Разработка фрагментов базы данных САПР ТП «Темп-2»

Автор: Кобелев С.А., Баранников А.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.13, 2011 года.
Бесплатный доступ
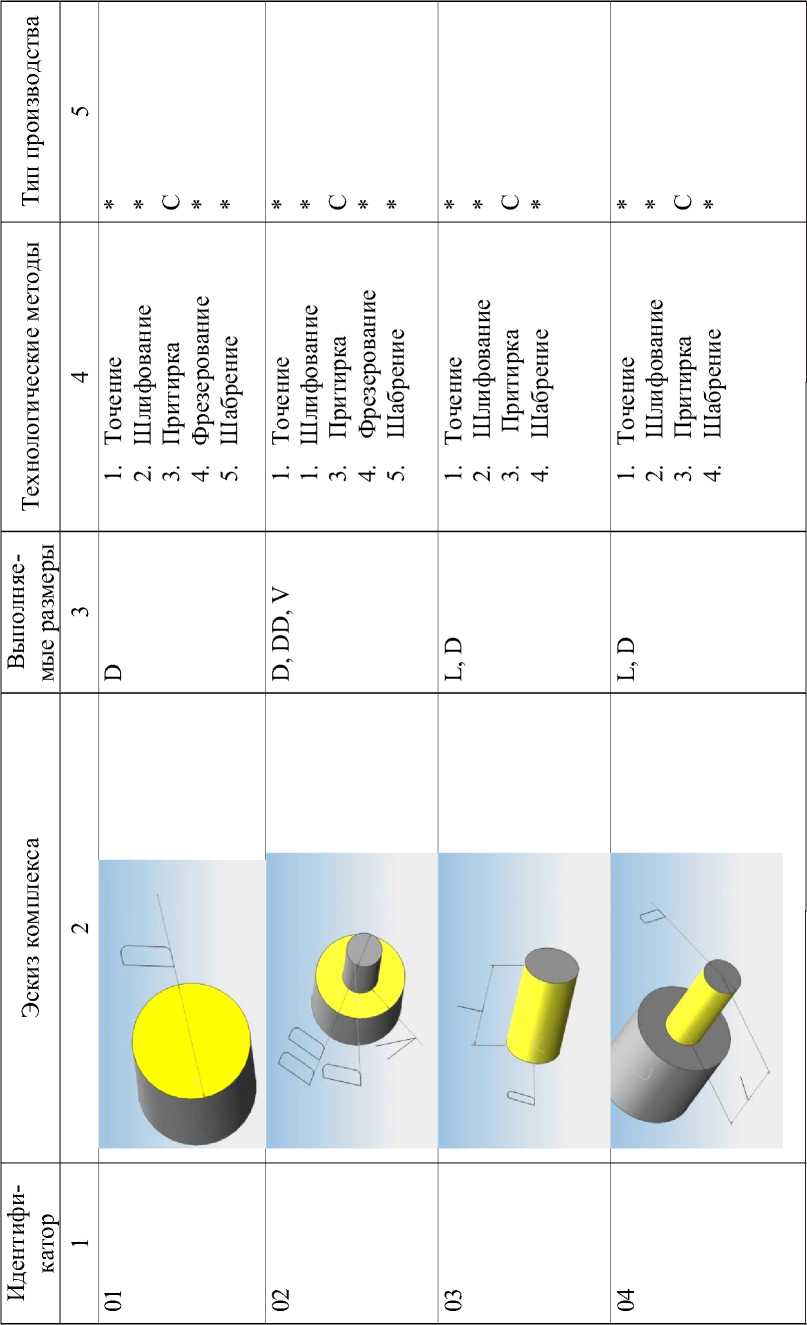
В данной статье представлены результаты технологического классификатора поверхностей и элементов, на которые можно расчленить изготавливаемую деталь. В первой половине классификатора представлены наружные поверхности, а во второй - внутренние. Комплексы поверхностей, такие как резьбовые, зубчатые и шлицевые представлены в нескольких модификациях для отображения разного профиля зубьев или выступов.
Классификатор поверхностей и элементов, базы данных, сапр
Короткий адрес: https://sciup.org/148200141
IDR: 148200141 | УДК: 621.058.013.8
Development of fragments of database CAE TP «Temp-2»
In given clause results of the technological qualifier of surfaces and elements on which it is possible to dismember a made detail are presented. In first half of qualifier, and external surfaces are presented to the second ! internal. Complexes of surfaces, such as carving, gear and stopped are presented in several updatings for display of a different structure asterisks or ledges.
Текст научной статьи Разработка фрагментов базы данных САПР ТП «Темп-2»
Автоматизированное проектирование ТП осуществляют на основе использования конструктивно-технологических моделей изделий [1].
При анализе чертежа или трёхмерной модели изделия технолог расчленяет пространственный образ на объёмные элементы и поверхности. «Мысленное» расчленение детали на более простые составные части производят до тех пор, пока не будут получены элементы, дальнейшее членение которых не требуется для задач технологического проектирования. Традиционно используемые в производственной практике чертежи малопригодны в САПР ТП. Их можно рассматривать как конструктивно-технологические модели, предназначенные для восприятия и работы с ними человека-оператора. Модели в САПР ТП представляют на следующих уровнях:
-
- модель - заготовку или деталь представляют как целостную систему (физический объект);
-
- элемент – может быть выделен, определен и рассмотрен каждый из образующих модель элементов: для детали это совокупность поверхностей;
-
- поверхность – может быть определена любая из поверхностей, входящая в состав детали;
-
- точка – могут быть определены координаты искомой точки любой из поверхностей детали.
Размерные характеристики и технические требования на изготовление любого элемента и детали в целом представляют собой конструктивно-технологические характеристики модели.
В САПР ТП «Темп-2» применимо плоское (2D) и объёмное (3D) моделирование изделий. Основной недостаток (2D) моделирования – невозможность задания сплайнов или неаналитических кривых. Необходимость работы с криво-
Кобелев Станислав Александрович, кандидат технических наук, доцент кафедры «Самолётостроение».
Тел. (8422) 20-96-96.
Баранников Александр Александрович, студент.
линейными поверхностями привела к возникновению плазово-шаблонного метода подготовки производства, где основой является плаз или мастер-модель, например, детали, изготавливаемая из имеющих минимальные тепловые деформации и значительную износостойкость материалов.
Сущность объёмного моделирования базируется на использовании объёмной мастер- модели. Различают поверхностное и твердотельное объёмное моделирование. При поверхностном моделировании изделие представляют как семейство ограничивающих его поверхностей. Основными операциями являются продление, обрезка и соединение поверхностей. При твердотельном моделировании изделие представляют как совокупность элементарных тел, таких как параллелепипед, цилиндр, пирамида и т. д. Основные операции – булевы: объединение, пересечение и вычитание.
В САПР ТП «Темп-2» моделирование изделий осуществляется в графической системе UG NX-4, в которой можно работать как с телами, так и с отдельными поверхностями, используя булевы операции и «поверхностные» операции продление, соединение и обрезка.
Авторами предпринята попытка разработки классификатора поверхностей и элементов, на которые можно расчленить деталь, для которой разрабатывается технологический процесс в САПР ТП «Темп-2» на основе [2, 3]. Классификатор представлен в форме таблицы 1.
Разрабатываемый вариант САПР ТП механической обработки рассчитан в первую очередь на детали класса «тела вращения», конфигурацию которых образуют наружные и внутренние цилиндрические, конические и резьбовые поверхности, плоские поверхности: а именно торцевые и параллельные оси детали, щлицевые, зубчатые поверхности, шпоночные канавки, внеосевые отверстия.
Таблица 1
|
UH |
* * и * * |
-X- -X- |
-X- -X- -X- о |
-X- -X- |
|
о И _ О се 5 S к м g ^ к У о ^ а с а е ^н м" гп V vi |
о Н я ^ cxj |
у К К 5 и и и св св S м в -е< о № у В О о £ а в к ^н Cxi го ^г |
о н я ^-1 cxi |
|
|
СП |
Q Л |
i Q ^ |
> Л л л |
|3ч Q |
|
ci |
||||
|
1—1 |
Ш О |
ЧС о |
о |
ОО о |
|
I/O |
* * о |
О * * |
-X- -X- -X- |
•X- -X- |
|
о К 2 св о § И к 8 с^ К у § о S н у ч К н я К ^н С | СО |
о о о К S К И щ И М щ М К О О Н S со о 9 о ad Сц к Я 6 ^Н ГЧ СО |
К о о и ш ш S й л И И св § Л щ ^ н ^?а к ^Н ГЧ СО |
Q и £9 я о |
|
|
СО |
Л Р-? Q ^ . О О ^ |
^ 6 6 Q > Q Л |
> N JS ^ . m н Q N N |
pi Л Q Q Q |
|
ci |
20 " г - |
\^^^^^ |
||
|
1—1 |
О' о |
О |
СЧ |
|
-X- -X- -X- |
-X- -X- |
* * |
* * |
|
|
5 св Св ™ м и 2 о л &^ g со к С 2.3 Д 0 Я к Я СЧ СП |
о св н д ^-1 oi |
о св н д ^-1 oi |
5 св 2 § со к ©я ^н‘ oi |
|
|
СП |
д |
><5 д m |
> р4 U-? Д д |
> U 6 т |
|
ci |
* |
|||
|
1—1 |
сп |
тф |
<о |
|
I/O |
-X- -X- |
-X- |
-X- -X- -X- |
-X- -X- -X- |
|
£3 ^н' Д |
о св М Й св К |
ш В о i ™ § И щ Я 2 2 2 ^ ^ 3 © у ^Н Н СО |
ш В о i ™ § И щ я £33 © у ^Н Н СО |
|
|
СО |
> д <5 Q |
^ Q |
> д д |
д |
|
ci |
У и |
7 |
||
|
1—1 |
ОО |
О' |
о сч |
|
* -X- -X- -X- |
* -X- -X- -X- |
* -X- -X- -X- |
-X- -X- -X- |
|
|
ш V Щ й § S й м и и m о о д О ^ to Св со s св у ©3^ Я c i СП ЧГ |
Ш 5 ° । § § | У со К св О ям я о 0 Д Н Я гц сп тв" |
о И _ Св и О П S « к 5 Щ ^ д § 5 § - В. еЗЗЗс Я г4 сп ^г |
о св S м и о Св Я о И о а о К щ 'ф У о а Я у н еяЗ ^н с4 m |
|
|
со |
2 х х Cl ri ri 2 х > Я X X |
X я Q Q Q |
Я <5 д' m |
Pi д |
|
гц |
||||
|
—* |
гц |
сч сч |
ГЦ |
|
-X- -X- -X- |
-X- -X- |
-X- -X- |
-X- -X- -X- |
|
|
В В о 1 S о g 3 со S св я м Я е ^ Я сч со |
о св О м Щ Г©< £В Я oi |
о & з о У Л о е н Я oi |
в в ° i з § О g 3 & ^Ю со S св е ^ Я сч со |
|
|
СП |
Я О я |
я д' |
Я Д |
Я я" я д |
|
ci |
V У |
1 |
■ Ж -J |
|
|
1—1 |
ю СЧ |
сч |
ОО CN |
о сч |
|
I/O |
* * о |
-X- -X- -X- |
* * о |
■X- -X- -X- |
|
о й се qq М g О л £Эс ^н СО СО |
g О м Ш М и ° ^ В сз Оч м У е ^ ^Н c i СО |
о й се pq М ЙОД £Эс ^Н СЧ СО |
g О м Щ о п й ° (у^ К сЗ Оч м У е ^ Я Д m |
|
|
СО |
Я д |
Я ф m |
> д д |
> д У Д' |
|
ci |
7 |
7 |
||
|
1—1 |
о |
m |
|
-X- -X- -X- |
-X- -X- |
-X- -X- -X- |
о 5 * * * о у |
|
|
22 о В § о 5 и s м m К О о £ р) S й У м У е ^ - r i г<; |
о св В -6г =23 У oi |
в в ° 5 и к м m К О о ю рр S й л м У е ^ ^н r i m |
В к о ё 5 ™ щ g о § § 5 И S со S g У м У о У е а у — N r^, -Г 1Г |
|
|
СО |
У > У У у |
У 6 6 У д |
m 2 2 2 of Г^ ci rj У ь У « у у у у |
N с/Г ^ У >< ^2 У У |
|
ri |
) |
|||
|
1—1 |
m |
m |
о |
|
uo |
* * * |
* * * * |
и * |
-X- -X- -X- |
|
чГ |
о К S св Щ о О и Л К О О Щ г@< Кон О у П в н В ^н 04 СО |
о и ° 3 И S V Щ м к Я Й 2 И Я « » У ™ 2 О св И М Н к ия ^н я я я |
св И с В ^Я Я |
св И о § § § е В В ^Н 04 со |
|
СО |
>< Pi К N Q > |
Q |
<5 Q Q > Q Л |
> <5 03 |
|
ci |
1 |
я |
||
|
1—1 |
о ю |
Со |
1Л |
|
in |
-X- -X- -X- |
-X- -X- |
-X- -X- -X- о |
|
|
чГ |
5 о о 5 к к S и и & и м св л ° ■sis ^5 а ^Н с4 СО |
о £3 ^н' oi |
ООО S К К щ К И 3 св св Й О И й О о К к ^ U ^ S 8 S н я е к ^Н c i СП ЧГ |
о в-> о S К К щ К И Св св И О О у К S § 8 S н я е к ГН м СП 'в' |
|
СО |
> N лз> л N N - m н Д N N |
сУ Л д' д д > |
СС? „ ^-Рч СП -н^Е £а к Л сУ Е |
> PL? Л л |
|
ri |
^^^^^ |
> |
||
|
1—1 |
in in |
чо ю |
in |
ОО in |
|
UH |
* -X- |
* -X- |
«- -X- -X- -X- -X- |
X- -X- -X- -X- |
|
о к И св М О о к -© О 3 Н Д |
о S И О cd s m щ О 5 -е^ 5а Д |
о и 5 У s В н о щ § S 5 m 5 id о н О ю О д Рч со С — c i m тг T i |
о s 1 i s ™ I к м и 8 5 й 5 U Я Сн w Я сч со ^г |
|
|
СП |
Я fe Q |
Я Q Q Q |
>< ©Г д Д N o' > |
>< Д' д Д N o' Д |
|
ci |
V |
|||
|
1—1 |
о\ ю |
о о |
2 |
3 |
|
I/O |
* * * * |
* * * |
* * * |
-X- -X- -X- |
|
о о S 2 к 5 2 у 5 м 8 S 5 щ й О Д s g к У t^ со Щ U Д Рч м ^н сч со ^г |
о св S о св rv о М к о R и Ф У о К дуй еба ^Н СЧ СО |
со Ы £ = S И О § 2 s <о -в< к д s 2 со у о М О Сц д Н ^н Н СО |
со о щ и О § 2 s to ^ и д 5 2 со У о М О Д Д Н ^Н с4 СО |
|
|
СО |
> Д д д |
Pi д |
> f CZ) ^Pi di |
> f CZ) ^Pi п§ |
|
ci |
7 |
• е 1 |
• е 1 |
|
|
1—1 |
ио О |
о о |
ЧО |
ОО ко |
|
-X- -X- |
-X- -X- |
■X- -X- -X- |
||
|
Н |
S И о со s о Й & ” S И о § О й ю ^ ® л й о со И К оно й д н ^н сч со |
о й О о н я ^н' oi |
о й н я ^н' oi |
о й Й о ° О х о § S 5 5° ^ ^ СП |
|
СП |
> к ^^ 4 s Д ей |
J дГ Q |
<5 д' д д |
Сй ^ О д > |
|
ci |
* е I L^eJ |
|||
|
1—1 |
о 40 |
о |
|
* * |
-X- -X- -X- |
-X- -X- -X- |
-X- -X- -X- |
|
|
о к И св М О о щ у о д н е ^-1 ci |
св Св О й S 2 щ 2" -6-со S ^^ еЗд ^ ^ m |
св Св V И pq К 2 щ 2" ° £3^ ^ ^ m |
св Св V И pq К 2 щ 2" -©о О со S £3^ ^ ^ m |
|
|
СП |
Pi Q |
Pi U ^ d и > |
U N ti >“ <5 >< и > |
Pi U N ti >“ <5 >< и > |
|
ci |
Is |
|||
|
1—1 |
си |
г^ |
ЧО |
|
UH |
* * * |
* * * |
-х- -х- -х- |
-х- -х- -х- |
|
|
га |
о К у щ й Й й у и к о m й га о Й CD 4Э"1 П. е 3 3 ^Н СЧ СП |
о Й й у и к о m У га ° 5 CD 4Ес р . еВВ ^н с4 СП |
й S о и s о m в га о 5 CD rS4 р . еВВ ^Н ГЧ СП |
& ” S И о § у й Л й у со й Я О м о га га га ^н сч со |
|
|
> Л N Л Л га Х~ |
СО . га m Р-^ cj N га ^- >“ Л сУ X |
СО . га m Рч_ cj N га ^- X Л сУ X |
QQ сУ t га Q |
||
|
СП |
|||||
|
ci |
Г е I 'е.е J |
||||
|
1—1 |
г2 |
О ОО |
|||
|
-X- -X- -X- |
я- -X- |
я- -X- |
-X- -X- -X- |
|
|
о к н я к ^н сч со |
о У § н я ^‘ сЧ |
о У § н я ^н' oi |
cd к о м й ы о m й Л о § О -&1 rv е S3 ^Н ГЧ СО |
|
|
СО |
Д Q 6 О О Д ^ |
> Д m |
О д д д m |
3, >^ ей m ей |
|
ci |
■ С |
|||
|
1—1 |
ОО |
3 |
ин ОО |
о ОО |
D -диаметр; L- длина; B- ширина; H- высота; G - глубина; S - толщина; R - радиус; F -угол; P - размер; K - количество; V, X, Y, Z - выдерживаемый размер; Gb- габаритный размер; FPR, FPV - форма профиля, поверхности; Kon - конусность; RM - метрическая резьба; RT - трубная резьба; RD -дюймовая резьба; RS - шаг резьбы; RN - направление резьбы; RK - количество заходов резьбы; ZD - делительный диаметр окр.; ZP - длина общей нормали предварительно; ZW - длина общей нормали W; ZT - степень точности зуба. * - все типы производства; С - серийное производство; МС - мелкосерийное производство; Е - единичное производство.
Структурно система делится на две части: инвариантную и настраиваемую. Инвариантная может быть использована для проектирования ТП всех групп заданного класса деталей, а настраиваемая на одну-две специфические группы деталей.
К таблице необходимы следующие пояснения:
Поверхности вида 03 и 30 различаются уровнем качества: точностью размеров и шероховатостью.
Комплексы поверхностей 80, 81, 82 различаются профилем резьбы.
Комплексы поверхностей 11и 55 в перечне параметров не содержат показателей профиля зубьев и могут быть использованы для моделирования зубьев любого профиля.
Комплексы поверхностей 10 и 53 применяются независимо от формы шлица, 08 и 59 независимо от формы фаски, 15 независимо от формы канавки.
Размерные параметры комплексов поверхностей 20, 21, 76, 78, 86 могут быть заданы таблицами координат точек поверхности, используемыми при разработке управляющих программ для станков с ЧПУ, или мастер-геометрией исходной модели, разработанной в CAD системе.
Комплекс поверхностей 28 применяются независимо от формы торцовой поверхности, если она получается с помощью фасонного инструмента, или по управляющей программе.
Комплексы поверхностей 70, 71 предназначены для моделирования вспомогательных технологических баз, их форма определяется ГОСТ и обеспечивается формой режущего лезвия инструмента.
Работа проводится на инициативной основе в интересах ЗАО «Авиастар-СП». Создание фрагментов базы данных предстоит выполнить в такой последовательности:
-
1) из номенклатуры предприятия выбираются детали для перевода на автоматизированное проектирование ТП;
-
2) устанавливаются классификационные признаки группирования деталей, производится классификация и группирование деталей;
-
3) выбираются действующие в производстве прогрессивные ТП для формирования типовых технологических решений или в формате «Темп-2» базовых технологических модулей;
-
4) разрабатываются комплексные детали представители групп;
-
5) разрабатываются и утверждаются типовые технологические решения или базовые технологические модули;
-
6) разрабатываются алгоритмы для проектирования технологических операций и маршрутов.
Список литературы Разработка фрагментов базы данных САПР ТП «Темп-2»
- Кобелев С.А., Данилов Г.И., Ширялкин А.Ф. Разработка типовых технологических переходов для системы автоматизированного проектирования процессов//Известия Самарского научного центра Российской академии наук. 2010. Т 12. №4(2). С. 376-389.
- Временная методика классификации и кодирования механообрабатываемых деталей. Ульяновск: УАПК, 1987. 110 с.
- Цветков В.Д. Петровский А.И. Формализованное описание объектов в системе автоматизированного проектирования технологических//НТИ Серия 2. Информационные процессы и системы. 1981. №8. С. 17-20.
