Разработка и испытания 3D-принтера для космического эксперимента "3D-печать" на Российском сегменте Международной космической станции

Автор: Фдоров В.В., Клименов В.А., Чернявский А.Г., Пожарницкий А.А., Абдулхаликов Р.М., Лямзин А.В., Криницын М.Г., Беликов Р.К., Дерусова Д.А., Юркина В.А., Дерюшева В.Н.
Журнал: Космическая техника и технологии @ktt-energia
Рубрика: Проектирование, конструкция, производство, испытания и эксплуатация летательных аппаратов
Статья в выпуске: 2 (41), 2023 года.
Бесплатный доступ
Применение аддитивных технологий в условиях космоса является одним из активно развивающихся направлений, решающих широкий круг задач по изготовлению различных конструкций и изделий в условиях микрогравитации. В частности, технологии 3D-печати необходимы для создания изделий с уникальными свойствами в условиях космических станций и длительных космических полётов, включая инструменты и вспомогательные элементы для жизнедеятельности человека. В настоящем исследовании показаны результаты тестирования 3D-принтера, предназначенного для печати изделий с использованием полимерных термопластичных материалов, адаптированного и изготовленного для космического эксперимента на Российском сегменте Международной космической станции (МКС). Проведён комплекс испытаний с целью определения надёжности и работоспособности 3D-принтера в специфических условиях эксплуатации, а также его соответствия требованиям, предъявляемым к устройствам, доставляемым на МКС. Особое внимание в работе уделено проведению вибропрочностных испытаний разрабатываемого устройства. С использованием специализированного электродинамического вибро-стенда был проведён анализ резонансных частот изделия до и после воздействия синусоидальной вибрацией, в результате чего установлена целостность и жёсткость испытуемой конструкции, а также приведены рекомендации по усилению жёсткости и увеличению демпфирования устройства в проблемных узлах. В качестве альтернативного метода контроля было проведено лазерное вибросканирование подвижных частей и корпуса 3D-принтера. Полученные данные сканирующей лазерной доплеровской виброметрии были сопоставлены с результатами виброиспытаний 3D-принтера на электродинамическом вибростенде. Показано преимущество бесконтактного метода измерения вибраций по сравнению с традиционным методом вибродиагностики благодаря высокой точности измерений, возможности тестирования труднодоступных участков устройств, а также отсутствия влияния присоединённой массы на измеряемые вибрационные характеристики.
Аддитивные технологии в космосе, космический эксперимент, 3d-принтер, приёмо-сдаточные испытания, стендовые испытания на вибропрочность, сканирующая лазерная доплеровская виброметрия
Короткий адрес: https://sciup.org/143180647
IDR: 143180647 | УДК: 621.791.92-023.5
Developing and testing a 3D printer for space experiment "3D printing" in the Russian segment of the International Space Station
The use of additive manufacturing in space is one of the developing fields addressing a wide range of tasks on building various structures and products in microgravity environment. In particular, 3D printing technology is required to build products with unique properties onboard space stations and in long-duration missions, including tools and life support elements. This study presents results of testing a 3D printer designed to print articles using polymer thermoplastic materials, adapted to and built for a space experiment onboard the Russian Segment of the International Space Station (ISS). A series of tests was run to determine the 3D printer reliability and performance under these specific operating conditions, as well as its compliance with the requirements for devices delivered to the ISS. The work particularly focused on vibration strength tests of the device under development. A specialized electrodynamic vibration table was used to analyze the natural frequencies of the article before and after exposure to sinusoidal vibration, establishing, as a result, the integrity and stiffness of the structure under test. The recommendations were also provided to increase stiffness and damping of the device at problematic points. As an alternative method of control, the 3D printer moving parts and its body were subjected to laser scanning vibrometry. The data obtained from the laser Doppler scanning vibrometry were compared against the results from the 3D printer vibration tests on the electrodynamic vibration table. The paper demonstrates the advantage of the non-contact vibration measuring technique over the traditional vibration diagnostics method owing to high measuring accuracy, the ability to test hard-to-reach areas on the device, as well as the absence of any effect of the attached mass on the measured vibration data.
Текст научной статьи Разработка и испытания 3D-принтера для космического эксперимента "3D-печать" на Российском сегменте Международной космической станции
Технологии аддитивного производства материалов и изделий в настоящее время находят всё более широкое применение в космосе, привлекая исследователей по всему миру к созданию новых высокотехнологичных устройств для 3 D -печати. Развитие аддитивного производства в области космических технологий и материаловедения в свою очередь сопровождается адаптацией разрабатываемых устройств к специфическим условиям выведения на орбиту, эксплуатации и воздействию физических факторов космического пространства [1], что в последнее десятилетие было освещено в ряде научных работ по указанной тематике [2, 3].
Внедрение аддитивных технологий в космической отрасли позволит создавать изделия из полимеров в условиях микрогравитации на Международной космической станции (МКС). В частности, быстрый производственный цикл изготовления деталей с использованием 3D-печати позволит оперативно обеспечить космонавтов необходимыми изделиями и инструментами. Более того, производство требуемых изделий в условиях космической экспедиции позволит сократить массу груза, отправляемого в кораблях на МКС [4]. Важно также отметить преимущества применения аддитивных технологий в условиях невесомости по сравнению с традиционными методами промышленного производства: экономичное использование сырья, высокая точность изготовления изделий, минимальная постобработка готовой продукции (удаление поддержек), компактные габариты функционального оборудования и др. [5]. Однако есть некоторые особенности условий эксплуатации и функционирования 3D-принтеров космического назначения, которые следует учитывать на этапе проектирования устройств. В частности, важным является определение максимально допустимых габаритных размеров и массы устройств, оценка их воздействия на окружающую среду, т. е. пределы токсичности, теплоотдачи и энергопотребления [6]. Нежелательным также является использование многостадийных способов печати ввиду сложности их технической реализации. Перечисленные особенности функционирования оборудования должны быть учтены на этапе проектирования 3D-принтеров, что в долгосрочной перспективе позволит создавать во внеземных условиях изделия из полимерных композитов, металлов, их сплавов и других материалов [2, 3]. Более того, исследование возможности использования лунного грунта в 3D-печати имеет стратегически важное значение в области освоения космоса и развития автономного аддитивного производства во внеземных условиях.
Из имеющегося многообразия технологий 3 D -печати [7, 8] наиболее подходящим является послойное наложение расплавленного полимерного филамента (в англоязычной литературе используется обозначение FDM — Fused Deposition Modeling ). Самый распространённый полимер для трёхмерной печати в космосе это PLA (полилактид). Температура экструдирования данного полимера достаточно небольшая, что позволяет безопасно использовать его на борту МКС [9]. Кроме того, данный полимер пригоден для повторного использования [10]. Реализация системы переработки отработанных элементов позволит усилить космическое жизнеобеспечение при ограниченном снабжении с Земли. Несмотря на то, что применяемые для печати полимерные материалы демонстрируют самые разные свойства, интересные для применения в космосе [11–13], наиболее часто обсуждаются вопросы изготовления хирургических и прочих инструментов для медицины [14–16].
Разработкой 3 D -принтеров, способных работать в условиях микрогравитации, занимаются инженерные коллективы разных стран. Стоит отметить, что в настоящее время на МКС находится несколько 3 D -принтеров. Первым «космическим» 3 D -принтером, доставленным на МКС, является принтер американской компании Made in Space (рис. 1) [12]. Указанная модель была введена в эксплуатацию в 2014 г. на Американском сегменте МКС. Перед интеграцией полезной нагрузки 3 D -печать была протестирована в инженерном отделе MSG в NASA MSFC [5].
В 2014 году Европейским космическим агентством (ESA) был представлен принтер POP3D [13]. Указанная модель выполнена в форме куба с длиной грани 25 см и общей массой 5,5 кг. В 2015 г. POP3D был доставлен на МКС. Позднее, в 2018 г., ESA представило новую версию европейского космического 3D-принтера, разработанного консорциумом португальских и немецких компаний. В настоящее время принтер находится на стадии тестирования процедуры печати, на начальном этапе которой была выявлена проблема перехлёстывания филамента.
В 2016 г. Китайская академия наук ( CAS ) и институт интеллектуальных технологий ( CIGIT ) представили космический 3 D -принтер, фотография которого приведена на рис. 2. Устройство содержит запатентованные процедуры 3 D -печати, являющиеся интеллектуальной собственностью китайских разработчиков [17]. Принтер работает с более широким перечнем материалов, включая армированное полимерное волокно. Согласно данным CAS , испытания работы принтера в условиях микрогравитации прошли успешно. В общей сложности было протестировано пять типов материалов и две технологии 3 D -печати. Все тестовые образцы были корректно напечатаны согласно предварительно разработанным 3 D -моделям.
В июне 2022 г. на транспортном грузовом корабле «Прогресс МС-20» на МКС доставлена научная аппаратура (НА) российского космического эксперимента «3 D -печать». Командир МКС-67 О.Г. Артемьев провёл отладку и тестирование 3 D -принтера и распечатал на нём более 10 образцов.

Рис. 1. 3D-принтер Made in Space [5]

Рис. 2. 3D-принтер из Китая [17]
разработка принтерадля космического эксперимента
Опыт осуществления космических экспериментов на Российском сегменте (РС) МКС показал высокую эффективность реализации совместных научных и технических задач научными и проектными организациями, а также университетами [18].
Целью космического эксперимента «3 D -печать» является создание и экспериментальная отработка технологии аддитивного производства изделий из полимерных материалов в условиях космического полёта на РС МКС. Проведение эксперимента является очередным шагом освоения аддитивных технологий непосредственно на МКС, где условия эксплуатации технологического оборудования чрезвычайно затруднены. В 2018 г. на МКС был опробован первый биологический 3 D -принтер «Орган.Авт» [19].
НИ ТПУ и РКК «Энергия» уже имеют опыт сотрудничества по разработке микроспутника 3U-CubSat («Томск-ТПУ-120»), который является первым в России космическим аппаратом, созданным с использованием аддитивных технологий, корпус которого напечатан на 3 D -принтере (рис. 3) [20, 21].
В настоящей работе приведены результаты испытаний космического 3D-принтера, разработанного в НИ ТПУ совместно с РКК «Энергия» имени С.П. Королёва и Томским государственным университетом (ТГУ). Устройство предназначено для аддитивного производства изделий из полимерных материалов АВS (акрилонитрилбутадиенсти-рол) и PLA (полилактид) в условиях микрогравитации (рис. 4).

а)
б)
Рис. 3. Спутник «Томск-ТПУ-120» в транспортировочном состоянии [20] (а) и в процессе работы с ним космонавтов на МКС [21] (б)

Рис. 4. Российский 3D-принтер, разработанный и изготовленный ТПУ с участием РКК «Энергия» и ТГУ [22]
Принтер прошёл различные типы испытаний, включая вибропрочностные, температурные, функциональные и прочие полётные и транспортировочные (в т. ч. этап выведения). Основные характеристики 3 D -принтера приведены в табл. 1.
Таблица 1
Параметры на «3 D -принтер»
|
№ п/п |
Параметр, единица измерения |
Значение параметра |
|
1 |
Габариты принтера (длина × ширина × высота), мм, не более |
500×500×400 |
|
2 |
Габариты изготавливаемых образцов (длина × ширина × высота), мм, не более |
200×100×50 |
|
3 |
Материал образцов, изготавливаемых с использованием принтера |
Термопластичные полимеры с температурой плавления не более 280 ° С |
|
4 |
Температура внешней поверхности корпуса принтера в процессе изготовления изделия, ° С, не более |
40 |
|
5 |
Скорость печати, мм3/с, не менее |
3 |
|
6 |
Потребляемая мощность в режиме изготовления образцов, Вт, не более |
350 |
Процесс печати осуществляется методом FDM , в качестве материала используется PLA , диаметр нити (филамента) которого равен 1,75 мм, диаметр сопла обычно не более 0,5 мм. Траектории движения экструдера и стола контролируются программно на основании 3 D -модели, разделённой на слои с применением специализированного программного обеспечения.
вибропрочностные исследования конструкции научной аппаратуры «3 D -принтер»
Современные изделия ракетнокосмической техники представляют собой сложную техническую систему. В процессе проектирования и экспериментальной отработки необходимо обеспечить её надёжное функционирование и прочность [23]. Вибропрочностные испытания являются одним из эффективных средств выявления ошибок и дефектов различного происхождения: расчётных, конструкторских, технологических, дефектов структуры материала.
Таким образом, проведение виброиспытаний является необходимым условием для обеспечения надёжности и безопасной эксплуатации изделий ракетно-космической техники [24].
Анализ амплитудно-частотных характеристик (АЧХ) научной аппаратуры «3D-принтер», а также её нагружение синусоидальной вибрацией проводились с использованием электродинамического вибростенда методами, описанными в ГОСТ 20.57.406-81 [25]. Съём данных и управление проводились при помощи системы управления виброиспытаниями и виброизмерительных преобразователей.
В рамках проведения исследования блок НА «3 D -принтер» поочерёдно в каждой из трёх взаимно перпендикулярных осей x , y , z при помощи технологической оснастки жёстко закреплялся на платформе вибростенда, как показано на рис. 5.
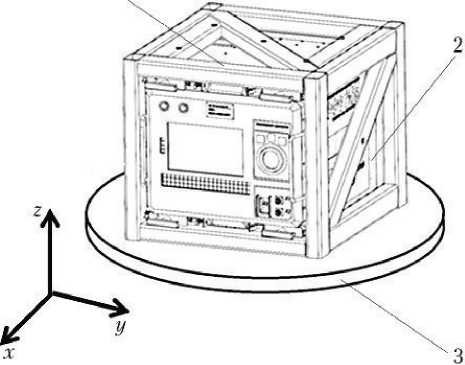
Рис. 5. Схема испытаний блока научной аппаратуры «3D-принтер» с указанием направлений воздействия: 1 — оснастка технологическая; 2 — блок 3D-принтера; 3 — рабочий стол испытательного оборудования (рисунок создан авторами)
Определение резонансных частот элементов конструкции НА «3 D -принтер» осуществлялось поочерёдно в каждой из трёх взаимно перпендикулярных осей координат ( x , y , z ) до и после воздействия синусоидальной вибрации (табл. 2). На конструкции 3 D -принтера устанавливались виброизмерительные преобразователи (ВИП) в соответствии со схемой, приведённой на рис. 6.
При поиске резонансных частот блок НА «3D-принтер» подвергался воздействию синусоидальной вибрации с плавной развёрткой частоты в диапазоне 5…2 000 Гц при значении амплитуды ускорения в контрольной точке 4,9 м/с2. Скорость изменения частоты 1 окт./мин. Резонансные частоты элементов конструкции определялись через коэффициент динамичности, вычисляемый в режиме реального времени и при постобработке результатов испытаний. Частота считается резонансной, если амплитуда перемещения (ускорения) в точке измерения (на конструкции прибора) в два и более раз превышает амплитуду перемещения (ускорения) в контрольной точке на приспособлении в местах крепления прибора.

Рис. 6. Расположение точек установки виброизме-рительных преобразователей (1, 2, 3, 4) на корпусе научной аппаратуры «3D-принтер» для определения резонансных частот элементов конструкции (рисунок создан авторами)
Испытания на воздействие синусоидальных нагрузок проводились методом гармонической вибрации с качающейся частотой от нижней к верхней и обратно со скоростью 1 Гц/с в диапазоне от 5 до 20 Гц в двух режимах. В первом режиме амплитуда виброускорения составляла 14 м/с2 во всем диапазоне частот, во втором режиме — 7 м/с2. Длительность воздействия в каждом режиме составляла 300 с.
Ниже представлены результаты измерения резонансных частот (табл. 2) до ( f 1 ) и после ( f 2 ) воздействия синусоидальной вибрации. Также для оценки влияния вибрации на конструкцию блока НА «3 D -принтер» было вычислено относительное отклонение резонансной частоты Δ f после воздействия гармонической вибрации.
Анализируя полученные результаты, можно отметить, что максимальное отклонение резонансной частоты после воздействия синусоидальной вибрации не превышает 10%, а именно — составляет 4,5% (в точке 4 по направлению y ), следовательно, целостность и жёсткость конструкции НА «3 D -принтер» не нарушены. Так как после воздействия нагрузок аппаратура не утратила способность выполнять свои функции и сохранила свои параметры в пределах установленных норм, можно сделать вывод, что НА «3 D -принтер» успешно прошла испытания на прочность при воздействии синусоидальной вибрации.
По результатам проведённых исследований конструкторам-разработчикам рекомендовано обратить внимание на точку 3 (направление воздействия x ), где первая резонансная частота значительно меньше 150 Гц, а именно — 80,6 Гц с коэффициентом динамичности 4 и величиной демпфирования 2%. С целью сохранения целостности и работоспособности после выведения в космос НА «3 D -принтер», при конструировании штатного образца следует усилить жёсткость и увеличить демпфирование конструкции в указанной точке.
Дополнительно к проведённым испытаниям на вибростенде были определены АЧХ верхней крышки блока НА «3 D -принтер» (рис. 7).
В центре верхней крышки НА «3 D -принтер» в направлении воздействия z (см. рис. 5) обнаружено пять резонансных частот. Первая резонансная частота 148,2 Гц с коэффициентом динамичности 35,4 и величиной демпфирования 2,52%, остальные приведены на рис. 7. Полученные данные будут использованы далее для сравнения с результатами лазерной виброметрии.
Таблица 2
резонансные частоты до и после воздействия синусоидальной вибрации
|
Номер ВИП |
x |
y |
z |
||||||
|
f 1 , Гц |
f 2 , Гц |
Δ f , % |
f 1 , Гц |
f 2 , Гц |
Δ f , % |
f 1 , Гц |
f 2 , Гц |
Δ f , % |
|
|
1 |
368,4 |
368,4 |
0 |
312,7 |
313,6 |
0,3 |
135,8 |
136,2 |
0,3 |
|
— |
— |
— |
482,2 |
483,6 |
0,3 |
187,9 |
185,7 |
–1,2 |
|
|
2 |
134,6 |
134,2 |
–0,3 |
312,7 |
313,6 |
0,3 |
187,9 |
185,7 |
–1,2 |
|
591,9 |
591,9 |
0 |
— |
— |
— |
353,6 |
353,6 |
0 |
|
|
627,6 |
625,7 |
–0,3 |
— |
— |
— |
— |
— |
— |
|
|
659,6 |
659,6 |
0 |
— |
— |
— |
— |
— |
— |
|
|
993,6 |
993,6 |
0 |
— |
— |
— |
— |
— |
— |
|
|
1035,2 |
1032,2 |
–0,3 |
— |
— |
— |
— |
— |
— |
|
|
3 |
80,6 |
80,6 |
0 |
317,3 |
316,4 |
–0,3 |
135,8 |
136,2 |
0,3 |
|
173,1 |
173,1 |
0 |
371,6 |
372,7 |
0,3 |
187,9 |
185,0 |
–1,5 |
|
|
197,5 |
197,5 |
0 |
483,6 |
485,1 |
0,3 |
449,5 |
448,2 |
–0,3 |
|
|
246,7 |
246,7 |
0 |
— |
— |
— |
558,2 |
559,9 |
0,3 |
|
|
377,1 |
378,2 |
0,3 |
— |
— |
— |
858,4 |
858,4 |
0 |
|
|
4 |
370,5 |
370,5 |
0 |
300,1 |
313,6 |
4,5 |
120,1 |
120,8 |
0,6 |
|
— |
— |
— |
482,2 |
483,6 |
0,3 |
353,6 |
353,6 |
0 |
|
|
— |
— |
— |
— |
— |
— |
559,9 |
559,9 |
0 |
|
Важно отметить, что к преимуществам классического метода определения АЧХ на вибростенде можно отнести высокую точность результатов, аналитическую постобработку данных, а также возможность воздействовать на испытуемый объект различными видами нагружения, не снимая его со стенда, и сравнивать АЧХ до и после вибрационного воздействия.
результаты модального анализа подвижных частей и корпуса 3 D -принтера с использованием сканирующей лазерной доплеровской виброметрии
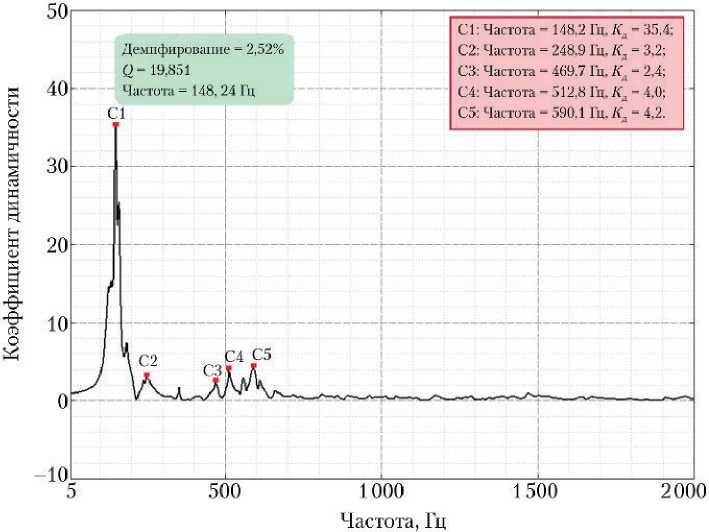
Рис. 7. Амплитудно-частотные характеристики верхней крышки блока научной аппаратуры «3D-принтер»: Q — добротность; K д — коэффициент динамичности (рисунок — результат исследования авторов)
Динамические характеристики 3D-принтера экспериментально исследовали с использованием ультразвуковой диагностической системы на основе сканирующего лазерного доплеровского виброметра, ранее применявшейся для неразрушающего контроля корпуса CubSat «Томск-ТПУ-120» [26]. Акустическая стимуляция корпуса принтера осуществлялась с использованием широкополосного гармонического сигнала от генератора сигналов специальной формы, предварительно усиленно- го с помощью амплитудного усилителя. Для ввода акустического сигнала использовали пьезоэлектрический преобразо- ватель, закреплённый на корпусе принтера с использованием струбцины, как показано на рис. 8. Исследование прин- тера проводили путём анализа колебаний на поверхности изделия, возникающих в результате его акустической стимуляции синусоидальным сигналом типа sweep, модулируемым в диапазоне частот 100…30 кГц. Измерение
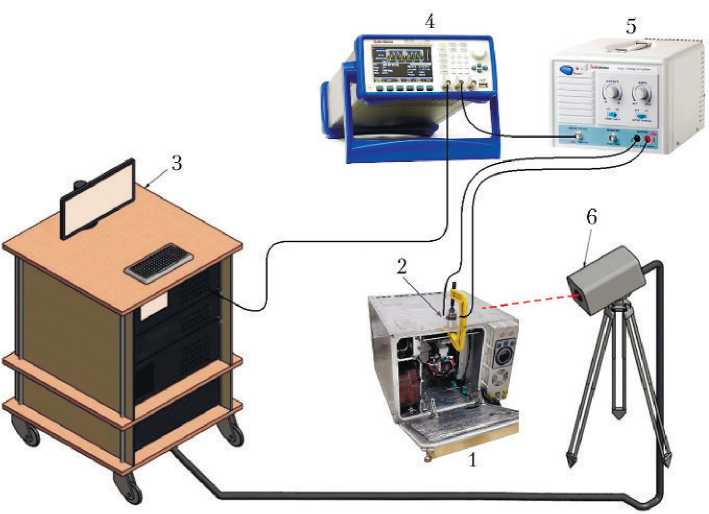
Рис. 8. Схема лабораторной установки для проведения модального анализа корпуса 3D-принтера с использованием лазерной виброметрии:
1 — 3D-принтер; 2 — излучатель; 3 — система управления виброметра; 4 — акустический генератор; 5 — усилитель; 6 — сканирующая головка (рисунок создан авторами)
вибраций проводили
разования
на поверхности принтера в режиме быстрого преоб-
Фурье с шагом 10 Гц,
что позволило измерить амплитудночастотный спектр вибраций объекта в каждой точке сканирования (100×150 точек, шаг — 3 мм), а также определить резонансные частоты и формы колебаний принтера.
В результате проведения лазерного вибросканирования были определены резонансные частоты корпуса принтера и построены изображения колебаний объекта на следующих элементах: верхняя крышка корпуса; боковина левая; боковина правая. Дополнительно были определены резонансные частоты привода печатающей головки в трёх положениях (верхнем, нижнем и среднем), а также корпус катушки с полимером, рабочий стол и экструдер.
б)
в)
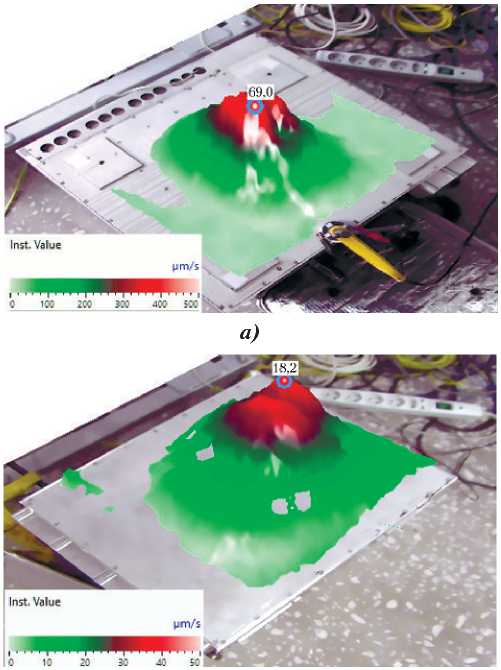
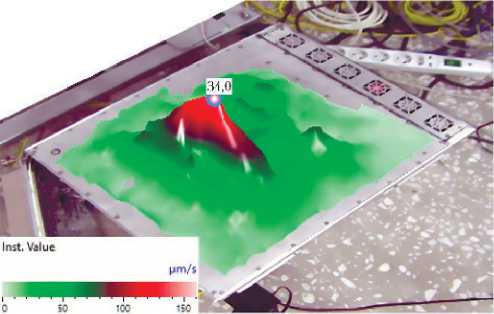
Рис. 9. Распределение виброскорости корпуса принтера на частоте основного резонанса: а — верхняя крышка; б — правая боковина; в — левая боковина (рисунок — результат исследования авторов)
При исследовании трёх сторон корпуса принтера получено, что частота основного резонанса устройства зарегистрирована на уровне 150 Гц. Распределение вибраций на корпусе принтера на указанной частоте приведено на рис. 9, а вибрационные характеристики обобщены в табл. 3.
Таблица 3
определение вибрационных характеристик корпуса принтера на частоте основного резонанса устройства
|
Поверхность измерения |
Частота, Гц |
vz , мкм/с |
А гг , нм |
Q |
|
Верхняя крышка |
150 |
69,0 |
73,2 |
21,5 |
|
Правая боковина |
150 |
18,2 |
19,3 |
11,6 |
|
Левая боковина |
150 |
34,0 |
36,0 |
13,6 |
Примечание . v ^ и А г — амплитуда виброскорости и виброперемещения колебания частиц на поверхности корпуса принтера по z -координате соответственно; Q — добротность.
Ввиду наличия рёбер жёсткости на внутренней части принтера, вибрации на внешней поверхности принтера распределены неравномерно. Однако следует отметить, что на всех трёх исследуемых поверхностях (рис. 9) наблюдается значительное увеличение амплитуды колебаний в центральной части, что характерно для первой резонансной частоты колебаний конструкций. Максимальная амплитуда виброскорости и виброперемещения была зарегистрирована на верхней крышке корпуса принтера, что составило 69,0 мкм/с (при фазовом угле -164 ° ) и 73,2 нм соответственно. Амплитуда вибраций на левой боковине корпуса принтера снижается в два раза (до 34,0 мкм/с при фазовом угле 156 ° ) по сравнению с амплитудой сигнала на верхней крышке устройства, а соответствующее значение вибрационного сигнала на правой боковине снижается в три раза — до 18,2 мкм/с (при фазовом угле 172 °) .
Исследование движущихся частей и внутренних элементов космической техники является одной из приоритетных задач вибрационных испытаний ввиду их повышенной чувствительности к вибрациям. В связи с этим, в рамках настоящей работы проведено исследование вибрационных характеристик печатающей головки, расположенной во внутренней части разрабатываемого 3D-принтера, с использованием лазерной виброметрии при широкополосной акустической стимуляции корпуса. Важно отметить, что ввиду бесконтактного характера измерения колебаний лазерная виброметрия позволяет проводить виброизмерения в труднодоступных зонах (таких как печатающая головка принтера) с использованием зеркал. При этом зеркало размещается таким образом, чтобы отражённый лазерный луч (пятно луча 60…100 мкм) попадал на поверхность исследуемого элемента. При проведении настоящего исследования технологическая дверца корпуса принтера находилась в открытом состоянии, чтобы обеспечить доступ лазерного луча к печатающей головке, расположенной во внутренней части принтера, однако это не повлияло на жёсткость конструкции ввиду низкой амплитуды воздействующего акустического сигнала. Лазерное вибросканирование проводилось в трёх положениях печатающей головки: верхнем (близкое расположение к технологической дверце корпуса принтера), нижнем (в глубине корпуса принтера) и среднем.
В результате проведения лазерного вибросканирования получен амплитудночастотный спектр колебаний и измерены вибрационные характеристики печатающей головки в диапазоне частот 100…200 Гц. В табл. 4 приведены результаты измерения вибрационных характеристик торцевой поверхности привода по xyz -координатам при изменении положения печатающей головки.
Из полученных дан- ных следует, что амплитуда сигнала вибро-скорости/виброперемеще-ния по xyz-координатам достигает максимального значения на частоте основного резонанса конструкции (100 Гц) и постепенно снижается при увеличении порядка резонансных гармоник. Максимальная амплитуда вибрационного сигнала на торцевой поверхности привода на частоте основного резонанса была зарегистрирована в среднем положении печатающей головки, в то время как наименьшая амплитуда вибраций привода соответствует нижнему положению печатающей головки. Это свидетельствует о подверженности привода вибрациям в среднем положении печатающей головки. С учётом полученных результатов рекомендуется арретировать печатающую головку 3D-принтера в нижнем положении с целью минимизации вибрационных воздействий при транспортировке устройства.
Результаты лазерной виброметрии соответствуют полученным ранее результатам виброиспытаний, проведённым с использованием электродинамического вибростенда. Важно отметить, что преимуществом метода лазерной виброметрии, по сравнению с традиционными методами вибродиагностики, является высокая точность измерений (спектральное разрешение до десятков мегагерц, измерение амплитуды виброперемещения до единиц нанометров), возможность тестирования труднодоступных участков устройств, отсутствие влияния присоединённой массы на измеряемые вибрационные характеристики, а также бесконтактный способ проведения исследований. Полученные результаты лазерной виброметрии также могут быть использованы при анализе соответствия устойчивости разрабатываемого устройства к внешним механическим воздействиям, таким как динамические нагрузки от вибраций, возникающие во время запуска на орбиту или в ходе орбитального полёта
Таблица 4
вибрационные характеристики привода по xyz -координатам при изменении положения печатающей головки
|
Положение печатающей головки |
Частота, Гц |
vx , мм/с |
vy , мм/с |
vz , мм/с |
Δ xx , мкм |
Δ xy , мкм |
Δ xz , мкм |
|
Верхнее |
100 |
2,44 |
0,61 |
0,99 |
3,19 |
1,60 |
1,97 |
|
150 |
2,06 |
0,54 |
0,87 |
1,94 |
0,57 |
0,92 |
|
|
200 |
1,17 |
0,37 |
0,61 |
1,86 |
0,49 |
0,79 |
|
|
Среднее |
100 |
2,65 |
0,95 |
1,53 |
4,22 |
1,50 |
2,40 |
|
150 |
1,06 |
0,59 |
0,94 |
1,76 |
0,63 |
0,99 |
|
|
200 |
0,98 |
0,35 |
0,56 |
0,78 |
0,28 |
0,45 |
|
|
Нижнее |
100 |
2,10 |
0,76 |
1,24 |
3,35 |
1,21 |
1,97 |
|
150 |
1,76 |
0,64 |
1,01 |
1,87 |
0,68 |
1,07 |
|
|
200 |
0,87 |
0,32 |
0,50 |
0,69 |
0,26 |
0,40 |
Примечание. v и Δ x — амплитуда виброскорости и виброперемещения колебания частиц на поверхности корпуса принтера соответственно.
спускаемого модуля; вибрационные нагрузки от акустических и механических воздействий при функционировании силовых установок; линейные и низкочастотные динамические перегрузки.
заключение
Все ведущие космические державы активно занимаются вопросами применения аддитивных технологий и разработками 3 D -принтеров для использования в космических условиях при решении как текущих краткосрочных, так и долгосрочных перспективных задач.
Разработанный для космического эксперимента 3 D -принтер прошёл вибро-прочностные испытания на соответствие требованиям выведения на орбиту в составе доставляемых грузов транспортного грузового корабля «Прогресс» и эксплуатации в обитаемом контуре РС МКС, определённым техническим заданием на научную аппаратуру «3 D -принтер». Вибропрочностные испытания 3 D -принтера, проведённые на специализированном электродинамическом вибростенде, позволили на основании анализа резонансных частот после воздействия синусоидальной вибрацией установить целостность и жёсткость испытуемой конструкции и рекомендовать усиление её жёсткости и увеличение демпфирования в проблемных узлах. Применение модального анализа с использованием сканирующей лазерной доплеровской виброметрии позволило дополнить получение информации о вибропрочности отдельных узлов конструкции, особенно подвижных или труднодоступных для контроля, а также рассматривать данный метод в отдельных случаях как альтернативу испытаниям на вибростендах.
Авторы статьи отмечают, что в разработку, создание и подготовку 3D-принтера для работы в условиях РС МКС значимый вклад внесли Рубцов Валерий Евгеньевич (зав. лаб. ИФПМ СО РАН), Дружинин Николай Владимирович (вед. инженер ИФПМ СО РАН), Густомясов Максим Александрович (инженер научно-производственной лаборатории «Современные производственные технологии» ТПУ), Кузьменко Иван Юрьевич (доцент кафедры радиофизики
ТГУ), Симанкин Фёдор Аркадьевич (доцент Отделения электронной инженерии ТПУ), Воробей Ирина Вадимовна (главный специалист по системному проектированию РКК «Энергия»), Бидеев Алексей Геннадиевич (главный конструктор НЭМ РКК «Энергия»), Рулёв Дмитрий Николаевич (ведущий научный сотрудник РКК «Энергия»).
Список литературы Разработка и испытания 3D-принтера для космического эксперимента "3D-печать" на Российском сегменте Международной космической станции
- Зленко М.А., Нагайцев М.В., Довбыш В.М. Аддитивные технологии в машиностроении. М.: ГНЦ РФ ФГУП «НАМИ», 2015. 220 с.
- 3-О-печать и космос: самое важное // 3Dpulse: сайт. Режим доступа: https://www.3dpulse.ru/news/kosmos/3d-pechat-i-kosmos-samoe-vazhnoe/ (дата обращения: 09.04.2023).
- Blachowicz T., Pajqk K., Recha P., Ehrmann A. 3D printing for microsatellites -material requirements and recent developments // AIMS Materials Science. 2020. № 6. V. 7. P. 926-938. URL: https://www.aimspress.com/article/ doi/10.3934/matersci.2020.6.926 (accessed 09.04.2023).
- Семёнова Л.А., Голубкина М.Г., Семёнова А.П. Организационные и экономические проблемы частных компаний на рынке доставки грузов в космос // Сборник Международной конференции «Решетнёвские чтения». 2013. Т. 2. С. 369-371.
- Werkheiser M.J., Dunn J., Snyder M.P., Edmunson J., Cooper K., Johnston M.M. 3D printing in Zero-G ISS technology demonstration // AIAA Space 2014 Conference and Exposition. 2014. P. 4470. URL: http://dx.doi.org/10.2514/62014-4470 (accessed 09.04.2023).
- Snyder M., Dunn J., González E. The effects of microgravity on extrusion based additive manufacturing // AIAA Space 2013 Conference and Exposition. 2013. P. 5439. URL: http://doi.org/10.2514/6. 2013-5439 (accessed 09.04.2023).
- Lee J.-Y., An J., Chua K.Ch. Fundamentals and applications of 3D printing for novel materials // Applied Materials Today. 2017. V. 7. P. 120-133. URL: http://dx.doi.org/10.1016/j.apmt.2017. 02.004 (accessed 09.04.2023).
- Li W., Lan D., Wang Y. Exploration of direct-ink-write 3D printing in space: droplet dynamics and patterns formation in microgravity // Microgravity Science and Technology. 2020. № 5. V. 32. P. 935-940. URL: https://doi.org/10.2514/ 6.2013-5439 (accessed 09.04.2023).
- Cowley A., Perrin J., Meurisse A., Micallef A., Fateri M., Rinaldo L., Bamsey N, Sperl M. Effects of variable gravity conditions on additive manufacture by fused filament fabrication using polylactic acid thermoplastic filament // Additive Manufacturing. 2019. V. 28. P. 814-820. URL: https://doi.org/10.1016/ J.ADDMA.2019.06.018 (accessed 09.04.2023).
- Fateri M., Kaouk A., Cowley A., Siarov S, Palou M.V., González F.G., Marchant R., Cristoforetti S, Sperl M. Feasibility study on additive manufacturing of recyclable objects for space applications // Additive Manufacturing. 2018. V. 24. P. 400-404. URL: http://dx. doi.org/10.1016/j.addma.2018.09.020 (accessed 09.04.2023).
- Prozhega M.V., Reschikov E.O., Shirshov A.D., Yakovenko N.G. Frictional properties of 3D printing polymers in vacuum // Journal of Friction and Wear. 2020. № 41. P. 565-570. URL: https://doi. org/10.3103/S1068366620060173 (accessed 09.04.2023).
- Sacco E., Moon S.K. Additive manufacturing for space: status and promises // The International Journal of Advanced Manufacturing Technology. 2019. № 105. P. 1-24. URL: https://doi.org/ 10.1007/S00170-019-03786-Z (accessed 09.04.2023).
- Zuniga J., Thompson M. Applications of antimicrobial 3D printing materials in space // Journal of 3D Printing Medicine. 2019. V. 3(1). P. 5-9. URL: https://doi.org/10.2217/3dp-2019-0001 (accessed 09.04.2023).
- Wong J.Y., Pfahnl A.C. 3D printing of surgical instruments for long-duration space missions // Aviation, Space, and Environmental Medicine. 2014. V. 7. Issue 85. P. 758- 763. URL: http://dx.doi.org/10.3357/ ASEM.3898.2014 (accessed 09.04.2023).
- Wong J.Y. 3D printing applications for space missions // Aerospace Medicine and Human Performance. 2016. V. 87. Issue 6. P. 580-582. URL: http://dx.doi. org/10.3357/AMHP.4633.2016 (accessed 09.04.2023).
- Efstathiadis A. Design optimization of a needle holder for in-space 3D printing: PhD Thesis. 2018.
- Китайские учёные разработали первый в стране космический 3Л-принтер: новость от 20.04.2016 // Жэньминь Жибао: информ.-справочный портал. Режим доступа: http://russian.people.com. cn/n3/2016/0420/c31517-9047277-5.html (дата обращения 09.04.2023).
- Зелёный Л.М., Климов С.И., Ангаров В.Н., Родин В.Г., Назаров В.Н., Суханов А.А., Батанов О.В., Готлиб В.М., Калюжный А.В., Каредин В.Н., Козлов В.М., Козлов И.В., Эйсмонт Н.А., Ледков А.А., Новиков Д.И., Корепанов В.Е., Боднар Л., Сегеди П., Ференц Ч., Папков А.П., Лизунов А.А. Космический эксперимент «Микроспутник» на Российском сегменте Международной космической станции / / Космическая техника и технологии. 2015. № 3(10). С. 26-37. EDN: UMPXIL
- Воронцов Н. Космическая орга-навтика: как устроен и чем печатает российский магнитный биопринтер: публикация от 16.08.2018 // N+1: ин-форм.-справочный портал. Режим доступа: https://nplus1.ru/material/2018/08/16/ 3dbioprinting (дата обращения 09.04.2023).
- Коротич С. Напечатанный в Томске на 3Л-принтере спутник запустят с МКС в августе: Новость от 24.07.2017 // Континент Сибирь Online: информ.-справочный портал. Режим доступа: https:// ksonline.ru/285208/napechatannyj-na -3d-printere-sputnik/ (дата обращения 09.04.2023).
- Ларионов В. Распечатанный на 3Л-принтере спутник поздравил томский вуз со 120-летием: новость от 11.05.2016 // Hi-News.ru: информ.-справочный портал. Режим доступа: https:// hi-news.ru/eto-interesno/raspechatannyj-na-3d -printere- sputnik -pozdravil-tomskij -vuz-so-120-letiem.html (дата обращения 09.04.2023).
- Российские космонавты напечатали первую рабочую деталь на 3Л-прин-тере на МКС: новость от 25.01.2023 // Известия: информ.-справочный портал. Режим доступа: https://iz.ru/1459520/ 2023-01 -25/rossiiskie -kosmonavty-napechatali-pervuiu-rabochuiu-detal-na-3d-printere-na-mks (дата обращения 26.04.2023).
- Зайцев М.А., Остапенко Д.В., Швецова Д.С., Королёва Т.А., Журавлёв В.Ю. Особенности проверки изделий ракетно-космической техники на вибропрочность // Актуальные проблемы авиации и космонавтики. 2018. № 14. С. 189-191. ЕБЫ: Ш1Р22
- Софинский А.Н. Система отработки вибропрочности: опыт применения и перспективы развития // Космическая техника и технологии. 2016. № 1(12). С. 12-21. ЕБЫ: ШХЦЬ
- ГОСТ 20.57.406-81. Комплексная система контроля качества. Изделия электронной техники, квантовой электроники и электротехнические. Методы испытаний (с Изменениями № 1-10). М.: ИПК Издательство стандартов, 200Э. Режим доступа: https://docs.cntd.ru/ document/1200016473 (дата обращения 09.04.202Э).
- Дерусова Д.А., Вавилов В.П., Дружинин Н.В., Казакова О.И., Нехо-рошев В.О., Фёдоров В.В., Тарасов С.Ю., Шпильной В.Ю., Колубаев Е.А. Нераз-рушающий контроль корпуса СиЪБМ спутника с использованием лазерной виброметрии // Дефектоскопия. 2019. № 5. С. 57-64. ЕБЫ: WMHMTJ Статья поступила в редакцию 19.01.2023 г. Окончательный вариант — 10.04.2023 г.
