] .
360 °
Окончательно для теоретического объемного расхода жидкости за одну минуту получаем выражение
Q t = 5 |^мм2 J - X [ мм/с ] - 60 =
= 7.5 -10 3 - 5 - а Гмм3/мин 1, где s — поперечная площадь цилиндра шприца, которая вычисляется как площадь круга:
5 =
п - d 2 г 2 п
4 1 мм J .
Внутренний диаметр d цилиндра шприца равен 4.5 и 12.4 мм для шприцов объемом 1 и 5 мл соответственно.
Отклонение средних значений объемного расхода от теоретических оценивалось при помощи величины относительной погрешности ( δQ ) 2 , которая может служить мерой систематической погрешности. Значения Q t и ( δQ ) 2 , найденные для всех используемых в работе скоростей подачи импульсов, приведены в табл. 3.
Как видно из этой табл. 3, использование в установке шприца объемом 5 мл позволяет варьировать объемный расход жидкости в довольно широком интервале примерно от 65 мкл/мин до 5.4 мл/мин. Величина случайной погрешности, оцениваемая коэффициентом вариации, для большинства скоростей не превышает 0.7%, в то время как отклонение средних значений объемного расхода от теоретических не превышает 0.3%, что не уступает характеристикам шприцевых насосов, которые были разработаны другими авторами, а также промышленно выпускаемых аналогов [14]. При необходимости объемный расход жидкости можно легко снизить либо увеличить, используя шприц меньшего или большего объема соответственно. Например, использование шприца объемом 1 мл, как показано в табл. 3, позволило уменьшить объемный расход до 24.0 мкл/мин, при этом коэффициенты вариации сохраняются на прежнем уровне.
ТЕСТИРОВАНИЕ МИКРОФЛЮИДНОЙ УСТАНОВКИ
Генерация одинарных эмульсий
Общая схема микрофлюидной установки, предназначенной для генерации одинарных эмульсий (рис. 3), состоит из двух шприцевых насосов, подключенных посредством силиконовых шлангов к микрофлюидному чипу с геометрией первого типа (МФЧ 1 и МФЧ 2). В данной части
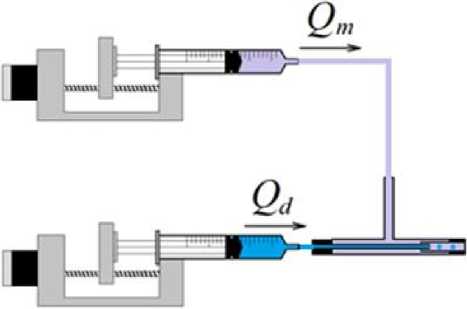
Рис. 3. Общая схема микрофлюидной установки для генерации одинарных эмульсий работы было исследовано влияние объемного расхода матрицы (Qm) и дисперсной фазы (Qd) на размер капель эмульсии, а также изучена стабильность получения капель путем оценки коэффициента вариации для их диаметров. С этой целью эмульсия собиралась в стеклянную емкость, после чего проводилось ее микроскопическое исследование с использованием оптического микроскопа МИР-2 (ЛОМО, Россия), соединенного с цифро- вой окулярной камерой Levenhuk модели C130, подключаемой через USB кабель к компьютеру, что позволяло выводить изображение непосредственно на экран монитора. Для каждого образца эмульсии анализировалось порядка 80 капель. Определение средних диаметров капель проводилось с использованием программы Fiji [38].
На рис. 4 представлены зависимости средних диаметров капель эмульсий от объемных расходов матрицы и дисперсной фазы для МФЧ 1 и 2 во всем исследуемом интервале объемных расходов. На данных диаграммах размер кружков соответствует диаметрам генерируемых капель. Для МФЧ 1 Q m варьировался в интервале от 63.3 мкл/мин до 5430.1 мкл/мин, Q d — от 63.3 мкл/мин до 361.9 мкл/мин. Для МФЧ 2 Qm варьировался от 180.8 мкл/мин до 1361.1 мкл/мин, Q d — от 24.0 мкл/мин до 180.8 мкл/мин. Как видно из приведенных диаграмм, с использованием разработанных микрофлюидных чипов удалось получать капли в широком диапазоне диаметров от 1200 до 156 мкм.
В качестве примера на рис. 5 представлены микрофотографии эмульсий, полученные при помощи микрофлюидных чипов 1 (б–г, и) и 2 (д–з) при различных отношениях объемных расходов q = Q m / Q d . Для МФЧ 1 q равна 2.0 (и), 3.0 (б), 50.3 (в) и 60.4 (г), для МФЧ 2 — 2.9 (д), 5.0 (ж, з) и 22.6 (е).
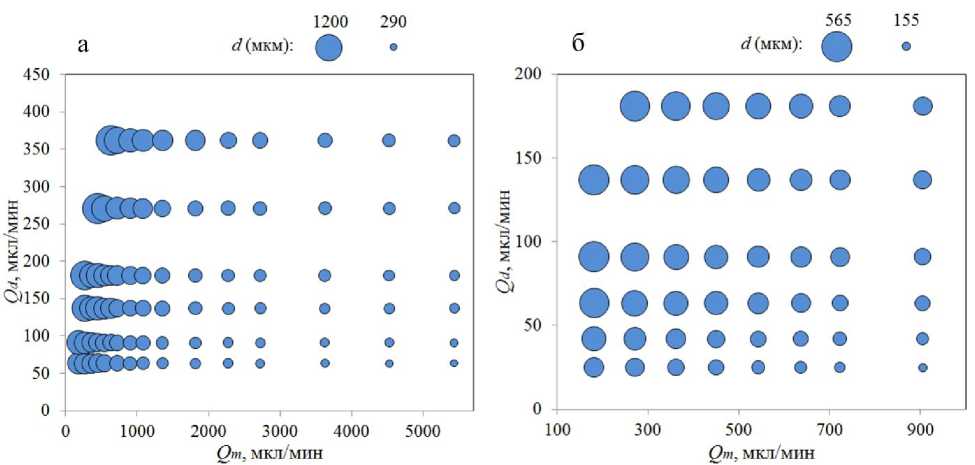
Рис. 4. Зависимость среднего диаметра капель воды d в эмульсиях вода / (ВМ + 7 масс.% Span) от объемного расхода дисперсной фазы Q d и фазы матрицы Q m для МФЧ 1 (а) и МФЧ 2 (б)
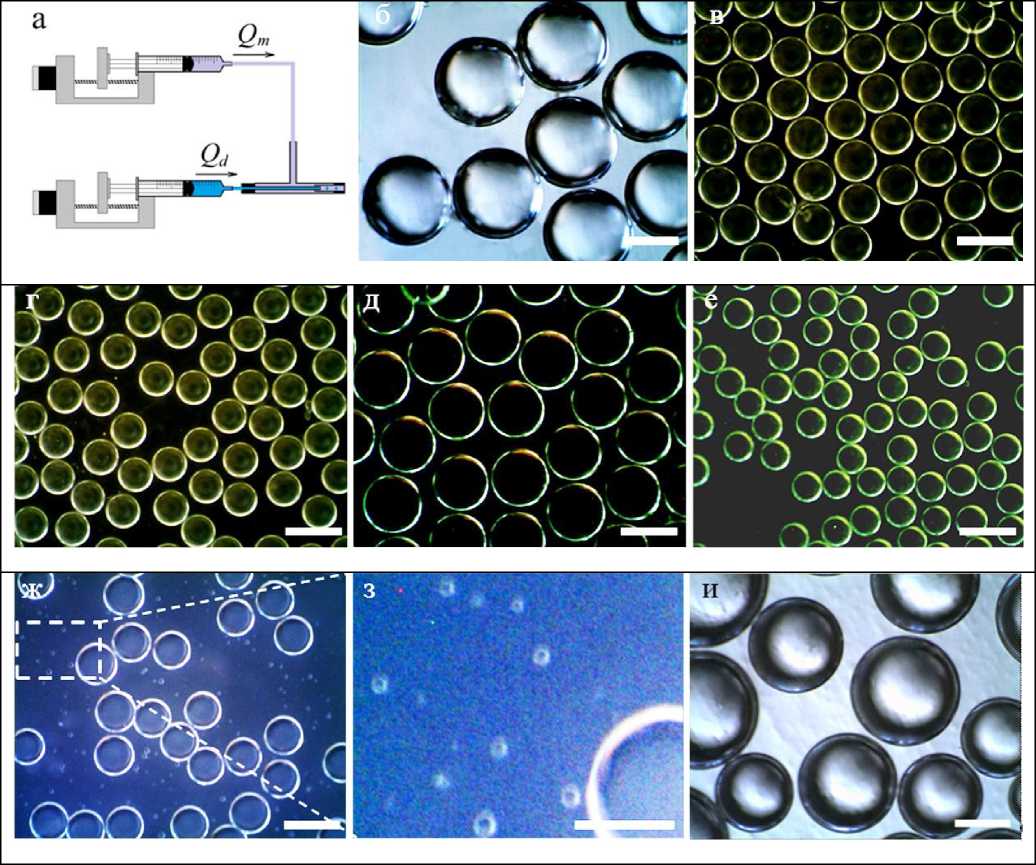
Рис. 5. Микрофотографии одинарных эмульсий, полученных с использованием МФЧ 1 и МФЧ 2 по схеме (а) при различных объемных расходах матрицы Q m и дисперсной фазы Q d . .
МФЧ 1: (б) — Q d = 90.4 мкл/мин, Q m = 271.3 мкл/мин; (в) — Q d = 90.4 мкл/мин, Q m = 4525.5 мкл/мин; (г) — Q d = = 90.4 мкл/мин, Qm = 5430.1 мкл/мин; (и) — Qd = 361.9 мкл/мин, Qm = 723.3 мкл/мин;
МФЧ 2: (д ) — Qd = 63.3 мкл/мин, Qm = 180.8 мкл/мин; (е) — Qd = 24.0 мкл/мин, Qm = 542.1 мкл/мин; (ж), (з) — Q d = 180.8 мкл/мин, Q m = 905.2 мкл/мин.
Масштабная линейка для (з) — 250 мкм, на остальных — 500 мкм
Степень дисперсности капель при этом может сильно варьироваться в зависимости от величины Q m и Q d . Для МФЧ 1 вплоть до значений Qd = 271.3 мкл/мин и во всем исследованном интервале Q m коэффициент вариации не превышает 1.9%, что, в частности, демонстрируют микрофотографии, приведенные на рис. 5, б–г. При Q d выше 271.3 мкл/мин происходит увеличение степени полидисперсности генерируемых капель, так, для Q d = 361.5 мкл/мин c v изменяется в интервале от 6.2% (для Q m = 905.2 мкл/мин) до 9.8% (для Q m = 1360 мкл/мин).
Иначе обстоит дело с МФЧ 2. При всех использующихся в работе значениях Qd и значениях Qm ниже 634.8 мкл/мин наблюдался процесс генерации однородных капель эмульсии, для которых cv был ниже 2.0% (см. рис. 5, д, е). Превышение Qm величины 634.8 мкл/мин приводит к появлению капель с малыми диаметрами в интервале 10– 40 мкм, как показано на рис. 5, ж, и в увеличенном масштабе на рис. 5, з. Полученные результаты могут быть объяснены сменой режимов формирования капель с капающего (dripping) на струйный (jetting) при превышении критических значений объемных расходов матрицы или дисперсной фазы. В качестве критериев, определяющих границы режимов, было предложено [39] для матрицы использовать капиллярное число Cam = ηm um / γ12 (ηm — вязкость матрицы, um — скорость матрицы), для дисперсной фазы — число Вебера Wed = ρdD2ud2 /γ12 (ρd — плотность дисперсной фазы, ud — скорость дисперсной фазы). При малых значениях Qm и Qd и, как следствие, малых Cam и Wed для обоих МФЧ наблюдается капающий режим, характеризующийся высокой степенью монодисперсности генерируемых капель. При увеличении Wed в условиях неизменности Cam происходит переход к режиму "уширяющейся струи" (widening jetting); в свою очередь увеличение Cam при неизменном Wed приводит к переходу в режим "сужающейся струи" (narrowing jetting). Генерация капель в струйном режиме осуществляется в результате возникновения неустойчивости Релея – Плато и обычно сопровождается увеличением степени полидисперсности капель эмульсии [40, 41]. Вероятно, именно сменой режимов можно объяснить рост коэффициентов вариации для обоих чипов при больших Qm и Qd, наблюдающихся в настоящей работе. В частности, для МФЧ 1 при Qd = 361.5 мкл/мин, при котором происходит рост неоднородности размеров генерируемых капель (рис. 5, и), число Вебера Wed равно 1.65. При этом, несмотря на то что Cam при максимальном объемном расходе матрицы Qm = 5430.1 мкл/мин достигает значения 2.0, влияния Qm на степень монодисперсности капель не было обнаружено, что, к примеру, можно увидеть из рис. 5, г. Для МФЧ 2 максимальное значение Wed при Qd = 180.8 мкл/мин составляет 0.41, и коэффициент вариации для генерируемых капель практически не изменяется в изученном интервале Qd. Достижение величины Qm = 453.8 мкл/мин, при которой Cam = 1.1, сопровождается появлением значительного количества капель-спутников, чьи диаметры составляют в среднем 10% от диаметров основных капель. На рис. 4 средние диаметры приведены без учета таких капель. Отметим, что разработанные микрофлюидные установки, использующие оба МФЧ, позволяют получать эмульсии в режиме стабильной генерации капель, не уступающие по степени однородности эмульсиям, генерируемым в работах других авторов [32, 33].
Анализ рис. 4 показывает, что увеличение Qm при неизменном Q d приводит к закономерному уменьшению среднего диаметра генерируемых капель, что объясняется увеличением капиллярного числа матрицы Ca m . Например, при Q d = = 63.3 мкл/мин для МФЧ 1 средний диаметр капель уменьшается с 880 мкм до 290 мкм при увеличении Qm от 180.8 до 5430.1 мкл/мин;
для МФЧ 2 — с 553 мкм до 280 мкм при увеличении Q m от 180.8 до 905.2 мкл/мин. Из данного примера также видно, что замена в МФЧ 1 второй иглы на иглу с меньшим внутренним диаметром, т.е. переход к МФЧ 2 также приводит к генерации капель с меньшими размерами, поскольку увеличиваются скорость матрицы u m и, как следствие, Ca m .
Генерация двойных эмульсий
Для генерации двойных эмульсий использовалась установка, состоящая из трех шприцевых насосов, соединенных посредством силиконовых шлангов с микрофлюидным устройством со вторым типом геометрии, МФЧ 3, которая схематично изображена на рис. 6. Как и в предыдущем случае, капли эмульсии собирались в стеклянную емкость, после чего проводилось их микроскопическое исследование. Морфология двойных эмульсий гораздо богаче по сравнению с морфологией одинарных. Для композитных капель появляется возможность варьировать большее количество их структурных параметров, включая диаметр композитной капли, толщину оболочки, диаметр внутренней фазы — ядра, а также количество ядер. Этими параметрами можно управлять при помощи изменения объемных расходов всех трех фаз. Некоторые примеры эмульсий, полученных с использованием данной установки, представлены на рис. 7, б–г. Как отмечалось выше, матрицей в данном случае являлась вода с добавлением 7 масс.% ПВС, оболочкой (второй дисперсной фазой, индекс d 2) — вазелиновое масло с 7 масс.% Span 80 и ядром (первой дисперсной фазой, индекс d 1) — вода. Значения объемных расходов Q , приводимые далее, указаны в мкл/мин. Как видно из представленных микрофотографий, при соотношении

Рис. 6. Схема микрофлюидной установки
МФЧ 3 для генерации двойных эмульсий
Qd1 / Qd2 / Qm = 90.4 / 90.4 / 1361.1 (рис. 7, б) происходит образование композитных капель с малой толщиной оболочки равной 20 мкм, при этом диаметр всей капли составляет 430 мкм. Увеличение объемного расхода второй дисперсной фазы в два раза (рис. 7, в), при неизменных Qd2 и Qm, приводит к генерации капель с большей толщиной оболочки, равной 70 мкм. Диаметр композитной капли в данном случае составляет 520 мкм. Диаметр ядра при этом практически не изменяется. Если дополнительно уменьшать объемный расход дисперсной фазы d1, как в случае, изображенном на рис. 7, г, то толщина оболочки также будет увеличиваться за счет уменьшения диаметра ядра. Толщина оболочки в данном случае равна 100 мкм, диаметр ядра — 330 мкм. Диаметр композитной капли практически не изменяется и составляет порядка 540 мкм. Приведенные микрофотографии двойных эмульсий демонстрируют довольно высокую степень однородности генерируемых капель. Коэффициент вариации для ядер композитных капель изменяется в интервале 1.5–3.4%, для диаметров всей композитной капли в интервале 1.5–3.2%.
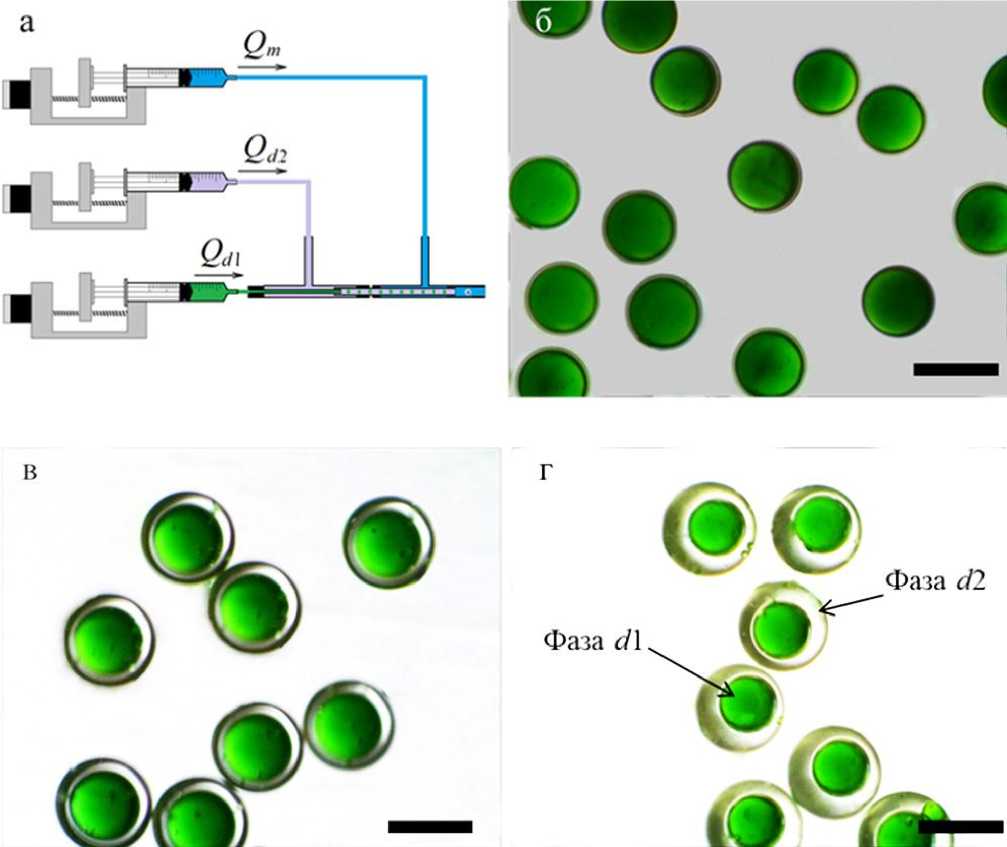
Рис. 7. Микрофотографии эмульсий, полученных с использованием установки МФЧ 3 (а) при различных соотношениях объемных расходов матрицы Q m и дисперсных фаз ядра Q d 1 и оболочки Q d 2 .
б — Q d 1 / Q d 2 / Q m = 90.4 / 90.4 / 1361.1; в — Q d 1 / Q d 2 / Q m = 90.4 / 180.8 / 1361.1; г — Q d 1 / Q d 2 / Q m = = 63.3 / 180.8 / 1361.1.
Значения объемных расходов указаны в мкл/мин. Масштабные линейки соответствуют 500 мкм
ЗАКЛЮЧЕНИЕ
В работе были спроектированы и собраны DIY-микрофлюидные установки для капельной микро-флюидики, включающие систему подачи жидких компонентов, выполненную на основе шприцевых насосов, и микрофлюидные чипы с различной геометрией. Разработка составных частей микро-флюидных установок осуществлялась с использованием широкодоступных компонентов и метода 3D-печати для создания некоторых деталей шприцевых насосов, что позволило создать очень недорогие установки для генерации эмульсий с различной морфологией. Производство одного шприцевого насоса с учетом стоимости полимеров, затраченных на печать, составляет около 2.5 тыс. руб., что совершенно несопоставимо с коммерческими аналогами, обладающими схожими характеристиками, чья стоимость может доходить до нескольких сотен тыс. руб. [14]. Цена полной системы, состоящей из трех насосов, системы управления, выполненной на базе микроконтроллерной платформы Arduino UNO и микрофлюид-ного чипа, составляет порядка 10 тыс. руб.
На примере получения одинарных и двойных эмульсий были продемонстрированы возможности разработанных микрофлюидных установок и показано, что они ничем не уступают ранее пред- ставленным проектам. Для микрофлюидных чипов, собранных для генерации одинарных эмульсий (МФЧ 1 и МФЧ 2), были определены границы объемных расходов матрицы Qm и дисперсной фазы Qd, в которых возможно получать монодис-персные капли. Для МФЧ 1 генерация капель с высокой степенью однородности (cv ≤ 1.9%) наблюдается вплоть до значений Qd = 271.3 мкл/мин и во всем исследованном интервале Qm (от 63.3 до 5430.1 мкл/мин). Для МФЧ 2 капли, имеющие cv ≤ 2.0%, были получены при всех использующихся в работе значениях Qd (от 24.0 до 180.8 мкл/мин) и Qm ниже 634.8 мкл/мин. Также высокая однородность наблюдалась при генерации двойных эмульсий типа вода-в-масле-в-воде, в данном случае коэффициент вариации для ядер композитных капель не превышал 3.4%, для всей капли — 3.2%.
Таким образом, на основе полученных результатов можно сделать вывод о принципиальной возможности разработки недорогих DIY-установок для капельной микрофлюидики, обладающих достаточными для большинства приложений характеристиками, не прибегая к использованию дорогостоящих коммерческих решений и трудоемких технологий прототипирования чипов.
ПРИЛОЖЕНИЕ
Табл. П. Составные части, используемые для сборки системы из трех шприцевых насосов
|
Позиция на рис. 1 |
Составные части |
Количество |
|
Механические компоненты |
||
|
1 |
Левая опора |
3 |
|
2 |
Правая опора |
3 |
|
3 |
Каретка |
3 |
|
4, 13, 15, 20 |
Болт М3×16 |
36 |
|
4, 13, 15, 16, 20 |
Шайба М3 |
60 |
|
13, 15, 16, 20 |
Гайка М3 |
36 |
|
5 |
Муфта |
3 |
|
6 |
Шпилька М5×200 |
3 |
|
7 |
Подшипник шариковый 625ZZ |
3 |
|
7 |
Шайба М12 |
3 |
|
8 |
Гайка М5 |
3 |
|
9 |
Направляющие |
6 |
|
10 |
Линейный подшипник |
6 |
|
11 |
Шприц |
3 |
|
12, 14 |
Пластина |
6 |
|
19 |
Основа |
3 |
Табл. П. Окончание
|
Позиция на рис. 1 |
Составные части |
Количество |
|
Электронные компоненты |
||
|
– |
Arduino Uno R3 |
1 |
|
17 |
Шаговый двигатель Nema |
3 |
|
18 |
Концевой выключатель |
3 |
|
– |
Шильд CNC для Arduino Uno |
1 |
|
– |
Драйвер шагового двигателя DRV8825 |
3 |
|
— |
Перемычка 2.54 мм |
9 |
|
– |
Источник питания |
1 |
Список литературы РАЗРАБОТКА DIY-УСТАНОВКИ ДЛЯ КАПЕЛЬНОЙ МИКРОФЛЮИДИКИ
- Berlanda S.F., Breitfeld M., Dietsche C.L., Dittrich P.S. Recent advances in microfluidic technology for bioanalysis and diagnostics // Anal. Chem. 2021. Vol. 93, no. 1. P. 311−331. DOI: 10.1021/acs.analchem.0c04366
- 2. Microfluidics: fundamentals, devices and applications /Eds.: Song Y., Cheng D., Zhao L. Weinheim: WileyVCH, 2018. 544 p.
- 3. Whitesides G.M. The origins and the future of microfluidics // Nature. 2006. Vol. 442, no. 7101. P. 368–373. DOI: 10.1038/nature05058
- 4. Iakovlev A.P., Erofeev A.S., Gorelkin P.V. Novel pumping methods for microfluidic devices: acomprehensive review // Biosensors. 2022. Vol. 12, no. 11. Id. 956. DOI: 10.3390/bios12110956
- 5. Mavrogiannis N., Ibo M., Fu X., Crivellari F., Gagnon Z. Microfluidics made easy: a robust low-cost constant pressure flow controller for engineers and cell biologists // Biomicrofluidics. 2016. Vol. 10. Id. 034107. DOI: 10.1063/1.4950753
- 6. Shang L., Cheng Y., Zhao Y. Emerging Droplet Microfluidics // Chem. Rev. 2017. Vol. 117. P. 7964−8040. DOI: 10.1021/acs.chemrev.6b00848
- 7. Кухтевич И.В., Посмитная Я.С.,Белоусов К.И., Букатин А.С., Евстрапов А.А. Принципы, технологии и устройства “капельной” микрофлюидики. Ч. 1. // Научное приборостроение. 2015. Т. 25, № 3. С. 65–85. URL: http://iairas.ru/mag/2015/full3/Art7.pdf
- 8. Matula K., Rivello F., Huck W.T.S. Single-cell analysis using droplet microfluidics // Adv. Biosys. 2020. Vol. 4, iss. 1. Id. 1900188. DOI: 10.1002/adbi.201900188
- 9. Clausell-Tormos J., Lieber D., Baret J.-C., et al. Dropletbased microfluidic platforms for the encapsulation and screening of mammalian cells and multicellular organisms // Chem. Biol. 2008. Vol. 15, iss. 5. P. 427–437. DOI: 10.1016/j.chembiol.2008.04.004
- 10. Wang J., Li Y., Wang X., et al. Droplet microfluidics for the production of microparticles and nanoparticles // Micromachines. 2017. Vol. 8, no. 1. Id. 22. DOI: 10.3390/mi8010022
- 11. Kim J. H., Jeon T.Y., Choi T.M., Shim T.S., Kim S., Yang S. Droplet microfluidics for producing functional microparticles // Langmuir. 2014. Vol. 30, no. 6. P. 1473–1488. DOI: 10.1021/la403220p
- 12. Han X.,Zhang Y., Tian J., Wu T., Li Z., Xing F., Fu S. Polymer‐based microfluidic devices: a comprehensive review // Polym. Eng. Sci. 2022. Vol. 62, iss. 1. P. 3–24. DOI: 10.1002/pen.25831
- 13. Faustino V., Catarino S.O., Lima R., Minas G. Biomedical microfluidic devices by using low-cost fabrication techniques: A review // J. Biomech. 2016. Vol. 49, no. 11. P. 2280–2292. DOI: 10.1016/j.jbiomech.2015.11.031
- 14. Wijnen B., Hunt E.J., Anzalone G.C., Pearce J.M. Opensource syringe pump library // PLoS One. 2014. Vol. 9, iss. 9. Id. E107216. DOI: 10.1371/journal.pone.0107216
- 15. Damoah I.S., Botchie D. Do-It-Yourself (DIY) laboratories and science, technology, and innovation (STI): trends, implications and future research // Technol. Anal. Strateg. Manag. 2021. Vol. 33, iss. 10. P. 1267–1280. DOI: 10.1080/09537325.2021.1942826
- 16. Ravindran S. How DIY technologies are democratizing science // Nature. 2020. Vol. 587, no. 7834. P. 509–511. DOI: 10.1038/d41586-020-03193-5
- 17. Booeshaghi A.S., Beltrame E.V., Bannon D., Gehring J., Pachter L. Principles of open source bioinstrumentation applied to the poseidon syringe pump system // Sci. Rep. 2019. Vol. 9. Id. 12385. DOI: 10.1038/s41598-019-48815-9
- 18. Lake J.R., Heyde K.C., Ruder W.C. Low-cost feedbackcontrolled syringe pressure pumps for microfluidics applications // PLoS One. 2017. Vol. 12, iss. 4. Id. E175089. DOI: 10.1371/journal.pone.0175089
- 19. Garcia V.E., Liu J., DeRisi J.L. Low-cost touchscreen driven programmable dual syringe pump for life science applications // HardwareX. 2018. Vol. 4. Id. E00027. DOI: 10.1016/j.ohx.2018.e00027
- 20. Sadegh-cheri M. Using the recycled parts of a computer DVD drive for fabrication of a low-cost Arduino-based syringe pump // J. Chem. Educ. 2022.Vol. 99, iss. 2. P. 521–525. DOI: 10.1021/acs.jchemed.1c00260
- 21. Samokhin A.S. Syringe pump created using 3D printing technology and Arduino platform // J. Anal. Chem. 2020. Vol. 75, no. 3. P. 416–421. DOI: 10.1134/S1061934820030156
- 22. Behrens M.R., Fuller H.C., Swist E.R., Wu J., Islam Md.M., Long Z., Ruder W.C., Steward R. Opensource, 3D-printed peristaltic pumps for small volume point-of-care liquid handling // Sci. Rep. 2020. Vol. 10. Id. 1543. DOI: 10.1038/s41598-020-58246-6
- 23. Ching T., Vasudevan J., Tan H. Y., Lim C.T., Fernandez J., Toh Y., Hashimoto M. Highly-customizable 3Dprinted peristaltic pump kit // HardwareX. 2021. Vol. 10. Id. E00202. DOI: 10.1016/j.ohx.2021.e00202
- 24. Gao R.Z., Hebert M., Huissoon J., Ren C.L. µPump: an open-source pressure pump for precision fluid handling in microfluidics // HardwareX. 2020. Vol. 7. Id. E00096. DOI: 10.1016/j.ohx.2020.e00096
- 25. Challa P.K., Kartanas T., Charmet J., Knowles T.P.J. Microfluidic devices fabricated using fast wafer-scale LEDlithography patterning // Biomicrofluidics. 2017. Vol. 11, iss. 1. Id. 014113. DOI: 10.1063/1.4976690
- 26. Rizqika R., Whulanza Y., Charmet J., Kiswanto G., Soemardi T. P. Characterization of homemade UV-LED photolithography to realize high aspect ratio channels // AIP Conf. Proc. 2020. Vol. 2227, iss. 1. Id. 020010. DOI: 10.1063/5.0000873
- 27. Rajan D.K., Lekkala J. A maskless exposure device for rapid photolithographic prototyping of sensor and microstructure layouts // Procedia Eng. 2010. Vol. 5. P. 331–334. DOI: 10.1016/j.proeng.2010.09.115
- 28. Ghosh R., Gopalakrishnan S., Savitha R., Renganathan T., Pushpavanam S. Fabrication of laser printed microfluidic paper-based analytical devices (LP-µPADs) for point-ofcare applications // Sci. Rep. 2019. Vol. 9. Id. 7896. DOI: 10.1038/s41598-019-44455-1
- 29. Nishat S., Jafry A.T., Martinez A.W., Awan F.R. Paperbased microfluidics: simplified fabrication and assay methods // Sens. Actuators B: Chem. 2021. Vol. 336. Id. 129681. DOI: 10.1016/j.snb.2021.129681
- 30. Singhal H.R., Prabhu A., Nandagopal G.M.S., Dheivasigamani T., Mani N.K. One-dollar microfluidic paperbased analytical devices: Do-It-Yourself approaches // Microchem. J. 2021. Vol. 165. Id. 106126. DOI: 10.1016/j.microc.2021.106126
- 31. Bhattacharjee N., Urrios A., Kanga S., Folch A. The upcoming 3D-printing revolution in microfluidics // Lab. Chip. 2016. Vol. 16, iss. 10. P. 1720–1742. DOI: 10.1039/c6lc00163g
- 32. Li T., Zhao L., Liu W., Xua J., Wang J. Simple and reusable off-the-shelf microfluidic devices for the versatile generation of droplets // Lab. Chip. 2016. Vol. 16, iss. 24. P. 4718–4724. DOI: 10.1039/c6lc00967k
- 33. Sun L., Li T., Zhang B., Zhang M., Xu J., Wang J. An offthe-shelf microfluidic device for the controllable fabrication of multiple-holed hollow particles and their cell culture applications // Mater. Chem. Front. 2021. Vol. 5, iss. 7. P. 3149–3158. DOI: 10.1039/d0qm01014f
- 34. FreeCAD, Your own 3D parametric modeler. URL: https://www.freecadweb.org (дата обращения: 15.05.2023).
- 35. Software: Arduino. URL: https://www.arduino.cc/en/software (дата обращения: 15.05.2023).
- 36. AccelStepper library for Arduino. [Электронный ресурс] URL: https://www.airspayce.com/mikem/arduino/AccelStepper/index.html (дата обращения: 15.05.2023).
- 37. Dincer I., Zamfirescu C. Drying phenomena: theory and applications. Chichester: Wiley, 2016. 512 p.
- 38. Schindelin J., Arganda-Carreras I., Frise E., Kaynig V., Longair M., Pietzsch T., Cardona A. Fiji: an open-source platform for biological-image analysis // Nat. Methods. 2012. Vol. 9, no. 7. P. 676–682. DOI: 10.1038/nmeth.2019
- 39. Utada A.S., Fernandez-Nieves A., Stone H.A., Weitz D.A. Dripping to jetting transitions in coflowingliquid streams // Phys. Rev. Lett. 2007. Vol. 99, iss. 9. Id. 094502. DOI: 10.1103/PhysRevLett.99.094502
- 40. Chen Y., Wu L., Zhang C. Emulsion droplet formation in coflowing liquid streams // Phys. Rev. E. 2013. Vol. 87, iss. 1. Id. 013002. DOI: 10.1103/PhysRevE.87.013002
- 41. Wang Y., Huang Y., Li H., Zhang L. A convenient plugand-play coaxial microfluidic device and quantitative prediction of monodisperse droplets generation // J. Micromech. Microeng. 2020. Vol. 30, no. 6. Id. 065009. DOI: 10.1088/1361-6439/ab87ee
